
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
201 - 220 / 601
樹脂製パネル及びその製造方法
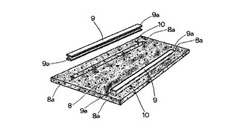
【課題】ガタツキ防止や成形収縮による変形を防止することが可能な樹脂製パネルを提供する。
【解決手段】 樹脂からなる表壁と、裏壁と、表壁と裏壁とを繋ぐ周囲壁と、を有し、補強材(9)と予め成形した発泡体(8)とが樹脂に内装された樹脂製パネルであり、補強材(9)は、表壁側を構成する表面と、裏壁側を構成する裏面と、表面と裏面とを繋ぐ周囲面と、を有し、補強材(9)の周囲面が全て発泡体(8)で覆われている。
(もっと読む)
成形体の製造方法、成形体、眼鏡および防護製品
【課題】平板状の熱可塑性樹脂シートまたは積層体を用いて成形加工する成形体を任意の色合い、濃度に効率よく染色でき、かつ耐熱加工性に優れる成形体の製造方法を提供するものである。
【解決手段】平板状の熱可塑性樹脂シートまたは積層体を用いて成形加工する成形体の製造方法であって、
平板状に加工された熱可塑性樹脂シートまたは積層体に対して、少なくとも片面に染色可能な表面層を設ける工程、
成形加工する工程、
染色処理する工程を含む成形体の製造方法。
(もっと読む)
インモールド成形用ラベル

【課題】夏期の高温環境でもラベルのブロッキング性に優れ、印刷加工時の作業性も良好で、かつ、ラベルの容器への融着強度が高い貼合容器を与えるインモールドラベル成形用ラベルの提供を目的とする。
【解決手段】熱可塑性樹脂フィルム基材層(I)の裏面に、ヒートシール性樹脂層(II)を設けたインモールド成形用ラベルであって、ヒートシール性樹脂層(II)が、ポリエチレン系樹脂と、ヒートシール性樹脂層(II)の肉厚より平均粒径が大きい有機または無機微粉末とを含有し、ヒートシール性樹脂層(II)における前記有機または無機微粉末の含有量が0.05〜10重量%であるインモールド成形用ラベル。このインモールド成形用ラベルは、印刷加工時の給排紙性や断裁における作業性に優れ、インモールド成形時の金型への挿入が容易であり、ブリスターの発生がなく、容器とラベルの融着力の高いラベル貼合容器を与える。
(もっと読む)
加飾フィルム、加飾フィルムの製造方法及び加飾成型品
【課題】クリヤー層の硬化性、特に表面硬化性に優れ、さらに加工性、外観に優れる加飾フィルムを提供する。
【解決手段】ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗膜層が積層されてなる加飾フィルム、ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗料組成物を塗布して活性エネルギー線硬化性クリヤー塗膜層を積層する工程を有する加飾フィルムの製造方法、及び該加飾フィルムを用いて成型物に加飾してなる加飾成型品。
(もっと読む)
成形方法
【課題】成形性を改善するとともに成形効率を向上した1枚シートを利用した成形方法を提供する。
【解決手段】溶融状態の熱可塑性樹脂製材料のシートを一対の分割形式の金型間に位置決めする段階と、一方の金型32Bのキャビティと該キャビティに対向するシートの一方の表面との間に第1密閉空間を形成する段階と、一方の金型のキャビティの側から該第1密閉空間を通じてシートを吸引することにより、第1賦形する段階と、環状突起部の先端に相当するシートの環状部分が他方の金型32Aのキャビティに当たるまで、他方の金型を一方の金型に向かって移動させて一対の分割形式の金型を型締めする段階と、前記型締段階により、他方の金型のキャビティと該キャビティに対向するシートの他方の表面との間に形成された第2密閉空間を通じて、他方の金型の該キャビティの側からシートを加圧することにより、第2賦形する段階と、を有することを特徴とする成形方法。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
柿果実用発泡トレー
【課題】柿果実を見栄え良く展示させ得る柿果実用発泡トレーを提供することを課題としている。
【解決手段】クッション性を有する樹脂発泡シートで形成され、複数の柿果実を並べて展示させ得るように複数の収納凹部が配列されており、該収納凹部には、その開口縁から底面部までの間に前記柿果実を下側から支持させるための曲面状の周壁部が備えられており、該周壁部の内側に形成されている前記底面部が前記周壁部の下端からさらに下方に向けて凹入された状態で備えられていることを特徴とする柿果実用発泡トレーを提供する。
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
