
Fターム[4F208LA07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | ブロー成形装置 (110)
Fターム[4F208LA07]に分類される特許
21 - 40 / 110
ブロー成形機
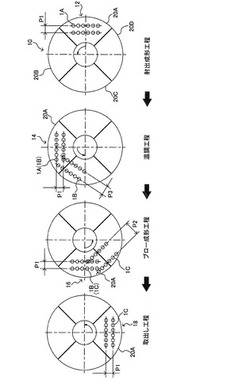
【課題】複数列で成形品を搬送して生産性を向上し、成形品搬送路の省スペース化、時間ロスの減少、あるいは温調時の予備ブローへの対応が容易なフレキシビリティの高いブロー成形機を提供する。
【解決手段】N列の保持プレートと、N列の保持プレートに保持された複数のプリフォーム1Aを射出成形する射出成形ステーション12と、N列の温調ポットでプリフォーム1A温調する温調ステーション14と、N列のブロー型で複数のプリフォームを複数の容器にブロー成形するブロー成形ステーション16と、複数のプリフォームを保持するN列の保持プレートの列ピッチをP1とし、複数の容器を保持するN列の保持プレートの列ピッチをP2とし、型開きされたN列のブロー型に搬入される前記複数のプリフォームを保持するN列の保持プレートの列ピッチをP3としたとき、P1<P3<P2となるように列ピッチを変換する列ピッチ変換駆動部とを有するブロー成形機。
(もっと読む)
中空容器のブロー成形方法およびブロー成形装置

【課題】 金型内にラベルを装着して(インモールドラベル)貼り付ける場合にも効率的に冷却でき、成形サイクルの短縮化を図ることができる中空容器のブロー成形方法およびブロー成形装置を提供する。
【解決手段】ブロー成形品内に挿入した状態で胴部4のラベル貼付部に向けて吹出し孔として第2の吹出し孔71を形成したり、吹込みノズル47のノズル部2近傍の外側面に循環口52を形成することをそれぞれ組み合わせで一層効率的にラベル貼付部分やノズル部を冷却し、成形サイクルの短縮化を図ることができるようにする。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 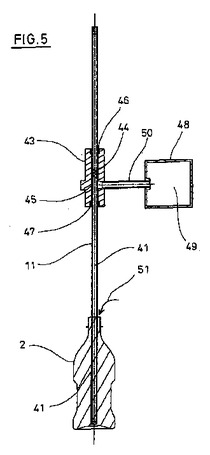 (もっと読む)
(もっと読む)
構成部品の取り付け方法
構成部品を成形品に連結する方法は、成形される前記成形品の壁に隣接して構成部品を配置する工程と、前記壁がまだ少なくとも部分的に溶融している間に、前記構成部品の一部を前記成形品の壁の一部に重ね合わせる工程と、前記成形品の壁を、前記成形品の壁の一部と重なり合った前記構成部品の一部と共に冷却する工程と、を有する。成形品が形成された後に、成形品と関連する構成部品をしっかりと保持するために、構成部品の一部が、成形品の壁に隣接する2つの側面と重なり合うことが好ましい。その成形品は、容器であってもよく、必要に応じて他の物であってもよい。 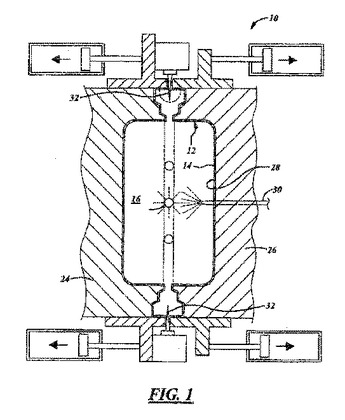 (もっと読む)
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
ブロー成形システムのバルブ・ブロック・アセンブリ
本発明によって、ブロー成形システム用のバルブ・ブロック・アセンブリ(300)が提供される。バルブ・ブロック・アセンブリ(300)が、バルブ・ブロック・ハウジング(301)と、該バルブ・ブロック・ハウジング(301)に形成された引き伸ばし棒穴(304)において長手軸(324)に沿って可動である引き伸ばし棒(303)とを備えている。さらにバルブ・ブロック・アセンブリ(300)は、前記バルブ・ブロック・ハウジング(301)に組み合わせられ、前記引き伸ばし棒(303)から離れて位置している1つ以上のバルブ(302a)を備える。前記1つ以上のバルブ(302a)の各々が、前記引き伸ばし棒(303)の長手軸(324)に略平行な長手軸(325)を有するバルブピストン(323)を備える。  (もっと読む)
(もっと読む)
ブロー成形用バルブブロックのブロー成形用バルブ
