
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
141 - 160 / 601
加飾成形品の製造方法
【課題】繊維強化熱可塑性樹脂シートを使用しながらも、美観に優れた成形品を得ることのできる加飾成形品を得ること。
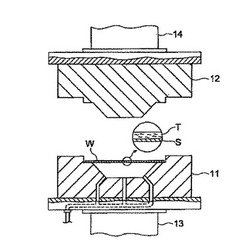
【解決手段】熱可塑性樹脂基材シートに装飾処理を施してなる加飾シートSと繊維強化熱可塑性樹脂シートTとの積層体Wを形成しておき、その積層体Wを一対の成形型11,12間に載置して加熱軟化せしめた後、成形型11,12を係合して積層体を加熱加圧することで成形し、冷却固化してから成形型11,12を開放することにより、繊維強化熱可塑性樹脂シートT上に加飾シートSが積層一体化された加飾成形品を得る。繊維強化熱可塑性樹脂成形品の表面に加飾を行うことができ、従来は美観が重視されるために繊維強化熱可塑性樹脂シートを用いることができなかった部位に適用範囲を広げることが可能となる。
(もっと読む)
発泡ポリエチレンテレフタレートシート成形品の製造方法

【課題】成形にかかるコストを抑えつつ、成形品の品質の低下を抑制すること。
【解決手段】発泡ポリエチレンテレフタレートシート成形品の製造方法は、高結晶化度の発泡ポリエチレンテレフタレートシートを成形可能な状態に軟化するまで加熱を行うステップS2と、成形可能な状態に軟化するまで加熱された高結晶化度の発泡ポリエチレンテレフタレートシートを、熱変形温度に加熱された成形型により成形するとともに、成形品となる成形品部P1の周辺に当該成形品部に加わる力を抑制する抑制部P2の成形を行うステップS3と、を有する。
(もっと読む)
深絞り成形同時転写用二軸延伸ポリエテルフィルム
【課題】 深絞り成形性に優れ、光沢ムラの少ないマット調外観の成形品を得ることのできる深絞り用成形同時転写用二軸延伸ポリエテルフィルムを提供する。
【解決手段】 イソフタル酸単位を5〜25モル%含む共重合ポリエステルからなり、少なくとも一方の表面に平均粒子径2.0〜20μmの粒子を0.1〜10.0重量%含有する厚さ4.0〜20μmの粒子含有の共押出層を有することを特徴とする深絞り成形同時転写用二軸延伸ポリエテルフィルム。
(もっと読む)
樹脂フィルム、それよりなる加飾フィルム並びに加飾成形品
【課題】透明性に優れ、かつ環境にも配慮した加飾フィルム、この樹脂フィルムに意匠層を備える加飾フィルム、この加飾フィルムと成形体とを積層一体化した加飾成形品およびその製造方法を提供する。
【解決手段】ポリ乳酸を含む樹脂フィルムであって、当該ポリ乳酸が、ポリD−乳酸成分及びポリL−乳酸成分を含むポリ乳酸であり、ステレオコンプレックス結晶化度(S)が90%以上で、MD方向、TD方向におけるフィルム破断伸度(100℃測定値)100〜1000%且つ100%伸張時応力(100℃測定値)が0.1〜100MPaの範囲にあることを特徴とする、ポリ乳酸を含む樹脂フィルムを加飾フィルム2の基板1として用いる。
(もっと読む)
樹脂フィルム、それよりなる加飾フィルム並びに加飾成形品
【課題】耐加水分解性に優れ、かつ環境にも配慮した加飾フィルムを良好な作業環境のもとで提供することのできる樹脂フィルム、この樹脂フィルムに意匠層を備える加飾フィルム、この加飾フィルムと成形体とを積層一体化した加飾成形品およびその製造方法を提供すること。
【解決手段】脂肪族ポリエステルを含む樹脂フィルムであって、該脂肪族ポリエステルに、カルボジイミド基を1個有しその第一窒素と第二窒素とが結合基により結合されている環状構造を少なくとも含む化合物(C成分)を含み、且つMD方向、TD方向におけるフィルム破断伸度100〜1000%、100%伸張時応力(100℃測定値)が0.1〜25MPaの範囲にあり、さらに略非結晶状態である樹脂フィルムを加飾フィルムの基板として用いる。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
プロピレン系樹脂シート
【課題】高い透明性を有し臭気のないプロピレン系樹脂シートを提供する。
【解決手段】プロピレン系重合体(A)100重量部に対し、特定の環状リン酸エステルの金属塩系造核剤(B)0.01〜0.5重量部と高級脂肪酸アルミニウム塩(C)0.01〜0.5重量部を含有するプロピレン系樹脂組成物からなることを特徴とするプロピレン系樹脂シート。
(もっと読む)
