
Fターム[4F208AH52]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 食器(←茶碗、箸、皿) (44)
Fターム[4F208AH52]に分類される特許
1 - 20 / 44
ガラス含有ブロー容器
【課題】本発明は、汎用性のある樹脂中に40重量%以上のガラス粉末を含有させたペレットを用いて、従来のブロー成形法で成形ができるガラス含有ブロー容器の製品化することができ、そして、優れた物性を有するガラス含有ブロー容器を提供する。
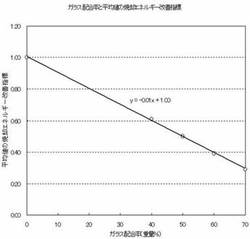
【解決手段】ガラス含有ブロー容器は、熱可塑性樹脂中にガラス粉末を含むガラス含有成形用ペレットを用いてブロー成形法で成形されてなるガラス含有ブロー容器であって、前記ガラス含有成形用ペレットが前記熱可塑性樹脂であるポリエチレン樹脂、ポリプロピレン樹脂及びポリエチレンテレフタレート樹脂からなる群から選ばれる一種の樹脂中に、前記ガラス粉末である中実の球状ガラス粉末をガラス配合率40〜70重量%の範囲で含有しており、該ガラス配合率の増加に伴って、前記ガラス含有ブロー容器の焼却エネルギー改善指標が特定の式に沿って漸減して改善される。
(もっと読む)
多層シート、熱成形容器および易開封性包装体

【課題】易開封性および開封感触が安定し、耐熱性および開封面の外観が良好な容器、その容器を備えた包装体およびこれらの容器および包装体を構成する多層シートを提供する。
【解決手段】
多層シート20は、表面層21と、この表面層21と隣接する表下層22とを含んで構成されたシートであって、表面層21の厚み寸法は、1μm〜200μmであり、表面層21は、ポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂、およびスチレン系ポリマーを含んで構成され、これらポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂およびスチレン系ポリマーの含有率は、それぞれ60wt%以上80wt%以下、1wt%以上10wt%以下、8wt%以上28wt%以下、4wt%以上14wt%以下であり、表下層22はポリエチレン系樹脂を含有し、このポリエチレン系樹脂の含有率は、5wt%以上50wt%以下である。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
ポリエステル樹脂製容器のトリミング方法
【課題】ポリエステル樹脂製の容器について、容器の縁部に沿って余分な部分を切り離す際に、容器の側にバリを残すようなことなく、容易に切断できるようにする。
【解決手段】余分な部分と一体的に成形された容器1に対し、容器1の縁部に沿って余分な部分を切り離すようなポリエステル樹脂製容器のトリミング方法として、超音波を発振する超音波ホーン32の先端部32aと、受け部材31の先端部31aとの間に、容器1の縁部に沿った部分2を挟み込んで、加圧しながら超音波ホーン32を超音波振動させることにより、容器1の縁部に沿った部分2を切断する。
(もっと読む)
耐熱透明A−PET容器
【課題】高耐熱性及び高透明性を有し、電子レンジで直接加熱される食品容器に好適な容器を提供する。
【解決手段】A−PETシートを加熱して一次延伸後一次熱固定した延伸A−PETシート7と、未延伸A−PETフィルム又は未延伸A−PETシートとをドライラミネートで一体化した積層シートを、熱成形機の金型13,14で加熱成形し成形による二次延伸配向結晶によって結晶化を高めている。延伸A−PETシートが、ロールによる延伸装置を用い、A−PETシートを延伸温度90〜120℃でMD(縦方向)に2〜5倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定したものである。
