
Fターム[4F208LA07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | ブロー成形装置 (110)
Fターム[4F208LA07]に分類される特許
41 - 60 / 110
滅菌室を備えたプラスチック材料プリフォームを成形するための装置
プラスチック材料プリフォーム(10)を成形するための装置(1)を開示する。装置(1)は運搬装置(2)を有し、運搬装置(2)に複数のブロー成形ステーション(8)が配置される。ブロー成形ステーション(8)の各々はブロー成形金型を含み、ブロー成形金型の内部にて、プラスチック材料プリフォーム(10)がプラスチック材料容器(20)に成形される。装置(1)は、さらにクリーンルーム(6)を有し、クリーンルーム(6)内でプラスチック材料プリフォーム(10)が運搬可能とされる。ブロー成形ステーションが設けられた運搬装置(2)の一の領域がクリーンルーム(6)内に配置され、運搬装置(2)の少なくとも1つの他の領域がクリーンルーム(6)の外側に配置される。
 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 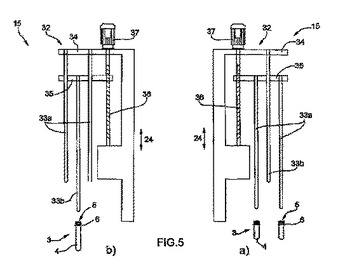 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 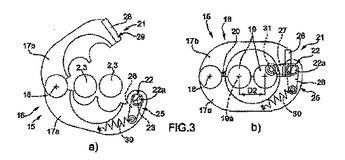 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 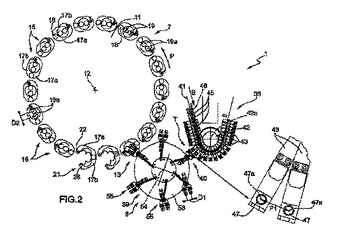 (もっと読む)
(もっと読む)
貯蔵タンクの製造方法
インナーライナ、アウターフィラメント巻回部および接続部を備える貯蔵タンクを製造する方法が提供されている。この方法は、パリソンを押出し、ライナを少なくとも一方の先端部でピンチし、次いで、これをブローすることによりライナをブロー成形するステップと、ピンチ部分が受容される適切な形状およびサイズのスロットを備える接続部を提供するステップと、ライナおよび接続部が固定されるよう、前記ピンチ部分を前記スロットに挿入するステップと、アウターフィラメント巻回部をライナおよび接続部の周囲に巻きつけるステップと、を含む。  (もっと読む)
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
成形機

【課題】構成を複雑化することなく、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】金型1を開閉する金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置6と、金型に冷却媒体を供給する冷却媒体供給装置7と、これらの各装置の起動及び停止を制御し、金型1の型閉、金型の加熱、成形材料の射出及び保圧、金型の冷却、金型の型開及び成形品の取り出しからなる成形サイクルを実行する制御装置8とから成形機を構成する。制御手段9は、金型開閉装置2に型開指令信号s5を出力した後、金型開閉手段2に型閉指令信号s6を出力する前に、加熱媒体供給装置6に加熱開始指令信号s8を出力して、金型1の加熱を開始する。
(もっと読む)
中空成形機用ダイリング構造
【課題】本発明は、ダイリングを内周ダイリングと外周ダイリングに分割し、内周ダイリングを外周ダイリングに対して着脱自在とすることにより、成形条件及び経時変化により交換等を必要とする場合においても内周ダイリングのみの交換を可能とすることを目的とする。
【解決手段】本発明による中空成形機用ダイリング構造は、クロスヘッド(1)のコア(3)の外周に樹脂流路(11)を介して設けられたダイ(4)と、前記ダイ(4)の外周に対して上下摺動自在なダイリング(5)とを備え、前記ダイリング(5)は内周ダイリング(30)と外周ダイリング(31)に分割され、前記内周ダイリング(30)は外周ダイリング(31)に対して着脱自在とした構成である。
(もっと読む)
樹脂成形用金型、製造装置及び樹脂成型品の製造方法
【課題】樹脂成形により樹脂成型品を製造するときに製造効率を向上させる。