本発明では、ブロー成形用バルブ(400)が提供される。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)と、プロセスガスチャンバ(450)と、ピストン穴(413)とを備えるブロー成形用バルブブロック(401)の内部に配置されるように構成されている。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)及びピストン穴(413)の一部分において可動である制御ピストン(402)を備え、制御ピストン(402)が、制御圧力の供給に流体連通している。ダイアフラム(405)が設けられ、プロセスガスチャンバ(450)と制御ピストン(402)との間に流体を漏らさない障壁をもたらすように、プロセスガスチャンバ(450)と制御ピストン(402)との間に配置される。  (もっと読む)
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 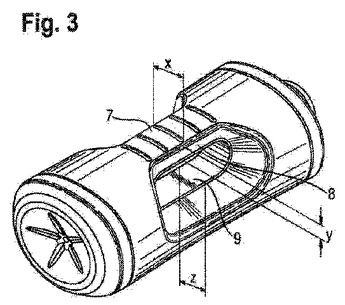 (もっと読む)
(もっと読む)
モールドを交換するための方法
本発明は、成形装置のモールドを交換するための方法に関する。本方法は、モールドを分離するために、少なくとも、(a)固定手段が各ハーフモールド(20)を解放するために制御される工程と、(b)モールドが単一の搬送可能なサブセットを形成するために一緒に接合される工程と、(c)モールドキャリア(14)が並進運動によって参照位置に配置されたサブセットを取り外すために工程(a)及び(b)の間にこれらの閉位置から開かれる工程と、(d)単一ユニットとしてのサブセットがモールドキャリアの間でその参照位置から取り外される工程とを具備する。 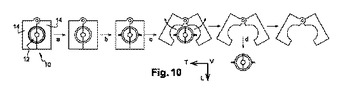 (もっと読む)
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 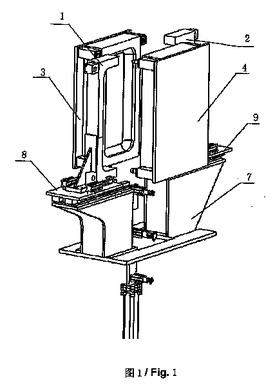 (もっと読む)
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
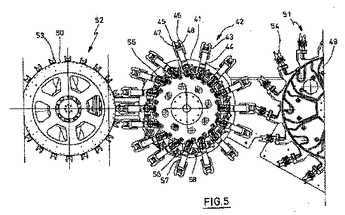
容器をブロー成形し充填するための方法および装置
本発明による方法と装置は、容器をブロー成形して充填するために用いる。パリソンをまず熱コンディショニングし、次にブロー成形型内部でブロー圧を作用することにより容器に成形する。ブロー成形した容器を、その搬送経路の少なくとも一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。前記受け渡しホイールは、容器製造用のブローモジュールと容器充填用の充填モジュールとの間の連結部の少なくとも一部を成している。容器の搬送方向において前記受け渡しホイールの前方に前記ブローモジュールの搬出ホイールは容器用の担持要素を備え、前記搬送方向において前記受け渡しホイールの後方に前記充填モジュールの搬入ホイール(50)が容器(2)用の担持要素(54)を備えている。前記受け渡しホイール(41)の領域における前記担持要素(42)の数量を生産速度に依存して変化させる。
 (もっと読む)
(もっと読む)
樹脂成形加工用クロスヘッド装置
【課題】稼働前の加熱時間を短縮する。稼働後の温度を早期に安定化する。
【解決手段】クロスヘッド(1)を加熱するためのヒータ(2)の近傍および樹脂流路の近傍の2カ所にに熱電対(3,4)を設置し、「2点温度検出+カスケード制御を採用した予測制御」を行う予測加熱制御部(10)によりヒータ(2)を制御する。
【効果】稼働前の状態では、ヒータ(2)で不足のない出力を出させて加熱時間を短縮することが出来る。稼働後の状態では、ヒータ(2)で過不足のない出力を出させて温度を早期に安定化できる。
(もっと読む)
制御されたノズルを備える金型キャリヤユニット
【課題】移転クランプとノズルの釣り鐘部とが衝突するリスクを回避する吹き込みノズルの制御方法を提供する。