表皮材の貼り付け方法
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】筒部における燃料透過を抑制すると共に強度を確保可能な燃料タンクを製造する燃料タンク製造方法と、筒部における燃料透過を抑制されると共に強度が確保された燃料タンクを得る。
【解決手段】燃料タンク12のポート部18における外側樹脂層22Aの厚みT1が、一般部32における外側樹脂層22Aの厚みT0よりも薄くなるようにポート部18を成形する。ポート部18の内側では、内側樹脂層22Cの実質的な厚みを厚くする筒部厚肉部34を形成する。
(もっと読む)
水平移動式車両用内装材の成形装置及び成形方法
【課題】 水平移動式車両用内装材の成形装置及び成形方法を提供する。
【解決手段】 表皮材を予熱させるための予熱手段;予熱された表皮材を垂直に着脱させる固定部を備えて、移動自在に構成される移送手段;移送手段を通じて移送された表皮材のエッジを真空吸着して固定させる吸着部、表皮材に転写させるためのエンボス紋が形成されたベース部材、表皮材のエッジをクランピングして表皮材とベース部材との間の内部空間をシーリングさせる固定部材、表皮材をベース部材に真空吸着させるための真空ホールを備えて、地面に垂直に設けられる第1金型;第1金型に平行に設けられて射出基材が流入される第2金型;第1金型と第2金型のうちいずれか一つを水平移動させて相互型合わせまたは分離させる金型移動手段;を備える水平移動式車両用内装材の成形装置及び成形方法。これにより、水平方式で動作する金型で表皮材と基材との一体成形が可能であり、また予熱過程で伸びた表皮材の原緞が荷重により下方に撓む現象を防止でき、それだけでなく表皮材の完壁なシーリングを通じて表皮材が折り畳まるか、または寄らないようにする。
(もっと読む)
加飾シート、それを用いてなる加飾樹脂成形品及びその製造方法
【課題】耐薬品性と三次元成形性とを両立し得る加飾シート、それを用いてなる加飾樹脂成形品及びその製造方法を提供する。
【解決手段】基材上に少なくともプライマー層及び表面保護層を有する加飾シートであって、該表面保護層が、電離放射線硬化性樹脂組成物の硬化物からなり、かつ、該プライマー層が、少なくともポリオール及びイソシアネートを含有するプライマー組成物を用いて形成されてなることを特徴とする加飾シート、それを用いてなる加飾樹脂成形品及びその製造方法。
(もっと読む)
化粧シートの製造方法及び化粧成形品の製造方法
【課題】生産性に優れ、木材の木目感を高めることができる化粧シートの製造方法及び化粧成形品の製造方法を提供すること。
【解決手段】接合層形成工程とロール加工工程と凹凸形成工程とを行なうことにより化粧シートを製造する方法である。接合層形成工程においては、シート状の木材を含む装飾シート10の裏面側19に接合層11を形成して積層シート15を得る。ロール加工工程においては、積層シート15をロール状に巻回して積層シートロールを作製する。凹凸形成工程においては、積層シートロールから積層シート15を送り出しながらその装飾シート10の表面に凹凸105を形成して化粧シート1を得る。化粧成形品は、化粧シート1を成形型内に配置し、化粧シート1における接合層11側に基材樹脂を射出成形することにより作製する。
(もっと読む)
熱成形用加飾シート及び加飾成形品
【課題】熱成形後も親水性を発現でき、防汚性、耐久性に優れる加飾成形品を提供することにあり、そのような加飾成形品を提供できる熱成形用シートを使用した一体成形型加飾シートを提供する。
【解決手段】基材シート上に設けた、シラノール基および/または加水分解性シリル基とを有するポリシロキサンセグメント(a1)と、ビニル系重合体セグメント(a2)とが、一般式(3)で表される結合により結合された複合樹脂(A)を含有する樹脂組成物の硬化物を、三酸化硫黄含有ガスにより表面処理してなる熱成形用加飾シート、及び前記熱成形用加飾シートを用いた加飾成形品。
(3)
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シートS1をシート保持部21で保持するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、シート保持部21で保持されたシートS1の他面S1b側に配置されて凹部32に対向した成形型40と、を用い、凹部32内に負圧を作用させながら閉空間形成体30をシートS1の方へ移動させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させて成形する。
