
Fターム[4F208LN09]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | ブローピン、ブローニードル (171) | 吹込み穴又はその配置 (24)
Fターム[4F208LN09]に分類される特許
1 - 20 / 24
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
コールドパリソン方式による軟質樹脂用ブロー成形方法

【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
ブロー成形方法
【課題】2つのブローピンを確実に樹脂内に挿入できるブロー成形方法の提供。
【解決手段】第1のブローピン14aを、樹脂Pの金型12によって挟持される部位から樹脂P内に挿入する。そのため、金型12で樹脂Pが逃げることを抑制しつつ、第1のブローピン14aを樹脂P内に挿入することができる。また、第1のブローピン14aから樹脂P内にエアを吹き込んで樹脂Pを膨らませた後、第1のブローピン14aから樹脂P内にエアを吹き込みつつ、第2のブローピン15aを、第1のブローピン14aとは異なる部位から樹脂P内に挿入する。そのため、第1のブローピン14aから吹き込まれるエアにより樹脂Pの内圧を高めた状態で、第2のブローピン15aを樹脂P内に挿入することができる。そのため、第2のブローピン15aも確実に樹脂P内に挿入できる。よって、2つのブローピン14a,15aを確実に樹脂P内に挿入できる。
(もっと読む)
4−メチル−1−ペンテン(共)重合体および該重合体から得られるブロー成形体
【課題】射出ブロー成形が可能で、透明性、耐熱性に優れ、さらに機械特性に優れた成形体を与える、4−メチル−1−ペンテン(共)重合体を提供すること。
【解決手段】下記(a)〜(d)の要件を満たす4−メチル−1−ペンテン(共)重合体によって上記課題が解決される。
(a)4−メチル−1−ペンテンから導かれる構成単位が100モル%〜80モル%であり、炭素数2〜20のα−オレフィン(4−メチル−1−ペンテンを除く)から選ばれる少なくとも1種のから導かれる構成単位が0モル%〜20モル%である
(b)135℃デカリン中で測定した極限粘度[η](dl/g)が0.5〜5.0である
(c)DSCで測定した融点(Tm)が165℃〜250℃の範囲にある
(d)密度が820〜850(kg/m3)である
(もっと読む)
発泡体の製造方法
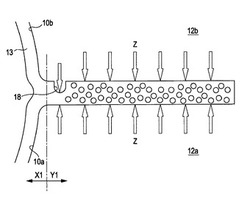
【課題】発泡倍率を向上させると共に、キャビティの形状に沿った発泡体を容易に成形することが可能な発泡体の製造方法を提供する。
【解決手段】本発明にかかる発泡体の製造方法は、押し出された発泡層(102)を分割金型(11a,11b)で挟み込んで分割金型(11a,11b)のキャビティ(12a,12b)の形状に沿った発泡体を成形する際に、発泡層(102)内に気体導入手段(31)を挿入し、発泡層(102)内に気体を導入する。
(もっと読む)
中空状プランター
【課題】適度な水分を持続的に供給可能な中空状プランターの提供。
【解決手段】ブロー成型を行う前に、中空状の連接ユニットBが金型9の内側表面に取り付けられ、金型9を閉じた後、ブローピン95を金型9内に位置する溶融プラスチックパリソンP内に挿入して加圧気体を注入し、半固溶状態の膨張したプラスチックパリソンPを金型9の内側表面に貼り付かせると共に、連接ユニットBの連接孔21,31,400,401を封鎖させ、気体の圧力で、膨張したプラスチックパリソンPを連接孔21,31,400,401内に押し入れ、破裂させて連接孔21,31,400,401の内壁に貼り付かせ、プランターユニットと連接ユニットBを気体漏れのないよう結合し、連接ユニットBの連通区域22,32,402とプランターユニットの空間区域12を連通させる。
(もっと読む)
容器
【課題】インジェクション成形を含む成形手段により形成することができる軽量な容器を提供することにある。
【解決手段】本発明の容器1では、底部2と、該底部に続く側壁部3と、該側壁部に続く開口部4とを有し、少なくともインジェクション成形を含む成形手段により形成された容器であって、側壁部は、肉厚が0.05mm〜0.4mmとなるように形成されている。このような構成によれば、側壁部を従来の0.5mm〜0.9mmから大幅に薄肉化することができるので、容器の大幅な軽量化を図ることができる。さらに、側壁部を延伸ブロー成形により2次元に広げているので、側壁部の強度を向上させることができる。
(もっと読む)
中空容器のブロー成形方法およびブロー成形装置
【課題】 金型内にラベルを装着して(インモールドラベル)貼り付ける場合にも効率的に冷却でき、成形サイクルの短縮化を図ることができる中空容器のブロー成形方法およびブロー成形装置を提供する。
【解決手段】ブロー成形品内に挿入した状態で胴部4のラベル貼付部に向けて吹出し孔として第2の吹出し孔71を形成したり、吹込みノズル47のノズル部2近傍の外側面に循環口52を形成することをそれぞれ組み合わせで一層効率的にラベル貼付部分やノズル部を冷却し、成形サイクルの短縮化を図ることができるようにする。
(もっと読む)
ブロー成形体
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるニップル体付きタンク体の製造において、従来の方法ではニップル体の内面規制ピンに加えて、吹込みピンを別途設定しなくてはならないという点である。
【解決手段】
該ニップル体の内側形状をオスメス反転した外側形状が彫設され、且つ吹込みピンが一体に形成されたスライドコアを型締め後の金型分割面上のパリソンに打ち込み、該吹込みピンを通して該パリソン内部に圧縮空気を吹込んで該パリソンをブローアップすることにより前記課題を解決した。
(もっと読む)
樹脂製パネル及びその製造方法
【課題】ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルを提供する。