【解決手段】上型30と下型40とが成形材料80を所定形状にするときに、空気注入ノズル21aは、空気注入孔38からキャビティ22内に延び、成形材料80の第1の樹脂シート材82と第2の樹脂シート材83との間に空気を注入する。第1及び第2の樹脂シート材82,83は高温状態にあるため、空気圧によって、第1の樹脂シート材82は上型30の内面32に、第2の樹脂シート材83は下型40の内面42に張り付けられ、所望の形状の成型品89が成形される。成型品89は所定の温度まで冷却されて金型20から取り出される。上型30と下型40とが合わさったときに、針部35は表皮材85を突き抜け、第1の樹脂シート材82に所定長だけ刺さる。これによって、第1の樹脂シート材82の熱が上型30へスムーズに伝達するため、成型品89の冷却時間を短縮できる。
(もっと読む)
プラスチック材料からブロー成形で容器製品を形成する装置
容器製品(11)を成形する、形成型を閉鎖し、開放するために、対をなして互いに近づき、かつ互いに離れるように移動することができる、形成ライン(5)に沿って延びる個別型部分(7)を用いてプラスチック材料からブロー成形で容器製品(11)を形成する装置であって、容器製品が離型工程後に、形成ライン(5)に沿って移動される容器チェーン(9)の形式で排出され、排出される容器チェーン(9)に形成型の外部で作用する離型装置(3)が、離型工程を支援するために設けられている、装置は、離型装置(3)が、動力装置(17)を有しており、動力装置によって容器チェーン(9)が、形成ライン(5)から往復運動(5)で変位可能である。 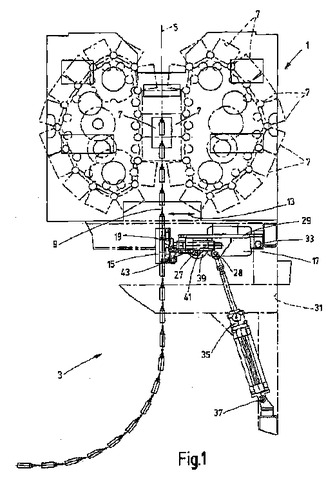 (もっと読む)
(もっと読む)
中空成形体、その成形装置及び方法
【課題】合成樹脂の成形ロスが少なく、ピンチオフ部や有底部分に発生するシワが殆どなく、機械的強度及び耐久性に優れ、容器として広く利用できる中空成形体の成形装置を提供する。
【解決手段】ダイのパリソン押出し出口に隣接し且つパリソン押出し方向に並べて複数のパリソン絞り部材を配設し、複数のパリソン絞り部材の開口を開いてパリソンを押し出し、複数の絞り部材の絞り径がパリソン押出し方向に向かって順次に小さくなるように、複数のパリソン絞り部材の絞り径を制御して、パリソンの底部を成形する。
(もっと読む)
ブロー成形機
【課題】ブローコア部材を、退避位置と、シール位置と、それらの中間位置である待機位置に設定可能として、ブローコア部材を素早くネック部にシール装着可能なブロー成形機を提供すること。
【解決手段】ネック部22にて外方に突出するリング部22Aを有するプリフォーム20をブロー成形して容器190を成形するブロー成形機は、プリフォーム20のリング部22Aを気密シールするシール部30Aを含み、直線移動案内されるブローコア部材110,112,120,122,130と、ブローコア部材を退避位置である第1の位置と、シール位置である第2の位置と、第1,第2の位置の中間の待機位置である第3の位置とに変位させる駆動機構と、を有する。駆動機構は、一端が固定端100Aと回転自在に連結され、他端がブローコア部材130と回転自在に連結されたロッド部材140を含み、ロッド部材140の長さを三段階に調整可能である。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
押し出しブロー成形機のための多重式押し出しヘッド装置
【課題】互いに平行な少なくとも2つの列に配置された複数の押し出しヘッドから成る多重式押し出しヘッド装置を提供し、該多重式押し出しヘッド装置を簡単に製造並びに整備若しくは洗浄できるようにする。
【解決手段】第1及び第2の複数の押し出しヘッド2,4を含み、該押し出しヘッドは第1若しくは第2の面3,5内で一列を成して互いに並べて不動に配置され、第1及び第2の分配装置6a,6bを含み、該分配装置は第1若しくは第2の複数の分配通路7,10を備え、該分配通路は第1若しくは第2の面内に配置され、押し出しヘッドに接続され、共通の1つの第1若しくは第2の流入口部分9,12に通じており、第1及び第2の分配装置は第1若しくは第2の面で分割され、第3の分配装置15を含み、該分配装置は第1若しくは第2の分配装置に相応して形成されている。
(もっと読む)
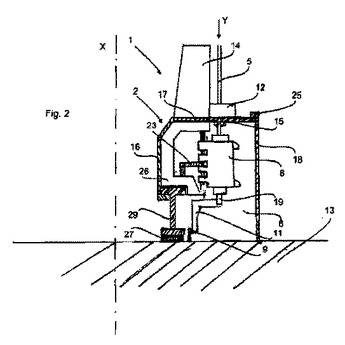
プリフォームによるコンテナの製造のための設備及びこのような設備のブロー成型装置を制御する方法
