
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
81 - 100 / 601
表皮材の貼り付け装置および貼り付け方法
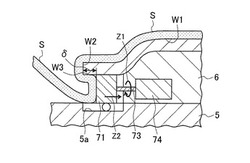
【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備

【課題】品質に優れた樹脂発泡成形品を効率良く製造することができる樹脂発泡成形品の製造方法、及び、樹脂発泡成形品の製造設備を提供すること。
【解決手段】帯状の樹脂発泡シートの表面に樹脂フィルムを熱ラミネートして積層発泡シートを作製しつつ得られた積層発泡シートを熱成形装置で熱成形して樹脂発泡成形品を作製する樹脂発泡成形品の製造方法であって、樹脂フィルムが熱ラミネートされる樹脂発泡シートの前記表面を前記熱ラミネート前に加熱する予備加熱工程を実施することを特徴とする樹脂発泡成形品の製造方法などを提供する。
(もっと読む)
透明性に優れた耐熱包装用容器およびその製造方法
【課題】多層シート由来の包装用容器において透明性及び賦形性に優れたものを得る。
【解決手段】表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱成形して包装用容器を得る。前記積層シートのコア層は、特定の融点Tm(一般的には260℃)を有する非晶ポリエチレンテレフタレート(A−PET)の未延伸シートからなる。前記積層シートのスキン層は、ポリエチレンテレフタレートの延伸フィルム(OPETフィルム)からなる。熱成形の際に、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点Tm未満の温度となるように積層シートを加熱しつつ成形することにより、透明性及び賦形性に優れた包装用容器を得ることができる。
(もっと読む)
2軸延伸成型品
【課題】基本物性が大きく損なわれずに、酸素ガスバリアー性の改善された食品容器や薬品容器などの2軸延伸成形品を廉価に提供する。
【解決手段】2軸延伸成形品は融点が160℃以下の滑剤、可塑剤などの低分子量ポリマー添加剤を層間剥離した有機化クレイの50重量%以上、前記有機化クレイを5重量%以下、2重量%以上含有するマスターバッチを希釈し、希釈後も前記有機化クレイが総重量の0.08重量%以上、1.25重量%以下、前記添加剤が0.1重量%以上を含有し、前記有機化クレイが2軸配向し、分散した熱可塑性付加重合ポリマー2軸延伸成型品である。
(もっと読む)
透明多層シートおよびその成形体
【課題】優れた真空成形性を有し、かつ成形時の白化を十分に防止して高い透明性を有する成形体を得ることが可能な透明多層シートを提供すること。
【解決手段】本発明の透明多層シートは、基材層と、前記基材層の少なくとも片面に積層された表面層とを備えており、前記基材層は、温度23℃、振動数1Hzにおける貯蔵弾性率が2300MPa以上であり、温度140℃、振動数1Hzにおける貯蔵弾性率が150MPa以下であり、かつ結晶化速度が1min−1以上である樹脂組成物からなることを特徴とするものである。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
発泡トレーの製造方法
【課題】両面真空を実施しつつ製造する発泡トレーの強度の安定化が可能な発泡トレーの製造方法を提供すること。
【解決手段】容器底部の外周から立ち上がる周側壁を外向きに傾斜させた状態で備えている発泡トレーを作製すべく、前記容器底部を形成させるための形成面の外周に沿って複数の真空孔が環状配置されている雄型と雌型との間に樹脂発泡シートを挟んで該樹脂発泡シートを両面側から真空引きしつつ熱成形する発泡トレーの製造方法であって、前記雄型と前記雌型との真空孔が、直径0.8mm〜1.0mmの大きさを有し、中心間距離が5mm〜15mmのピッチで前記環状配置されていることを特徴とする発泡トレーの製造方法を提供する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
絵付装置
【課題】ワークの表面に絵柄フィルムの絵柄層を絵付けする絵付装置において、ワークの表面形状に拘わらず、絵柄フィルムが密着された部位に良好に絵付けすることを可能とする。
【解決手段】真空引きによりワークWの表面に転写フィルムFを密着させた状態で、該ワークWの周囲を仕切壁部材50によって囲い、該仕切壁部材50によって囲われたワーク周囲の閉じた空間Sに、蒸気発生器で発生させた蒸気を供給する。その際、該蒸気の温度を絵柄フィルムFにおける絵柄層の反ベースフィルム側に設けられた接着層をベースフィルム側から溶融可能な温度とし、この蒸気を転写フィルムのベースフィルムに接触させることにより、その熱で前記転写フィルムFの接着層を溶融させ絵柄層をワークWの表面に転写する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
フィルム成型装置及びフィルム成型方法
【課題】物品の大きさ、形状、数に限らず、より均質で、追従性のよいフィルムラミネートが可能なフィルム成型装置とその方法を提供する。