【解決手段】 樹脂からなる表壁と、裏壁と、表壁と裏壁とを繋ぐ周囲壁と、を有し、補強材(9)と予め成形した発泡体(8)とが樹脂に内装された樹脂製パネルであり、補強材(9)は、表壁側を構成する表面と、裏壁側を構成する裏面と、表面と裏面とを繋ぐ周囲面と、を有し、補強材(9)の周囲面が全て発泡体(8)で覆われている。
(もっと読む)
通気管の製造方法
【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させる技術では、該吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
予め所定の形状に形成された吸音材をブロー成形用分割金型の片方のキャビティー面に成形インサートとして装填し、次いで該分割金型の内側に熱可塑性樹脂の半溶融樹脂体を垂下させて型締めし、該半溶融樹脂体と該吸音材の中間に圧縮空気を吹込んで自動車用吸気管を製造することによって問題を解決した。
(もっと読む)
ブロー成形パリソンによるプラスチック容器の製造装置およびブローノズルの着脱方法
【課題】 プラスチック容器の成形装置、およびそのブローノズルの着脱方法を提供する。
【解決手段】 ブロー成形パリソンによるプラスチック容器の製造装置(1)が、少なくとも一つの成形キャビティを有する金型(2)と、前記金型(2)の上に取り付けられるとともに、高圧流体源に連結された少なくとも一つの通路(4)を形成する基部(3)と、少なくとも一つの導管を形成するとともに、この導管が前記通路(4)と流体連通して高圧流体を受け入れ、この流体を前記成形キャビティへと送給するように、前記基部(3)と前記金型(2)との間に配置され、かつ前記基部(3)の底面(5)に連結されるブローノズル(7)と、前記基部(3)から前記ブローノズル(7)を着脱可能にするための締結手段と、を備える。
(もっと読む)
容器の製造方法、ブロー成形用金型及びブロー成形容器
【課題】ブロー成形後の容器の金型からの離型性を良好とすることができ、同時に成形後の容器に高い付加価値を持たせることが可能な容器の製造方法及びブロー成形用金型と、その高い付加価値を有するブロー成形容器を提供すること。
【解決手段】減圧吸収パネル6を備え、該減圧吸収パネル6に突起7が設けられた容器1をブロー成形により製造する容器の製造方法であって、金型に前記突起7を形成するためのエア穴14を設け、該エア穴14を前記金型の外部に連通させ、ブロー工程後の金型離型時に、前記エア穴14から前記金型内にエアを供給する。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
液体食品を包装する装置
本発明は、加熱されたプリフォーム(110)から形成された熱可塑性容器内に飲料を供給する装置に関連し、プリフォームがおよそ円筒状であり且つ金型内に配置される装置において、金型内部におけるプリフォームの膨張を促進するように、プリフォームの凹み内に少なくとも1種の飲料を注入する注入手段を有し、金型が容器の形状を画定し、前記注入手段が、凹みの口部を通して少なくとも1種の飲料を注入するように設計された注入ヘッド(18)を備え、前記注入ヘッドが金型に組み込まれている装置に関する。 (もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空な樹脂製のパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成された樹脂製のパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備している。
(もっと読む)
表皮付き中空成形品とその製造方法
【課題】
解決しようとする課題は、表皮付き中空成形品に吹込みピンの痕が残ることである。そのため、外観に高級感を付与する目的で表皮を付けたにもかかわらず、吹込みピンの痕の存在によってせっかくの成形品の高級感がだいなしになるという点である。
【解決手段】
分割金型のキャビティーに進退可能な吹込みピンを設け、切れ目付きの表皮の該切れ目を、該キャビティー内に第1段目の進出をさせた該吹込みピンに挿通、係止させた後、該分割金型間にパリソンを垂下させ、次いで分割金型を型締めするとともに該吹込みピンに第2段目の進出をさせて該吹込みピンを該パリソンの内側まで貫通させた後、該吹込みピンを通して該パリソンの内側に圧縮空気を吹き込んで該パリソンに該キャビティーの形状を該表皮の厚さ分だけオフセットさせて賦形したのち、該吹込みピンを後退させて該パリソンおよび該表皮から該吹込みピンを抜去することにより前記課題を解決した。
(もっと読む)
ブロー成形機
【課題】ブローコア部材を、退避位置と、シール位置と、それらの中間位置である待機位置に設定可能として、ブローコア部材を素早くネック部にシール装着可能なブロー成形機を提供すること。
【解決手段】ネック部22にて外方に突出するリング部22Aを有するプリフォーム20をブロー成形して容器190を成形するブロー成形機は、プリフォーム20のリング部22Aを気密シールするシール部30Aを含み、直線移動案内されるブローコア部材110,112,120,122,130と、ブローコア部材を退避位置である第1の位置と、シール位置である第2の位置と、第1,第2の位置の中間の待機位置である第3の位置とに変位させる駆動機構と、を有する。駆動機構は、一端が固定端100Aと回転自在に連結され、他端がブローコア部材130と回転自在に連結されたロッド部材140を含み、ロッド部材140の長さを三段階に調整可能である。
(もっと読む)
積層板およびその製造方法
【課題】見栄えの向上を図ることのできる積層板を得る。
【解決手段】2枚の熱可塑性樹脂性の板部6,7の端部同士が溶着されるとともに、ブローピン24を内部に差し込み圧縮空気を注入してブロー成形された本体部4Mを備える積層板4であって、前記本体部4Mの側壁部4aに、前記ブローピン24の差込穴19aを設けた。
(もっと読む)
1 - 20 / 24
[ Back to top ]