(もっと読む)
包装容器、その製造方法および製造装置
【課題】安定した易開封性および密封性を備え、製造工程において手間とコストの低減を図ることのできる包装容器、その製造方法および製造装置を提供すること。
【解決手段】包装容器100は、内容物Pが凹部210に収納される平面略円形状の容器本体200を備え、この容器本体200は、その中心部に平面略円形に形成された開口部を塞ぐため蓋材300が開口部の周縁に配設されたフランジ部230にヒートシールされている。このフランジ部230と蓋材300とのヒートシールは環状のシール部240で行われる。容器本体200は、シール層251と隣接層252と基材層253とからなる多層シート250で形成されている。フランジ部230は、外縁部231から内縁部232にいたるまでにその厚みが次第に薄くなるように形成されている。
(もっと読む)
ツバ付きコップ状の樹脂成形品の製造方法
【課題】成形が難しい延伸PET若しくはPPSシートを用いる場合であっても、薄肉で高アスペクト比を可能としたツバ付きコップ状の樹脂成形品の製造方法を提供する。
【解決手段】真空ボックス12のパンチ15・真空側ブロック16と、圧空ボックス13の圧空側ブロック17との間に、加熱で軟化させた樹脂シート1´を搬入する。ついで、ツバ部1bに相当する樹脂シート1´の部分を、ブロック16,17で挟み付けながら、コップ部1aに相当する樹脂シート1´の部分を、パンチ15で圧空側ブロック17の穴17a内に押し込みつつ、ボックス12,13の開口部12b,13bを閉じる。その後、真空ボックス12内を真空に、圧空ボックス13内を圧空にした状態で、ツバ付きコップ状の樹脂成形品1を成形する。
(もっと読む)
カップ状容器の製造方法
【課題】射出成形されたシート状プリフォームから、効率良く、しかも、廉価にカップ状容器を成形可能な製造方法を提案すること。
【解決手段】射出成形ステーション13において熱可塑性樹脂を用いてシート状プリフォーム31を射出成形する。シート状プリフォーム31をキャビティ型22(1)に残したまま、ターンテーブル12を回転させて、キャビティ型22(1)を真空成形・取り出しステーション14の凹状容器型41に対峙させ型閉めを行う。凹状容器型41の各凹部43がシート状プリフォーム31の厚肉のカップ本体形成部分33によって封鎖され、その口部フランジ形成部分34が双方の型の合わせ面22b、42の間に把持される。各凹部43を真空吸引するとカップ本体形成部分33が真空成形され、2個のカップ状容器1が得られる。
(もっと読む)
生分解性樹脂成形品の製造法。
【課題】 柔軟性、耐熱性、感温性、耐衝撃性が良好な、生分解性樹脂成形品の熱成形法による生産性が高い製造法の提供
【解決手段】 ポリ乳酸樹脂と、可塑剤と、結晶核剤とを含有する生分解性樹脂組成物からなるシートまたはフィルムを熱成形する生分解性樹脂成形品の製造法であって、生分解性樹脂組成物からなるシートまたはフィルムを生分解性樹脂組成物の融点(Tm)以上(Tm+60℃)以下の温度に加熱する工程(1)、工程(1)で得られたシートまたはフィルムを、金型温度60〜100℃で熱成形する工程(2)によって相対結晶化度80%以上に結晶化させた成形品を得る、生分解性樹脂成形品の製造法、並びにこの製造法により得られる生分解性樹脂成形品。
(もっと読む)
熱成形体の製造方法
【課題】耐衝撃性及び耐熱性を保持すると共に、熱成形時の成形加工性が良好な熱成形用ポリ乳酸系重合体組成物、及び熱成形用ポリ乳酸系重合体シート、並びにこの熱成形用ポリ乳酸系重合体シートを用いた熱成形体を提供することを目的とする。
【解決手段】所定の実質的に非晶性のポリ乳酸系重合体と、所定の結晶性のポリ乳酸系重合体とを所定割合で混合した熱成形用ポリ乳酸系重合体組成物を用いて熱成形用ポリ乳酸系重合体シートを得、得られた熱成形用ポリ乳酸系重合体シートを用いて、所定の条件を満たす成形温度で熱成形する。