本発明は、コンテナ、特にボトルを、ブロー成型もしくはストレッチ・ブロー成型により熱可塑性材料のプリフォームから製造するための設備を制御する方法であり、この設備が、モールドに関連して設けられたブロー成型もしくはストレッチ・ブロー成型ノズルの移動を制御する制御装置を備えた少なくとも1つの成型ユニットを有し、このノズルは、上側位置と下側位置との間を垂直方向に移動可能に設けられ、このノズルは、前記モールドが閉じた位置にある時、モールドの上側の水平な壁に設けられた少なくとも1つのオリフィスを覆う、方法において、設備が動作中であっても停止中であっても、前記モールドの容量室が、浮遊微小粒子汚染の危険性を防ぐために、外の環境から隔離されるように、この制御方法は、前記モールドが閉じた位置にある時、このモールド中のプリフォームの有無に関わらず、ノズルの下側位置への垂直方向の下降を、組織的に制御することを伴う少なくとも1つの第1の工程を有することを特徴とする。  (もっと読む)
(もっと読む)
硬いフィットメントを有するブロー成型により一体成型された容器
本発明は、ブロー成型により一体成型されたフルオロポリマー容器であり、薄い壁のフレキシブルな袋部および1または複数の硬い、厚い壁のフィットメントを有し、上記袋および1または複数の硬いフィットメントは、同じブロー成型プロセスにおいて、連続的なフルオロポリマー材料から形成されるものであり、完全に、一体成型された全て集積された容器である。 (もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 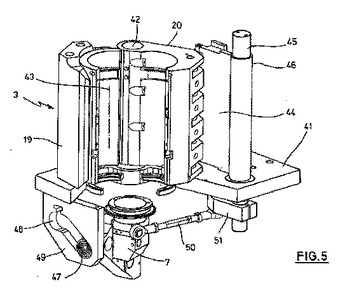 (もっと読む)
(もっと読む)
ブランクを首部で保持し得るクランプ手段を用いて容器を製造するためのブロー成形またはストレッチブロー成形するブロー成形装置および方法
本発明は、熱可塑性樹脂製であり首部を有するブランクから、容器を製造するためのブロー成形またはストレッチブロー成形するブロー成形装置(1)に関し、本装置は、成形型の成形キャビティ内に配置した本体を有し、首部を成形型から突出させたブランク内に加圧流体吹き込むよう高位置と低位置との間で移動可能であるブローノズル(3)を備え、本装置は、成形型上方に配置してブランクの首部でブランクを支持可能としたクランプ手段(4)と、このクランプ手段を2つの上昇した位置と降下した位置との間で変位させる支持手段(20,21)と、を備えて、クランプ手段の少なくとも1個のリム(7,8)を横方向に移動可能にし、クランプ手段とブローノズルとの間に介在させた機械的連結手段(5)を、クランプ手段の移動をブローノズルの移動と同期させることができる構成とする。  (もっと読む)
(もっと読む)
RFIDタグがそこに融合させられるインモールドフィルムを用いて容器をブロー成形する方法及び装置
RFIDタグがその中に組み込まれるプラスチック容器を製造する装置及び方法が開示される。ブローモールドが閉じられ且つ加圧空気がパリソンを膨張させるために、RFIDタグがその中に組み込まれるインモールドフィルムが使用される直前に、ボトルはパリソンに対して配置又は設置される、ブローモールド技術を使用して製造される。よって、結果として生ずる容器は、その中にRFIDタグが融合されており、製造後に容器を探知及び追跡すること、及びボトルの真正性が確認され得る機構を提供することを可能にする。  (もっと読む)
(もっと読む)
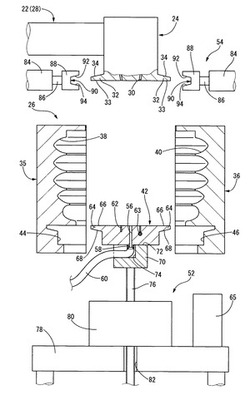
ブロー成形または延伸ブロー成形によって熱可塑性樹脂製の容器を製造する成形装置
【課題】金型のキャビティ内で支持されている予備成形品と流体が流通可能に連絡しているブロー位置と上昇位置の間を軸線方向に移動可能なノズルを備えたブロー成形装置を用いて高圧吹き込みを行う際、金型分離面の上部における型離れを防止した成形装置を提供する。
【解決手段】金型1と、ブロー用組立体2とを有する成形装置において、金型の金型半分部3a、3bは、ノズル16に向けて傾斜している壁12によって境界が定められている雄型部材Aを共に形成しているそれぞれの部分を支持している。一方、ブロー用組立体2は、隆起の壁に相補的な内壁を有するクランプ26によって形成されている雌型部材Bを有し、ブロー位置で、該雄型および雌型部材A、Bが協働して、閉じた金型の上部を固定する。
(もっと読む)
41 - 60 / 110
[ Back to top ]