
Fターム[4F208LA07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | ブロー成形装置 (110)
Fターム[4F208LA07]に分類される特許
61 - 80 / 110
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。この場合、パリソンを熱調整した後、ブロー成形型内部でブロー成形圧を作用させることによってパリソンを容器に成形する。パリソンを、少なくともその搬送経路の一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。担持要素は受け渡しホイールに対し相対的に可動に支持させる。担持要素はカム制御部によって位置決めされる。カム制御部は、担持要素を作業位置または静止位置において予め設定可能に配置させる位置決め可能なカムセグメントを有している。担持要素は、作業位置において受け渡し領域内へ送入され、静止位置においてこの受け渡し領域から離間して保持される。 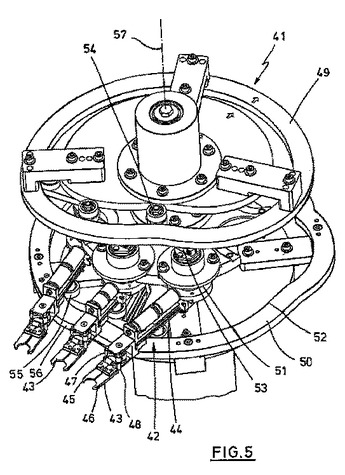 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置

【課題】溶融発泡性樹脂を用いて成形された発泡成形体51と該発泡成形体51の周囲を覆う表皮52とからなる樹脂成形品50を成形する場合に、成形型のコアバックにより溶融発泡性樹脂の発泡を促進しつつ、表皮52を構成するブロー成形体55がコアバックにより薄肉化しても、樹脂成形品50の表面部の強度が部分的に低下するのを抑制する。
【解決手段】発泡成形体51に、ブロー成形体55におけるコアバック時の膨張による被延伸部分(表皮52の薄肉部52a)に接して位置しかつ他の部分(発泡セル多量部51b)に比して単位体積当たりの発泡セルの数が少ない発泡セル少量部51aが形成されるように、溶融発泡性樹脂をブロー成形体55内に供給する。
(もっと読む)
樹脂成形品の成形方法及び成形装置

【課題】溶融発泡性樹脂を用いて成形された発泡成形体51と該発泡成形体51の周囲を覆う表皮52とからなる樹脂成形品50を成形する場合に、成形型のコアバックにより溶融発泡性樹脂の発泡を促進しつつ、表皮52を構成するブロー成形体55がコアバックにより薄肉化しても、樹脂成形品50の表面部の強度が部分的に低下するのを抑制する。
【解決手段】溶融発泡性樹脂が補強材を含有するようにし、発泡成形体51に、ブロー成形体55におけるコアバック時の膨張による被延伸部分に接して位置しかつ他の部分(補強材少量部51b)に比して単位体積当たりの補強材の数が少ない補強材多量部51aが形成されるように、溶融発泡性樹脂をブロー成形体55内に供給する。
(もっと読む)
空気の吹き付けによって物体、特にプリフォーム、ボトルなどを搬送する装置
物体(1)を搬送する装置であって、横方向で離間しかつ平行に位置する向かい合う2つのレール(7)を備える支持及び/または案内手段を有し、上記レール(7)の少なくとも一方が、このようなレールの上流側及び/または下流側に位置する固定部分(13)と隣り合う移動可能なレールセクション(12)を備え、上記レールセクション(12)を駆動する手段(17)は、レールセクションを2つの動作位置、上記レールセクション(12)が上記固定レール部分(13)と一直線になってレール(7)の連続性を確保する搬送位置と、上記レールセクション(12)が上記固定レール部分(13)との整列から外れ、レール(7)の連続性を阻害する後退位置と、の間で移動させる。 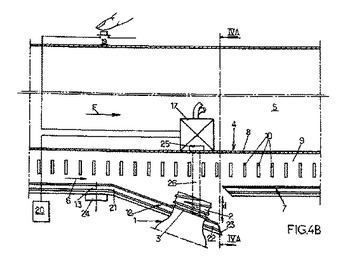 (もっと読む)
(もっと読む)
ブロー成形機システム
【課題】ヒータモジュールとブロー成形部の温度を個々に最適に制御して安定してブロー成形できるブロー成形機システムを提供する。
【解決手段】空気調和機12により温湿度制御される成形機械室10内にブロー成形機11を設置し、そのブロー成形機11のヒータモジュール部11aとブロー成形部11bに、それぞれ独立して排気フード30a、30bを設置し、その両排気フード30a、30bの排気ライン31a、31bに、排気ファン33a、33bを接続してヒータモジュール部11aとブロー成形部11bの周囲の空気を成形機械室10外にそれぞれ独立して排気し、かつ、ヒータモジュール部11aの排気温度を一定に制御すると共に必要に応じて空気調和機12に循環させるものである。
