
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
61 - 80 / 601
水圧又は蒸気圧を用いた成型方法及び成型装置
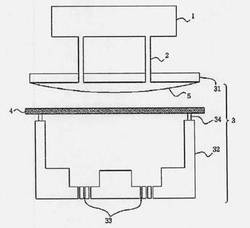
【課題】本発明は、金型内で均一な高圧状態を短時間内で誘導することができる水圧又は蒸気圧を用いた成型方法及び成型装置を提供することを目的とする。
【解決手段】本発明は、水圧又は蒸気圧発生器;及び前記発生器と連通された金型を含む成型装置の金型内に被成型体を固定する段階;前記水圧又は蒸気圧発生器で水圧又は蒸気圧を発生させ、これを前記金型に注入する段階;及び、前記水圧又は蒸気圧によって発生される圧力を用いて、金型に固定された被成型体を成型する段階を含む成型方法、及びこれに用いられる成型装置に関するものである。本発明の方法及び装置によると、既存の真空成型技法などでは具現することが難しかったアンダーカット部位や、繊細な成型が必要とされる部分の成型が可能であり、成型後の厚み偏差や白化現象などの問題が発生する点も解決することができる。
(もっと読む)
キャリアテープの製造方法およびキャリアテープ

【課題】本発明の課題は、キャリアテープにヒーターマークが形成されず、かつ、ポケットを設計通りの形状に成形しやすいキャリアテープの製造方法、およびキャリアテープを提供することである。
【解決手段】本発明にかかるキャリアテープ200の製造方法は、加熱工程と、成形工程とを備える。加熱工程では、樹脂組成物シート210の所定の箇所が、電磁波および超音波の少なくとも一方で加熱される。成形工程では、加熱工程において加熱された樹脂組成物シート210の所定の箇所にポケット220が成形される。
(もっと読む)
三次元成形用加飾シート及びその製造方法、並びに該加飾シートを用いた加飾樹脂成形品及びその製造方法
【課題】意匠性に優れるメタリック調を有し、かつ耐擦傷性に優れた加飾樹脂成形品を与える成形性に優れる三次元成形用加飾シートを提供する。
【解決手段】ベースフィルム上に、少なくとも、金属薄膜層及び表面保護層をこの順で有する三次元成形用加飾シートであって、金属薄膜層と表面保護層が直接接触して密着するか又はプライマー層を介して密着してなり、かつ該表面保護層が、ポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含む電離放射線硬化性樹脂組成物の硬化物からなる層であることを特徴とする三次元成形用加飾シートである。
(もっと読む)
樹脂シート連続熱成形用型とその製造方法及び樹脂成形体の製造方法並びに樹脂成形体
【課題】安価に製造でき、樹脂シートの連続熱成形時にも過度の温度上昇を生じることなく、寸法精度に優れた樹脂成形体を製造でき、繊維片や木屑が発生しない熱成形用型の提供。
【解決手段】熱硬化性樹脂を含み、密度が0.85〜1.60g/cm3の範囲内であり、熱伝導率が0.30W/mK以上であることを特徴とする樹脂シート連続熱成形用型。この樹脂シート連続熱成形用型を熱成形装置にセットし、加熱した樹脂シートを樹脂シート連続熱成形用型によって熱成形し、目的形状の樹脂成形体を得ることを特徴とする樹脂成形体の製造方法。
(もっと読む)
車両用衝撃エネルギー吸収体およびその成形方法
【課題】斜め方向の衝撃荷重に対しても十分な変形代を確保可能であるとともに、局所的なエネルギー吸収特性のバラツキを防止することが可能な樹脂製エネルギー吸収体を提供する。
【解決手段】平面部14内で、複数の第1突起体20と、第2突起体22とを有し、第1突起体20の各々は、それぞれ前記平面部14から立ち上がる、一対の傾斜立ち壁26と、立ち壁26の頂部同士を前記周壁12と略同じ高さで連結する頂壁28とを有し、前記一対の傾斜立ち壁26は、前記平面部14から前記頂壁28に向かって所定傾斜角度αで傾斜し、前記第2突起体22は、前記周壁12と前記傾斜立ち壁26とを連結するとともに、前記傾斜立ち壁26同士を連結し、前記複数の第1突起体20それぞれの根元部で連結し、前記平面部14の一方の板面または他方の板面19が、衝撃荷重の受け面を構成する、ことを特徴とする車両用樹脂製衝撃エネルギー吸収体10。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂を金型の周囲に位置する型枠に密着させることが可能な成形装置を提供する。
【解決手段】押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)は、熱可塑性樹脂(P)と当接する当接面に、熱可塑性樹脂(P)を吸引するための吸引部が設けられている。
