
Fターム[4F208LG35]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 製造 (1,293) | 部分の成形、処理 (107) | 口部、首部 (27)
Fターム[4F208LG35]に分類される特許
1 - 20 / 27
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
取付部を備えた容器

【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
成形手段
【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】プレフォーム(8)を受容し、コンテナ(2)を得るために該プレフォーム(8)を膨張させるように配置されるブロー成形ダイ手段(9)を含む成形手段であって、圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)と関連し、該圧縮成形ダイ手段(10)がプラスチックを受容し、該プレフォーム(2)の頸部部分(11)を得るように前記プラスチックを成形するために配置され、前記圧縮成形ダイ手段(10)が前記頸部部分(11)を固定し、一方で前記プレフォーム(8)は前記ブロー成形ダイ手段(9)において膨張するように、該圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)に連結される。
(もっと読む)
装置および方法
【課題】物体、特にプラスチックの用量を移動し、プラスチックの用量を圧縮成形する装置および方法を改良する。
【解決手段】容器母材(300)を得るためプラスチックの用量(80)を圧縮成形するよう設計されるモールド手段(3)が備わる圧縮成形装置(1)、および前記用量(80)を前記モールド(3)に供給するよう設計される移送手段(8)および前記モールド手段(3)から前記容器母材(300)を除去するよう設計される除去手段が備わる移動装置(6)から構成されることを特徴とする。
(もっと読む)
反転装置およびプリフォーム取り扱い装置
【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
プリフォーム、容器および容器成形方法
容器(23)をブロー成形するためのプリフォーム(1)またはプリフォーム・アセンブリであって、プリフォームまたはプリフォーム・アセンブリは首部分(4)と、首部分に設けられた蓋要素(16)と、首部分内に延在し、プリフォームまたはプリフォーム・アセンブリの内部空間にアクセスを提供する開口部と、を有する。 (もっと読む)
ボトルおよびプリフォーム
【課題】既設の平板状グリッパを変更することなく、口栓部の肉厚を小さくして全体の軽量化を図ることができるボトルおよびプリフォームを提供する。
【解決手段】一対の平板状グリッパ30に挾持されるボトル10は、外ねじ13を有する口部12と、カブラ16およびサポートリング17を有する口栓部15と、ボトル本体11とを備えている。口栓部15のカブラ16とサポートリング17との間の外面に凹状環状面18が形成されている。凹状環状面18を構成する曲線18aは、グリッパ30の上端および下端に当接する上方当接点31および下方当接点32を有し、凹状環状面18と口栓部内面15aとの距離は、1.000mm〜1.985mmとなっている。
(もっと読む)
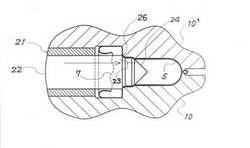
容器製造機用に最適化したノズル
ビレット(2)から容器をブロー成形する機械(1)の加圧ガス注入装置(14)であって、ビレット(2)を受容するように設計されている金型(9)からノズルが離れている高位置と、ノズルがビレット(2)の首部(3)を覆って金型(9)を押圧する低位置との間を移動する可動式ノズル(15)と、ノズル(15)に対して並進運動するように可動式に取り付けられたインサート(36)であって、ビレット(2)のリム(4)を押圧することができる下方端部の面(45)を有するインサート(36)と、インサート(36)がノズル(15)に対する運動行程の最終地点で停止状態となり、インサート(36)の下方端部の面(45)がノズル(15)から出る低位置にインサートを引き戻す部材(44)とを有する装置。 (もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
ボトル製品の製造方法及びプリフォーム
【課題】充填工場に向けての保管コスト及び運送コストを抑えることで、最終的な出荷品であるボトル製品のコストダウンを図る。
【解決手段】ブロー成形することで合成樹脂製のボトル製品(20)を製造するためのプリフォーム(10)であって、合成樹脂を材質とし且つ一端に開口端(11b)を形成し内部を中空部(11a)とした有底略円筒状のプリフォーム本体(11)と、プリフォーム本体(11)における開口端(11b)を封止してその中空部(11a)を密閉状態に保つシール材(12)とを備える。中空部(11a)を密閉状態に保ってあるため、保管中や運送中に異物が混入する虞がない。保管・運送は、プリフォーム(10)という全体容積が比較的小さい状態で行うことができるため、保管コスト及び運送コストを抑えることができ、最終的な製品であるボトル製品(20)のコストダウンを図ることができる。