(もっと読む)
パリソン肉厚調整装置
【課題】本発明は、フレキシブルコア及びフレキシブルダイの一方又は両方をアクチュエータによって作動させ、パリソン垂下中に肉厚をダイナミック制御することを目的とする。
【解決手段】本発明によるパリソン肉厚調整装置は、少なくともフレキシブルコア(2)及びフレキシブルダイ(22)の一方を数値制御可能なアクチュエータ(20)により作動させ、輪状隙間(5)の間隔を調整して肉厚調整する構成である。
(もっと読む)
射出延伸ブロー成形装置
【課題】 大きな駆動力を要する竪型締めを電動化し、さらには他の型締めや位置調整機構を電動化することができる射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置は、機台12上に固定されると共に、回転板との間で各成形部の成形空間を形成する下部基盤14と、下部基盤上方に配設されて回転板を支持する上部基盤16と、下部基盤に対して上部基盤を昇降駆動する竪型締め手段とを有し、竪型締め手段は、下部基盤下方で機台内に配設された牽引板18と、下部基盤を貫通して上部基盤と牽引板とを連結する複数のタイバー22と、射出成形部の下方位置にて機台内に配設されて、下部基盤を基準位置として伸縮して牽引板を昇降させる竪型締めトグル機構90と、竪型締めトグル機構に駆動力を伝達する第1の電動機92とを有する。
(もっと読む)
二軸延伸ブロー成形機
【課題】送りピッチの拡大動作、プリフォーム送り込み動作、成形品排出動作が効率良く行われる二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の加熱部4(3)を経て第1送りピッチp1で位置31、32に至った2台プリフォームキャリア12は、ピッチ拡大機構14によって広い第2送りピッチp2で成形位置33、34に送り込まれる。ピッチ拡大機構14は前側保持板41と後側保持板42を備え、前側保持板41を第2送りピッチの2倍以上送り出すと、第2送りピッチの間隔で形成された第1保持溝51および第2保持溝52が成形品排出位置35、36に位置決めされる。後側保持板42は送り動作の途中から前側保持板41と一体となって送り出され、前側保持板41の第3保持溝53と後側保持板42の第4保持溝54の間隔が第2送りピッチの状態で成形位置33、34に位置決めされる。
(もっと読む)
射出延伸ブロー成形装置
【課題】 射出成形部とは独立させて、延伸ブロー成形部側にて単独で型厚調整が可能な射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置である。この装置は、機台12上に固定されると共に、回転板26との間で各成形部の成形空間を形成する下部基盤14と、下部基盤14上方に配設されて回転板26を支持する上部基盤16と、下部基盤14に対して上部基盤16を昇降駆動する竪型締め手段90,92と、延伸ブロー成形部32に配置され、下部基盤14に対して昇降案内され、ネック型に対して型締めされる2つのブローキャビティ割型294A,294Bの横型締め機構を搭載するブローユニットベース盤190と、ブローユニットベース盤190を昇降駆動して高さ位置を調整するブローユニット位置調整機構220とを有する。
(もっと読む)
射出延伸ブロー成形装置
【課題】 横タイバーを不要とすることで、ブローキャビティ割型の着脱時やメンテナンス時の干渉部材がなく作業が容易な射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置である。この装置は、横型締め手段を搭載するブローユニットベース盤190を有する。ブローユニットベース盤は、2つの底辺部材192と2つの側面部材194とを有して、上向き開口を有するC型フレーム構造に形成されている。横型締め手段は、2つのブローキャビティ割型をそれぞれ固定する2つの型締め板42と、ブローユニットベース盤に支持された2つの第1の電動機200A,200Bと、2つの第1の電動機によって2つの側面部材を基準としてそれぞれ伸縮され、2つの型締め板とそれぞれピン結合された2つの横型締めトグル機構40とを有する