(もっと読む)
二軸延伸スチレン系樹脂シート及びこれを用いた成形品
【課題】押出加工時にゲル状物質が発生することなく、光学特性に優れ、輻射加熱式圧空真空成形法において金型再現性や成形品の打抜き性が充分で且つ偏肉のない良好な成形品が得られ、加熱時間の範囲が1秒以上得られる、二次加工時の生産性に優れた二軸延伸スチレン系樹脂シートの提供。
【解決手段】スチレン系単量体(a1)とアクリル酸エステル(a2)と多分岐状マクロモノマー(a3)とを共重合させて得られる多分岐状共重合体を含有するスチレン系樹脂組成物を二軸延伸して得られるシートであって、該組成物のMwが30万〜60万、MwとMnとの比(Mw/Mn)が2.7〜4.0、(a1)と(a2)との割合(a1)/(a2)が87/13〜96/4で、得られるシートの縦方向及び横方向の加熱収縮応力が0.20〜0.45MPaである二軸延伸スチレン系樹脂シート。
(もっと読む)
気泡シートの製造方法
【課題】独立した多数の気泡を有する気泡シートを適当な大きさに裁断して緩衝材として用いる場合などに、できるだけ嵩張らないように物品を包装したり、包装された物品に気泡の跡が付かないようにしたりすることが可能な気泡シートを効率よく製造することができる気泡シートの製造方法を提供する。
【解決手段】多数の吸引孔41が設けられた成形ロール40に溶融状態のキャップ用フィルム21aを連続供給して、中空状に膨出する多数の突起20が真空成形されたキャップフィルム21を形成するとともに、突起20内に空気を封入するバックフィルム22を溶融状態で連続供給しながら熱融着によりキャップフィルム21に積層することによって長尺状のシート主部2を形成し、薄肉のフィルム材3aをシート主部2の少なくとも一部に重ねて連続供給しながら熱融着することにより、シート主部2の端縁2a,2bに延在する薄肉フィルム部3を形成する。
(もっと読む)
合成樹脂シートのクランプ方法およびその装置
【課題】合成樹脂シートをクランプするためのつかみ代を減らすことで、合成樹脂シートのコストを低減する合成樹脂シートのクランプ方法およびその装置を提供する。
【解決手段】上面は平坦状を成しかつ所要サイズの上端開口面積と深さを備えた切欠きを複数個所要の間隔をおいて直線状に配設した合成樹脂シートの載置可能な受け部材の上面に、合成樹脂シートのクランプすべき部分を前記複数個の切欠きの真上に位置させて載せた後、合成樹脂シートの厚さより長い複数個の針状突起を前記受け部材の複数個の切欠きと同じ間隔で突設させた押え部材を下降させて、前記複数個の針状突起を合成樹脂シートに突き刺して合成樹脂シートをクランプすることを特徴とする。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
積層成形品の成形方法並びに成形金型
【課題】樹脂芯材表面に表皮を真空貼りしてなる積層成形品の成形方法並びに成形金型であって、成形上型と表皮との先当たりを防止することで、外観性能を高める。
【解決手段】成形下型60の外周にシール用側壁68を配設し、成形上下型50,60を型締めする前段階において、表皮22の周縁部分をシール用側壁68でシールした状態で表皮22を成形下型60の型面形状に真空成形により馴染ませる。従って、成形上下型50,60の型締め時、表皮22に成形上型50が先当たりすることがない。
(もっと読む)
真空成形体の製造方法、ドローダウン防止方法、及び真空成形用シート
【課題】 熱可塑性樹脂シートの真空成形時におけるドローダウンを防止することにあり、多数個取りであっても歩留まり低下の少ない均一な性状の成形物(真空成形体)を得る方法を提供することにある。
【解決手段】 少なくとも2個の成形を同時に行う真空成形体の製造方法であって、(1)熱可塑性樹脂シートと、該熱可塑性樹脂シート上に成形時に隣り合う基材の境界に位置するような赤外線反射材を設置する工程、又は、成形時に隣り合う基材の境界に位置するように赤外線反射インキで描いた線を有する熱可塑性樹脂シートを設置する工程と、(2)前記熱可塑性樹脂シートに赤外線照射する工程と、(3)前記熱可塑性樹脂シートを真空成形する工程とをこの順に有する真空成形体の製造方法、及びドローダウン防止方法。
(もっと読む)
141 - 160 / 601
[ Back to top ]