(もっと読む)
乳酸系ポリマー組成物からボトルを製造する方法
【課題】射出二軸延伸ブロー成型加工性に優れた乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトルを提供すること。
【解決手段】 乳酸系ポリマー(A)100重量部に対し結晶核剤としてケイ酸(SiO2)成分を30%以上含む結晶性の無機化合物(B)0.1〜10重量部を含有する乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトル。さらに該乳酸系ポリマー組成物をマスターバッチ方法で製造する方法及びマスターバッチが提供される。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
非発泡ガス含浸成形体及び発泡プラスチック容器
【課題】ガスが含浸されている樹脂溶融物を射出成形することにより得られ、スワールマークの発生が無く、平滑な表面を有しており、発泡成形体を製造するためのプリフォームとして使用される非発泡ガス含浸樹脂成形体の製造法を提供する。
【解決手段】不活性ガスが含浸されている樹脂溶融物を、高圧に保持されている金型キャビティ内に保圧しながら発泡を生じないように射出充填し、冷却固化することを特徴とする。
(もっと読む)
上隅部に口部を有する容器の延伸ブロー用金型装置
【課題】上隅部に口部を有する容器を、真っすぐなプリフォームを垂直に保持した状態で斜めに延伸してブロー成形できる金型装置を提供する。
【解決手段】キャビティの中心線A−Aに対して成形面を傾斜形成し、プリフォームの挿入穴を中心線A−A上に設けたブロー金型と、射出成形したプリフォームを挿入穴からキャビティの中心線上に垂直に保持するネック型と、先端部をネック型との嵌合段部に形成したブローコアと、ブローコアに斜めに挿通した延伸ロッドとからなる。ブローコア内にガイド孔をキャビティの傾斜成形面と同方向に斜設したガイドブッシュを、ブッシュ周囲と先端とにエア通路となる間隙を空けて同心円に嵌装する。ガイドブッシュに延伸ロッドを挿通して押圧端子を取付けたロッド先端をプリフォーム内底面の偏心部位に臨ませる。
(もっと読む)
プリフォーム及びプリフォームの作製用の金型スタック
【課題】従来のプリフォームでは、ゲート部の球状の形状が赤外光線の屈折角のばらつきを引き起こすため、再加熱プロセス中のプリフォームの不均一加熱をもたらす。
【解決手段】本発明の実施の形態によれば、プリフォーム300、400、900及びプリフォーム300、400、900の作製用の金型スタック600、1000が提供される。例えば、後続のブロー成形に適したプリフォーム300、400、900が提供される。プリフォーム300、400、900は、ネック部302、402、902と、ゲート部306、406、906と、上記ネック部302、402、902及び上記ゲート部306、406、906間に延びる本体部304、404、904とを備え、ゲート部306、406、906は実質的に円錐形の形状を伴う。例示的な実施の形態では、実質的に円錐状の形状は、ブロー成形プロセスの再加熱段階中に用いられる光線206の屈折角を実質的に均一にするように選択される。  (もっと読む)
(もっと読む)
容器、金型、および製造方法
【課題】複数容器を縦方向に連結するともに、側面方向の凹部と凸部とをはめ込むそれぞれの容器をブロー成形する場合に、接続されたそれぞれの容器の側面の頸部の雄ねじ部と、底部に設けた雌ねじ部との相対角度の変動を抑制する。
【解決手段】底部、その底部に立設された筒状の側壁、およびその筒状の側壁を先端部で絞り外面に雄ねじ部を設けた頸部を有し内容物を収容する収容部と、底部に埋め込まれ、雄ねじ部に適合する雌ねじ部を有し、雄ねじ部の構成を含む他の容器の頸部をねじ入れ可能な受容部と、を備える。頸部の雄ねじ部下端から底部方向の位置には、円周形状の一部を欠いた適合溝付きつば部がさらに設けられ、受容部は、円筒形の上端を閉塞する天井部を有し、天井部の少なくとも内壁には段差が形成され、その段差に適合する段差を有する支持台に載置されたときに円筒形の中心軸周りの回転を阻害するようにすればよい。
(もっと読む)
ブロー成形金型
【課題】本発明は、ブロー成形時の気体の漏洩を抑え、蛇腹部を精度良くブロー成形することが出来るブロー成形金型を提供することにある。
【解決手段】大径側取付部の内周面側に位置する第1のコア金型と、小径側取付部の内周面側に位置する第2のコア金型とに分割され、ブロー成形用のエア噴出し口を備えたコア金型と、前記コア金型との間でパリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記第1のコア金型の側面に前記大径側取付部の軸方向端部を受け入れる環状溝を形成したことを特徴とする。
(もっと読む)
1 - 20 / 27
[ Back to top ]