【解決手段】加熱手段50を備えた真空または加圧状態に保持可能な第1チャンバー10と、第1チャンバー10に対向して、接合または離間可能に配置され、物品を載置する稼動可能な載置台60を備えた、真空または加圧状態に保持可能な第2チャンバー20と、第1チャンバー10と第2チャンバー20間に配置され、フィルムを保持する枠状のフィルム保持部材30と、フィルムを物品表面にラミネートを行う際に、当該フィルムの浮き上がりを抑制するフィルム押圧部を持つフィルム補助押圧治具40とを有する、フィルム成型装置100。
(もっと読む)
真空成型機、真空成型機用基板及び真空成型方法
【課題】被着させるフィルムがドローダウン状態となった場合でも、型当り現象が生じるのを回避し、成型後に型当りの痕跡として残ったり、エアー溜まりが生じたり、皺が発生したりするのを確実に回避して、成型製品の歩留まりを向上させる。
【解決手段】テーブル3上にセットした被着体Wの表面近傍を減圧環境とし、加熱した加飾フィルムF3を近接させることで、被着体Wの表面に加飾フィルムF3を密着させて成型する真空成型機において、セットした被着体Wの周囲外方に、被着体の最大高さよりも高い突出高さで加飾フィルムF3の近接方向に突出した枠部11を設けてなり、前記枠部11が、加飾フィルムF3を近接させる際に被着体Wよりも先に加飾フィルムF3と接触し、被着体Wの周囲外方にて加飾フィルムF3を押し上げて張り拡げた状態とする。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、100℃で15分間の加熱後の加熱収縮率が3.2%以下であり、かつ該ポリエステルフィルムの引張弾性率が1000〜3500MPaであることを特徴とする真空成形用化粧シートである。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】表皮材の貼り付け装置10は、型閉め姿勢において上下のチャンバーにて表皮材Sを挟み込み、この表皮材Sによって上チャンバー空間K1と下チャンバー空間K2が画成される上チャンバー1および下チャンバー2と、下チャンバー2内において、基材Wを載置するとともに上チャンバー1側へ上昇自在な載置台5と、チャンバー内を高温雰囲気にして表皮材Sを軟化させる加熱手段11と、を備え、載置台5上において、基材Wが直接設置されて回動自在な回動手段61と、この回動手段を載置台5上で水平移動させる水平移動手段62を備え、少なくとも回動手段61の回動制御と水平移動手段62の水平移動制御を同期して実行する制御手段をさらに備えている。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】熱可塑性樹脂製シートのドローダウンあるいはネックインを有効に防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28に設けられた所定間隔の押出スリット34から溶融状態のシート状樹脂を下方に垂下するように、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出す段階と、一対のローラー30でシート状樹脂を挟み込み、ローラー30の回転駆動によりシート状樹脂を下方へ送り出す段階と、金型32に対して相対的に突出した状態でシート状樹脂の側面に当接させることによりシート状樹脂と金型32との間に密閉空間を形成する段階と、該密閉空間を減圧、および/またはシート状樹脂を金型32に向かって加圧することによって金型形状に沿った形状に成形する段階とを有する、ことを特徴とする樹脂成形品の成形方法。
(もっと読む)
容器の製造方法
【課題】優れた強度を有する容器を効率よく製造可能な容器の製造方法を提供すること。
【解決手段】熱可塑性樹脂が用いられてなる発泡シートを熱成形した後に刃型で打ち抜いて、外方に突出するフランジ部を外周に備えた容器を作製する容器の製造方法であって、作製する容器形状よりも一回り大きく発泡シートを前記刃型で打ち抜いて、フランジ部の突出長さが作製する容器よりも長い一次製品を形成させた後に、前記フランジ部の先端部を熱溶融させることによって該フランジ部の突出方向とは逆向きに前記先端部を後退させて容器形状を調整する外形調整工程を実施し、しかも、複数の前記一次製品を積層して積層体を形成させ、該積層体を側面側から加熱して前記フランジ部の先端部を熱溶融させることによって複数の一次製品に対して同時に前記外形調整工程を実施することを特徴とする容器の製造方法を提供する。
(もっと読む)
テープ巻取りリール及びテープ巻取りリールの製造方法
【課題】環境問題を配慮しつつ、円滑に回転動作を行うことができるテープ巻取りリール及びテープ巻取りリールの製造方法を提供する。
【解決手段】電子部品を収納する包装用テープを巻き取るためのテープ巻取りリール10であって、包装用テープが巻回される軸部12A、12Bと、軸部12A、12Bの軸方向両端部に設けられ軸部12A、12Bに巻き取られる包装用テープを保護する側板部14A、14Bと、を有し、側板部14A、14Bの外周側領域18A、18Bの肉厚が内周側領域20A、20Bの肉厚よりも厚くなる。
(もっと読む)
81 - 100 / 601
[ Back to top ]