(もっと読む)
フィルム成形物の製造方法
【課題】金属配線を備えた三次元の成形物を提供する。
【解決手段】基材フィルム上に、金属配線の材料を含む機能液を塗布して金属配線パターンを形成する金属配線パターン形成工程と、前記金属配線パターンが形成された前記基材フィルムを成形する成形工程と、を含み、前記成形工程では、前記機能液を固化させる前に、前記基材フィルムを成形する。
(もっと読む)
フィルム加飾部品
【課題】フィルムの裾部が意匠面に露出する構成であっても、フィルムが剥離し難いフィルム加飾部品を提供する。
【解決手段】真空成形または真空圧空成形により加飾される部品であり、部品本体を構成する成形基材2と、成形基材を覆うフィルム3と、成形基材とフィルムとの間に接着層とを有するフィルム加飾部品であって、成形基材は端部に突起部6を有する構成とし、かつ、フィルムの裾部は成形基材の意匠面に露出する構成とし、かつ、突起部はフィルムの裾部を取り囲むように配置することで、剥離がし難い耐久性に優れたフィルム加飾部品。
(もっと読む)
フィルム加飾部品
【課題】真空成形または真空圧空成形よるフィルム加飾部品において、意匠面・裏面ともに、人の目に触れ、かつ、フィルムの端部を別の部品で覆い隠せない部品であっても、成形体と加飾フィルムとの密着性を確保すること、トリミング作業が容易で、トリミング後も外観品位を損なわないこと。
【解決手段】成形体12と、成形体12を覆う積層フィルム7と、成形体12と積層フィルム7との間に接着剤8とを有する加飾部品において、積層フィルム7の端部は成形体12の意匠面に露出する構成とし、かつ、積層フィルム7は少なくとも2層の樹脂フィルムを有し、かつ、接着剤8は、成形体12との界面で剥離する。
上記構成により、密着性が確保できるとともに、フィルムの強度が向上することでトリミング作業が容易であり、トリミング後に成形体12の表面に接着剤8が残らず、外観品位を損なわない。
(もっと読む)
印刷物の成型方法
【課題】中間層、受容層などを追加形成することなく、インク非吸収媒体に塗布されたインクの高さばらつきによる印刷物の描画(印字)品質の低下を防止することが可能な印刷物の成型方法を提供する。
【解決手段】インクを吸収しない非吸収性の媒体Sに描画インク45が塗布された印刷物の成型方法であって、媒体Sに塗布された描画インク45のガラス転移点(Tg)以上、且つ媒体Sの軟化点以上の温度を与えながら媒体Sを成型することを特徴とする印刷物の成型方法。
(もっと読む)
防食シート及びその製造方法
【課題】コンクリートへの定着力及び機械的強度を向上させることができ、さらに、生産性、経済性、審美性などに優れた防食シート及びその製造方法の提供を目的とする。
【解決手段】防食シート1は、耐酸性及び/又は耐アルカリ性を有する樹脂からなり、コンクリート10を覆うバックシート2、及び、このバックシート2に形成され、コンクリート10と係合する複数の筒状突起31などを備えている。
(もっと読む)
金属素材の加飾方法、および該加飾方法による加飾成形体
【解決手段】真空圧空成形によって加飾フィルムを金属基材に貼合させる加飾方法であって、該金属材料と接する該加飾フィルムの接着層が少なくとも極性基を有するプロピレン系共重合体(A)を含む加飾方法。前記プロピレン系共重合体(A)が1−ブテンを含むのが好ましい。
【効果】本発明により、金属基材に対して経済的に優れた方法で、デザイン性の高い加飾を実現することが可能となり、低コストで美しい加飾成形体が得られる。また、PP、ABS、ポリカーボネート、塩ビ等のプラスチック部品と金属部品が複合化された部材に対しても一度に加飾を施すことが出来る。
(もっと読む)
気泡シートの製造装置及び気泡シートの製造方法
【課題】審美性や生産性などを向上させることができるとともに、キャップシートとバックシートとの融着強度が低下するといった不具合を防止することのできる気泡シートの製造装置及び気泡シートの製造方法の提供を目的とする。
【解決手段】気泡シートの製造装置1は、外層シート13を有する気泡シート10を製造し、キャップシート供給手段2、バックシート供給手段3、外層シート用ローラ4、ブレード5、真空成形ロール6、加圧ロール7及び剥離ロール9を備え、ブレード5によって外層シート13とバックシート12とが積層される積層ポイントP1から加圧ロール7の押圧ポイントP2までの距離を、100mm以内とした構成としてある。
(もっと読む)
成形装置及び成形方法