(もっと読む)
乳酸系ポリマーを含む多層シートおよび成形品
【課題】透明性、耐熱性および生産性に優れた乳酸系ポリマー組成物を含む多層シート、該多層シートからなる成形品および該成形品の生産性に優れた製造方法を提供すること。
【解決手段】本発明の多層シートは、乳酸系ポリマー及び有機結晶核剤を含む結晶化可能な乳酸系ポリマー組成物からなる層(X)を少なくとも1層と、非晶性の乳酸系ポリマーを含む層(Y)を少なくとも2層とを有する多層シートであって、該多層シートの両側の最外層が前記層(Y)であり、該有機結晶核剤が、110℃でのポリ乳酸に対する溶解度が1.0×10-5以上である少なくとも1種のエチレンビスカルボン酸アミドを含む。
(もっと読む)
樹脂容器の製造方法
【課題】延伸された樹脂シート材を用い、成形した容器に深い嵌り合いの嵌合部を形成することができ、樹脂シート材の持つ透明性と耐熱性を損なうことなく成形が行える樹脂容器の製造方法を提供する。
【解決手段】凹型6と凸型7の嵌り合い成形隙間を、成形に用いる延伸された樹脂シート材Aの厚みと同等以上に設定し、加熱した凹型6と凸型7間に樹脂シート材Aを投入し、凸型7のプラグ9でこの樹脂シート材Aを凹型6内に押し込んで蓋容器3にプレス成形した際、蓋容器3の曲がり形状に該当する部分の樹脂シート材Aを、凸型7の空気孔11から付加した圧力空気で凹型6に押し付け、同時に凹型6の真空孔12で吸引することにより曲がり形状を成形する。
(もっと読む)
容器成形用プリフォーム、容器、及び容器の製造方法
【課題】 プリフォームをカップ状又はツボ状の容器形状にブロー成形するに際して、成形された容器胴部に延伸部材が接触した痕が現れないようにして、外観良好な容器を成形することができる容器成形用プリフォーム、そのようなプリフォームを成形してなる容器、及び容器の製造方法を提供する。
【解決手段】 成形に際して延伸部材20が最初に接触する部位X1から、型締め把持部3に至る直前の部位X2までの範囲において、延伸部2aの中心軸Cを含む面Pと、延伸部2aの延伸部材20と接触するプリフォーム内曲面との交線Lに対して、切り口が垂直に交わるようにして延伸部2を周方向に沿って切断していった断面Sの面積が、ほぼ一定となっているか、又は延伸部材20が最初に接触する部位X1で最も大きくなるように、延伸部2の肉厚分布を調整する。
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
シート成形方法、シート成形金型及びシート成形方法により製造された容器
【課題】プラスチックシート素材を成形して、内周面にアンダーカット部を有する成形品を成形する技術において、その型再現性を良好にする。
【解決手段】シート成形金型10は雌型12と雄型14とから構成され、雄型14は、成形品の内周面形状の一部に該当する形状を有するコア本体16と、該成形品のアンダーカット部に該当する形状を有しコア本体16に対して型開閉方向及び径方向に移動可能なスライドコア18とを有する。コア本体16とスライドコア18には、それぞれ互いに摺接可能なカム面16a、18aが形成され、該カム面16a、18aは雌型12の方に向うにつれて外径方向に向かう傾斜面となっている。雌型12と雄型14との間にシート素材を挿入させた後、型を閉めて、コア本体16及びスライドコア18と雌型12とを接近させると共に、カム面16a、18aを利用して、スライドコア18をコア本体16に対して外径方向に移動させることにより、スライドコア18によってアンダーカット部を付形する。
(もっと読む)
熱成形シート積層用フィルム
