
Fターム[4F208LN22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | 延伸方法、手段 (274) | 機械的手段によるもの (156)
Fターム[4F208LN22]の下位に属するFターム
Fターム[4F208LN22]に分類される特許
1 - 13 / 13
自動車のラゲッジルーム用ボード及びその製造方法
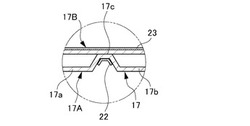
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
成形手段

【課題】ペースト状のプラスチックから始まる、装置が制限された寸法を有するコンテナの製造のための装置の成形手段を提供する。
【解決手段】プレフォーム(8)を受容し、コンテナ(2)を得るために該プレフォーム(8)を膨張させるように配置されるブロー成形ダイ手段(9)を含む成形手段であって、圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)と関連し、該圧縮成形ダイ手段(10)がプラスチックを受容し、該プレフォーム(2)の頸部部分(11)を得るように前記プラスチックを成形するために配置され、前記圧縮成形ダイ手段(10)が前記頸部部分(11)を固定し、一方で前記プレフォーム(8)は前記ブロー成形ダイ手段(9)において膨張するように、該圧縮成形ダイ手段(10)が前記ブロー成形ダイ手段(9)に連結される。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
ブロー成形体
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 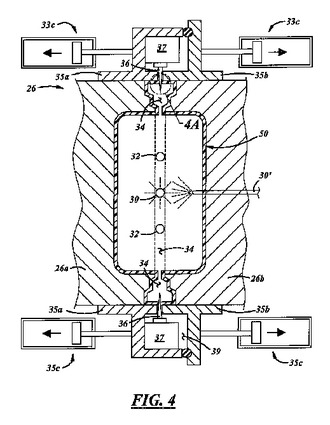 (もっと読む)
(もっと読む)
射出ストレッチ吹込成形用プロピレンに基くポリマー
本明細書には射出ストレッチ吹込成形(ISBM)製品および同を形成する方法が提供される。1つの実施態様において、ISBM製品は一般的に約9〜約20の分子量分布を有するプロピレンに基くランダム・コポリマーを含む。他の実施態様において、ISBM製品は一般的に、サクシネートの内部供与体を含むチーグラー・ナッタ触媒から形成される、プロピレンに基くランダム・コポリマーを含む。 (もっと読む)
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器
本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
二軸延伸中空容器
【課題】ガスバリア性に優れ、かつ透明性、色調を改善したポリエステル系樹脂組成物からなる二軸延伸中空容器を提供する。
【解決手段】芳香族ジカルボン酸と脂肪族ジオールを主成分として重縮合して得たポリエステル樹脂(A)と、メタキシリレンジアミンとアジピン酸を主成分として重縮合して得たポリアミド樹脂(B)からなるポリエステル樹脂組成物(C)を射出成形して得られるパリソンであって、該パリソンの胴部におけるポリエステル樹脂組成物中のポリアミド樹脂(B)の分散粒子径が特定範囲に制御されている二軸延伸中空容器用パリソン、ならびに該パリソンを二軸延伸ブロー成形してなる二軸延伸中空容器。
(もっと読む)
コンテナを製造するための装置および方法
装置は、コンテナ(2)を得るためにプレフォーム(8)を膨張させるように配置されるブロー成形手段(4)を含む。前記ブロー成形手段(4)は、パンチ手段(7)と協働するダイ手段(9)を含み、装置は、前記プレフォーム(8)を得るようにプラスチックを圧縮成形するため、前記パンチ手段(7)と協働するさらなるダイ手段(5)を含む圧縮成形手段(3)をさらに含む。コンテナを製造するためのさらなる成形手段および方法もまた、開示される。 (もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 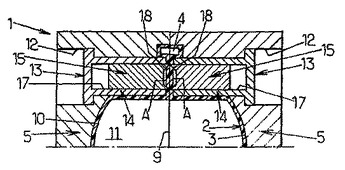 (もっと読む)
(もっと読む)
黒色マット調延伸容器
【課題】マット調を保持することと剥離しない黒色のポリエチレンテレフタレート樹脂を
素材にした延伸容器を提供する。
【解決手段】ポリエチレンテレフタレート樹脂に着色剤としての黒色顔料と、この顔料の
分散剤とが混入されて射出成形により得られたプレ成形体を用い、このプレ成形体成形工
程ではこのプレ成形体の表面のみが短時間で急速冷却され、引き続き内面が延伸成形可能
な最低の温度まで冷却されると共に、外面の表面がマット調になるぐらいに加熱され、次
いでブロー成形工程で、金型を高温に加熱した状態で延伸ブロー成形されている。
(もっと読む)
伸張される容器と製造方法
閉止端部と、反対側に配設される開放端部と、閉止端部から延びて、開放端部において首終端部で終端する本体部分とを有するプリフォームから容器を成形する装置と方法であって、プリフォームは、少なくとも1つの内径を有する。一端部において先細部分と、およびプリフォームの少なくとも1つの内径よりもサイズが大きい少なくとも1つの外径とを有するマンドレルが使用される。そのマンドレルは、プリフォームの開放端部中に移動されて、プリフォームの首終端部を拡大する。そのマンドレルは、マンドレルの一端部が、プリフォームの閉止端部を少なくとも部分的に成形して、容器の少なくとも部分的に成形された閉止端部を生成するまで、プリフォームの本体部分も拡大するように、さらにプリフォーム中に移動され、その後に、マンドレルは容器から取外される。本発明の好ましい実施例によれば、マンドレルの先細部分は、プリフォームの閉止端部を仕上げ成形するために、マンドレルの本体部分中に押込自在にできる。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]