(もっと読む)
射出延伸ブロー成形装置
【課題】機械式ばねや油圧シリンダを用いることなく、可動側の上部基盤を含む移動重量の慣性力に抗して竪型閉め途中や竪型締め時に上部基盤を任意位置にて確実に停止できる射出延伸ブロー成形装置の提供。
【解決手段】ネック型を各成形部に間欠搬送する回転板26を有する竪型の射出延伸ブロー成形装置において,機台12内に配設され下部基盤を基準位置として伸縮する竪型締めトグル機構により牽引板18を昇降駆動する竪型の型締手段を有する。上部基盤及び牽引板18の一方からなる可動部と下部基盤及び機台12の他方からなる固定部との間に配置され、可動部及び固定部の一方に固定されたシリンダロッド254とこれを摺動案内し、かつ可動部と固定部の他方に固定された筒体252Aとを有するエアシリンダ252と、シリンダロッド254と筒体252Aとの間に高圧エアを供給する高圧エアタンク260とを有する。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は容器をブロー成形するために用いる。パリソンを、ブロー成形機(41)のブロー成形型内部で熱的にコンディショニングした後、ブロー成形圧を作用させることにより容器に成形する。必要なブロー成形ガスはコンプレッサ(42)によって提供する。ブロー成形機(41)の制御部(45)がコンプレッサ(42)によって提供される出力圧の目標値を発生させるように、コンプレッサ制御部(44)はブロー成形機(41)の制御部(45)と接続されている。 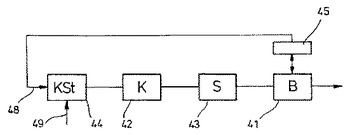 (もっと読む)
(もっと読む)
インジェクションブロー成形機
【課題】省スペースでありながら多数個同時成形を可能としたインジェクションブロー成形機を提供する。
【解決手段】本発明にかかるインジェクションブロー成形機10は、射出成形部14と、ブロー成形部310と、2組の射出コア型50及びネックキャビティ型60を搬送高さ位置Hで回転搬送する回転板30と、を有する。射出成形部14は、射出キャビティ型42を型締め高さ位置Iに固定し、回転板30は、2組の射出コア型50及びネックキャビティ型60を型締め高さ位置Iと搬送高さ位置Hとの間で昇降する。ブロー成形部310は、ブローキャビティ型310を型締め高さ位置Iと退避位置Jとの間で昇降させる昇降機構320と、容器6を水平方向に搬送可能な取出機構18と、を有する。
(もっと読む)
射出延伸ブロー成形機
【課題】機台上部の基盤と機台との間を作業スペースとして、基盤下側の移送盤の停止ごとに、プリフォームの射出成形から延伸ブロー成形及び取出しを行う成形機の各操作部における金型の組立作業の効率を、基盤と移送盤の縁辺に凹所を成形することによって図る。
【解決手段】機台の上部に基盤を水平に設ける。基盤と機台との間を作業スペースとして基盤下側に移送盤を回転自在に取付ける。移送盤の下面にネック型を備えた型保持板を開閉自在に設ける。型保持板の停止位置を射出成形操作部、延伸ブロー成形操作部、取出操作部として機台上と基盤上とに各装置を配置する。基盤の各操作部にあたる部位と、移送盤の各操作部で停止する部位の両方の縁辺を、基盤上の射出コア又はブローコアのジョイントプレートの挿入を許容する大きさでコ状形の凹所に形成する。型保持板を移送盤の凹所下面の両側に掛け渡してネック型を凹所内に位置させる。
(もっと読む)
シームレスベルトの製造方法及びその製造装置
【課題】本発明の目的は、高弾性率で厚み精度の非常に良いシームレスベルトを安価に製造し、また、樹脂溶液の切り替えロット間における不良率の改善を図り、タンデム式中間転写型画像形成装置に用いられる中間転写体においても、高弾性率で厚み精度の非常に良くベルト表面の微小区間の抵抗差をなくし、高速化になっても画像ムラのない優れた中間転写体を提供することにある。
【解決手段】本発明におけるシームレスベルトの製造方法は、シームレスベルトの原料である樹脂溶液を、金型30の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、樹脂溶液を混合した直後に金型30の内部で中空筒状に押し出す工程と、押し出された中空筒状の樹脂溶液を膨張させて金型30内面に塗布する工程とを含むことを特徴とする。