【課題】金型の周囲に位置する型枠を熱可塑性樹脂に確実に当接することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)を金型(32)のキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する成形装置(1)であり、金型(32)の周囲に位置し、当該金型(32)に対して移動可能な型枠(33)を備え、型枠(33)の下側を構成する枠下部(33-2)は、型枠(33)の上側を構成する枠上部(33-1)よりも熱可塑性樹脂(P)側に突出している。
(もっと読む)
樹脂成形品の成形方法
【課題】薄肉化した熱可塑性樹脂シートの厚みのばらつきを抑制し、肉厚が薄く、且つ、均一な厚みの樹脂成形品を成形することが可能な樹脂成形品の成形方法を提供する。
【解決手段】熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を下方に垂下し、その熱可塑性樹脂シート(P)を一対のローラ(30)によって挟み込み、ローラ(30)を回転することにより、熱可塑性樹脂シート(P)を下方に送り出し、その熱可塑性樹脂シート(P)を金型(32)で型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する樹脂成形品の成形方法において、以下の条件(A)または(B)を満足する。条件(A):Va<110の場合、3.0≦Va/Vb≦5.5、条件(B):Va≧110の場合、3.0≦Va/Vb<605/Va。但し、Va:ローラ(30)による熱可塑性樹脂シート(P)の送出速度(mm/s)、Vb:熱可塑性樹脂シート(P)の押出速度(mm/s)
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
サンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法、ならびにサンドイッチパネルおよびサンドイッチパネルの成形方法
【課題】サンドイッチパネルの用途に応じた外形形状および内部構造を所望に実現可能なサンドイッチパネル用芯材およびサンドイッチパネル用芯材の成形方法を提供する。
【解決手段】2枚の樹脂製表皮材シート12の間に介在するサンドイッチパネル用熱可塑性樹脂製芯材13であって、該熱可塑性樹脂製芯材13は、サンドイッチパネル10の用途に応じて、その内部の所望の位置に密閉中空部を有するとともに、所望の外形および/または表面形状を呈するように、2つの分割形式の金型の間に位置決めした溶融状態の可塑化樹脂材料のパリソンPを2つの分割形式の金型を型締めすることにより成形され、溶融状態のパリソンPの2つの分割形式の金型それぞれに向かって押圧される表面が、対応する樹脂製表皮材シート12との接着面を形成する、ことを特徴とするサンドイッチパネル用熱可塑性樹脂製芯材13。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
樹脂成形品の製造方法
【課題】樹脂成形品の歩留り向上を図ることができる樹脂成形品の製造方法を提供すること。
【解決手段】リスチレン系樹脂組成物を押出発泡させてなるポリスチレン系樹脂発泡シートを、前記押出発泡における押出方向に直交するシート幅方向両端部を把持した状態で熱成形する樹脂成形品の製造方法であって、前記ポリスチレン系樹脂発泡シートとして、110℃下での前記押出方向における最大収縮荷重が0.5N/5cm幅以上、3.0N/5cm幅以下となるポリスチレン系樹脂発泡シートを用いることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
真空成形方法
【課題】主に、局部的な薄肉化を防止し得るようにする。
【解決手段】加熱軟化した熱可塑性樹脂シート201を、コア型203を用いて真空成形型202へ押込むことにより伸ばしながら変形させ、熱可塑性樹脂シート201を、真空吸引して真空成形型202に密着させることにより、熱可塑性樹脂シート201を賦形して樹脂成形品を製造する真空成形方法に関するものである。真空成形型202とコア型203とを型締めする途中で、空気力を利用して、熱可塑性樹脂シート201の少なくとも一部分を部分的に伸ばしながら変形させてコア型203に密着させることにより、熱可塑性樹脂シート201の少なくとも一部分を予備賦形する。その後、真空成形型202とコア型203とを型締めして、真空成形型202で真空吸引することにより、熱可塑性樹脂シート201を本賦形する。
(もっと読む)
61 - 80 / 601
[ Back to top ]