【解決手段】金型2内に配置された予備成形物3を延伸ブロー成形するための金型キャリヤユニットは、一方はスライド13に支えられた延伸ロッド10を有しており、他方は固定された胴部16を備える吹き込みノズル15を有している。延伸ロッドは金型の底部との間を移動可能であり、吹き込みノズルは、釣り鐘部20によって引き延ばされる。釣り鐘部の自由縁25が延伸ロッドの自由端11とほぼ同じ高さで保持される非動作位置から、釣り鐘部が金型の注入口の表面4に付着し、吹き込み流体の閉流路を形成する動作位置まで、移動が可能で、停止具23は、スライド上に形成された支持部24と協働して、釣り鐘部の動作位置から非動作位置まで、延伸ロッドと同じ運動の法則で移動できる。
(もっと読む)
ジョイントブーツの製造方法
【課題】蛇腹部の肉厚を精度良く安定して成形する。
【解決手段】大径側取付部3に対応する第1部分61と、小径側取付部4に対応する第2部分62と、両者を連結する非蛇腹状の筒状をなす第3部分63と、を備えたパリソン6を熱可塑性樹脂で成形し、第3部分63からブロー成形により蛇腹部5を成形する際に、第3部分63の内側に第1の気圧をかけて、当該第3部分をブロー外型の山成形部91の各頂点93には達しないが、谷成形部92には押し付けて谷部66を持つ蛇腹状に予備成形し、次いで、第1の気圧よりも高い第2の気圧をかけることにより、予備成形された蛇腹状の第3部分をブロー外型の型面90全体に押し付けて製品形状をなす蛇腹部5に成形する。
(もっと読む)
ブロー成形機
【課題】故障等によって機械を緊急停止させる場合に金型やブローノズルを破損させることなく機械を停止させることが可能なブロー成形機を提供する。
【解決手段】金型12と、金型12の上方に上下動自在に設けられたブローノズル14とを備え、ホイール11を回転させて金型12及びブローノズル14を移動させつつ下降区間S1ではブローノズル14を金型12と接触させて金型12内のプリフォームP内にブローノズル14からガスを吹き込んでボトルBをブロー成形し、上昇区間S2ではブローノズル14を離間位置まで上昇させるブロー成形機において、上昇区間S2の始点P2に設けられ、ブローノズル14を接触位置から接触位置と離間位置との間の所定の退避位置に上昇させる斜面21aを有するセーフティカム21と、上昇区間S2に設けられてブローノズル14を退避位置に保持するセーフティレール22とを備えている。
(もっと読む)
半加工品からコンテナを製造するためのブロー成形装置
【課題】ノズルを鋳型に自動的にロックするための手段を備え、この手段は信頼性が高く、構成が単純で、高速であり、操作にほとんどエネルギーを必要としないブロー成形装置を提供する。
【解決手段】半加工品12からコンテナを製造するためのブロー成形装置10に関連し、半加工品12が配置される成形空洞18の範囲を定める鋳型20を備え、半加工品12が鋳型20の開口部を通って現れ、高留置位置と低ブロー位置との間でスライド可能に取り付けられるチューブ状のブローノズル28を備え、低ブロー位置ではノズル28が半加工品12内へ加圧流体を適切に運び、低ブロー位置でノズル28をロックするための少なくとも1つの手段46aを備え、ロック手段46aは、ストライク48aと、ストライクでロック位置に弾性的に戻される移動可能なボルト58aとを備えるロック46aである。
(もっと読む)
ロータリ型ブロー成形装置
【課題】 ワニ口式のブロー型を採用しながら、可動キャビティ型を型開きさせる外力に対する抗力を高めて、成形品質を向上させること。
【解決手段】 垂直なパーティング面201を有する固定キャビティ型200に対して、固定水平軸を第1支点O1として可動キャビティ型210が開閉駆動される。この可動キャビティ型を開閉駆動する型開閉駆動機構220は、可動キャビティ型に設けられた第2支点O2に第1端部222Aが回動自在に連結された第1リンク222と、第1リンクの第2端部222Bに設けられた第3支点O3に第3端部224Aが回動自在に連結された第2リンク224と、第2リンクの第3端部と第4端部との間に設けられた第4支点O4に第5端部226Aが回動自在に連結され、固定の第5支点O5に第6端部226Bが回動自在に連結され、第5支点を中心に回動する第3リンク226と、第2リンクの第4端部に設けられた第6支点O6を、5支点O5を通る垂直線の両側に往復移動させる移動部材230と、を含む。
(もっと読む)
21 - 40 / 110
[ Back to top ]