【課題】熱成形性に優れ、熱成形用シートに積層する際のラミネート適性、熱成形用シートとのラミネート後および熱成形した後の容器光沢に優れ、容器の白濁感が改良された熱成形シート積層用フィルムを提供する。
【解決手段】ポリプロピレン系ランダム共重合体100質量部及びソルビトール誘導体等の有機結晶核剤0.03〜1質量部を含む樹脂組成物より構成される層が、15μm以上の厚みで表層に存在する無延伸ポリプロピレン系フィルムよりなることを特徴とする熱成形シートの表層形成用フィルムであり、該熱成形シート積層用フィルムは、樹脂シートの少なくとも一方の面に積層してポリプロピレン系熱成形用シートを構成する。
(もっと読む)
食品等の小分け容器、その打ち抜き方法及び打ち抜き装置
【課題】小分け容器を切り離す際に、鋭角的な部分が残らないようにする。
【解決手段】複数の収納凹部1を備え、各収納凹部を連設する連設部2に設けた分離線3で切り離し可能とした小分け容器であって、分離線の始端に、分離線を挟んだ両側の容器の外周縁5と分離線とをそれぞれ円弧状又は楕円弧状の連続曲線で結んだ形状の切り込み部4を設ける。また、その打ち抜き方法として、真空又は圧空成型により複数の収納凹部を成型した小分け容器の一単位に対して、容器の仮想外周線及び仮想分離線に沿って、円弧又は楕円弧が互いに接して略V字形状となる切り込み線をトムソン刃によって貫設する第1工程と、上記仮想外周線に沿うと共に、上記切り込み線を設けた部分で切り込み線と交差し、かつ、交差部分の間に非切断部を設けた形状の打ち抜き線を有する抜刃により成型品を打ち抜く第2工程とで打ち抜き方法を構成する。
(もっと読む)
食品用容器の製造方法および食品用容器
【課題】複数枚の積層フィルムを同時に熱プレス成形したものであっても、熱接着がない上に、容器同士の滑り性が極めて良好であることから一枚一枚を速やかに取り出すことができる食品用容器と、その製造方法を提供する。
【解決手段】食品用容器の製造方法は、高密度ポリエチレンフィルムと二軸延伸ポリプロピレンフィルムとを接着して二層フィルムとする工程;高密度ポリエチレンフィルム側と二軸延伸ポリプロピレンフィルム側が対向するように複数の二層フィルムを積層する工程;および積層した複数の二層フィルムを熱プレス成形する工程;を含むことを特徴とする。
(もっと読む)
スチレン系樹脂押出発泡シートおよび容器
【課題】ニクロム線切断時の異物の付着や煙、臭いの少ないポリスチレン系樹脂を押出発泡成形してなる押出発泡シートおよび容器の提供。
【解決手段】芳香族ビニルモノマーからなる樹脂であって、200℃、49Nで測定したメルトマスフローレイト(MFR)が2.0〜5.0g/10minであって、かつ240℃、角速度0.1ラジアン/秒で測定した、コーン&プレート型溶融粘弾性測定装置による貯蔵弾性率G’(0.1)が5〜20Paであることを特徴とするスチレン系樹脂を押出発泡成形してなる押出発泡シート。
(もっと読む)
フランジ付き容器の成形方法
【課題】ポリエステル樹脂を基材とするフランジ付き容器を成形する場合に、ポリエステル樹脂を充分に結晶化させて耐熱性を充分に得ると共に、フランジ部の厚さを全体に均一な厚さに成形できて、良好なヒートシール性を得ることができるようにする。
【解決手段】樹脂シートを塑性変形が可能な温度にまで予備加熱した状態で、この樹脂シートのうちで容器のフランジ部となる部分を、成形用金型の上金型と下金型とにより挟持して押し潰すと共に、樹脂シートの基材の樹脂の半結晶化時間が最小となる温度に下金型を加熱した状態で、成形用金型により容器の形状に樹脂シートを成形して、樹脂シートの基材のポリエステル樹脂を15〜50%まで結晶化させた後、これを高温状態のままで冷却用金型21に移して、容器1のフランジ部2を上金型22aと下金型23aとで挟持して押し潰すことで、容器1のフランジ部2を再成形する。
(もっと読む)
1 - 20 / 44
[ Back to top ]