(もっと読む)
プラスチックボトル搬送装置
【課題】成形した直後のボトルをエア搬送路に受け渡す際にボトル同士が衝突して変形するのを防止する。
【解決手段】ブロー成形機1からボトルを搬出するシステムは、回転式のボトル取り出し機1によって各成形型2から取り出されたボトル10がスターホイール18を介してネック式エア搬送路17に送り出される。スターホイール18の凹所27には、その深部を規定する面29の進み側に窪み50が形成されている。
(もっと読む)
中空体製造ユニットを制御および調整するための方法および装置
本発明は、コンプレッサー(2)、ブロー装置(4)、そして制御ユニット(3)を有する中空体製造ユニット(1)を、制御し調整するための方法に関するものであり、そのときこの制御ユニットは、コンプレッサーだけでなくブロー装置も制御する。さらに、仕上げブローした容器からのブローエアのために、コンプレッサーへの還流システム(9)が設けられている。加えて本発明は、コンプレッサー、ブロー装置、そして制御装置を有して中空体を製造するための装置に関するものであり、そのとき制御装置はデータ交信するために、ブロー装置とだけでなくコンプレッサーとも接続している。  (もっと読む)
(もっと読む)
容器の延伸ブロー成形プラントのためのブロー成形ステーション及びそのような1つの組立体を備えるプラント
本発明は、上方を向く開口端部を有するプリフォームの延伸/吹込みのためのステーションに関する。発明のステーション(100)は、吹込型と、延伸ロッド(2700)と、延伸ロッド(2700)の移動を制御するための手段とを指示するブラケット(4000)を備える。上記制御手段は、:(i)アクチュエータ及び(ii)ローラ(4700)及び速度制御カム(200)を備え、上記ローラ(4700)が、延伸ロッド(2700)が吹込型に入るときに速度制御カム(200)と接触し、これにより延伸ロッド(2700)が吹込型に入る速度を制御する。本発明は、速度制御カム(200)が、吹込型の基部(800)の下に配置されていることを特徴とする。  (もっと読む)
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式又は2ステージ様式での容器の成形が可能な成形装置、及び1ステージ様式で容器の成形に加えて必要に応じて口頸部を結晶化し容器に成形することができる成形装置の提供。
【解決手段】プリフォーム成形手段2、プリフォーム排出手段4、プリフォーム貯留手段6、プリフォームの口頸部を加熱・結晶化するための結晶化手段8及びブロー形手段10を具備する成形装置であり、該成形装置は更に、プリフォーム成形手段により成形されたプリフォームを選択的にプリフォーム貯留手段又はプリフォーム排出手段に移送するための第一のプリフォーム移送手段12、貯留プリフォームをブロー成形手段に移送するための第二のプリフォーム移送手段14、及び貯留されているプリフォームを結晶化手段に移送するための第三のプリフォーム移送手段16とそのプリフォームを貯留手段に移送するための第四のプリフォーム移送手段18を具備する。
(もっと読む)
容器ブロー成形方法および装置
方法および装置は、加熱路の領域で予め加熱された熱可塑性材料からなるプリフォームから容器をブロー成形するために使用される。プリフォームは、その加熱後にブロー装置に引き渡され、この装置において、プリフォームは、ブロー成形型内部でブロー成形圧を作用させることによって容器に成形される。ブロー成形型は、少なくとも2つのブロー成形型セグメントからそれぞれ構成される。プリフォームは、ブロー成形型と共に、回転ブローホイールの周回路の部分に少なくとも沿って搬送される。ブロー成形型セグメントの分離面は、少なくともブローステーションの開口状態で、ブローホイールの回転方向にてブローホイールの半径方向に対し或る傾斜角で前方斜めを指しつつ位置決めされる。ブローステーションのこの位置決めは、受け渡し工程の実施中に少なくとも一時的に行われる。 (もっと読む)
61 - 80 / 110
[ Back to top ]