管状体により成形された立体構造物
【課題】 樹脂シートの片面または両面に、細くて高い針状突起が形成される立体構造物に関し、その針状突起の先端部を種々の形状を持たせた特異な性状を有する立体構造物に関する。
【解決手段】 樹脂シートの片面または両面に針状突起が形成される立体構造物において、その針状突起の先端が不連続にさらに変形されたものであり、さらに、その構造体が針状突起の内部の空洞に物体が充填されるようにするにより、特異な機能や構造を持たせた立体構造物に関する。
(もっと読む)
中空成形品
【課題】
熱可塑性樹脂シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、更に荷重撓み温度が高く、インライン塗装にも適したツインコンポジット成形品の提供。
【解決手段】
2枚のシートを用い金型面に密着させ賦形してなる熱可塑性樹脂中空成形品において、熱可塑性樹脂がポリフェニレンエーテル樹脂組成物(A−2)であり、該2枚のシート材料として(1)荷重撓み温度が120℃以上であり、(2)貯蔵弾性率E’が3×108 Paとなる温度をTh、貯蔵弾性率E’が1×107 Paとなる温度をTsとした時、(Ts−Th)が20℃以下であり、かつ、(3)2枚のシートの熱板溶着可能温度をTwとした時 、(Tw−Ts)が15℃以下であることを特徴とする中空成形品。
(もっと読む)
シート成形品のアンダーカット部成形方法およびこれに用いる金型
【課題】O−PETシート等の延伸合成樹脂シートから容器を成形する場合に、アンダーカット部を精度よく形成することができる成形法を提供する。
【解決手段】軟化させた合成樹脂シートを雌型の上に配置し、該雌型に雄型を圧入するシート成形品の成形方法において、前記雌型は成形面の開口周縁に断面凹状のアンダーカット成形部が設けられる一方、前記雄型は前記アンダーカット成形部に対応して進退可能なスライド部が設けられ、当該雄型を前記雌型に圧入した状態で前記スライド部を前記アンダーカット成形部内に進出させて前記シート成形品の開口周縁にアンダーカット部を成形する。合成樹脂シートは延伸合成樹脂シート、特に1軸または2軸延伸性を有するPETシートであることが好ましい。
(もっと読む)
3次元形状形成装置
【課題】小数のアクチュエータで、高速に3次元形状を形成する装置を得ること。
【解決手段】互いに平行に並べられた多数のピンをそれぞれ軸方向にスライドさせることによって3次元形状を形成する3次元形状形成装置において、多数のピンに対して同時にスライド方向の力を加えるピン駆動手段と、複数のピンの動きを同時に制動する制動手段を複数の系統備え、1本のピンに対して2系統以上の制動手段を作用させ、作用する全ての系統の制動手段がオフであるピンのみスライドする様にした。
(もっと読む)
多孔質マフラープレフォームの硬化方法
複数本のガラス繊維及び複数本のガラス繊維に付着された加熱硬化型の熱硬化性又は熱可塑性材料によって構成された多孔質マフラープレフォーム(10,10a)を硬化させる方法が明細書において開示される。この方法は、マフラープレフォームをチャンバ(24,24a)内に閉じ込めるステップを有する。この方法は、マフラープレフォームを蒸気で包囲するステップを更に有する。この方法は、蒸気が多くの方向からマフラープレフォーム中に入るようにするステップを更に有する。 (もっと読む)
木質型を用いた成形品の製造方法
【課題】繰り返し使用でき、精密機械加工が可能で、製造原価が安価な真空成形に使用する木質型を用いた成形品の製造方法を提供する。
【解決手段】1)木質繊維材10の型材本体部11に、表側周縁に平面を維持した状態で、仕上げ代を残した窪み凹部19の粗彫りを行い、2)粗彫りの上に第1の熱硬化性樹脂を塗布して硬化させ、3)硬化させた粗彫りの表面の仕上げ加工彫りを行い、4)この表面に第2の熱硬化性樹脂を塗布して表面を硬化させ、5)底板部12の底部周囲に、周縁部21、22を形成してその内側に真空室23を形成すると共に、窪み凹部19と真空室23を貫通する複数の真空孔20を形成し、6)窪み凹部19に離型促進樹脂をコーティングして製造した木質型の上に加熱した平面状の熱可塑性樹脂シート33を配置し、真空室23内を減圧し、窪み凹部19に吸着させた後、熱可塑性樹脂シート33を木質型によって降温させて成形品を製造する。
(もっと読む)
深絞り成形用発泡シート、およびそれを用いてなる発泡容器
【課題】 酸素に対するガスバリア性及び防湿性に優れ、高倍率な深絞り成形・熱成形が可能な発泡シート、更にはそのシートを深絞り成形してなる発泡容器を提供する。
【解決手段】 少なくとも1層の酸素バリア層、少なくとも1層の防湿層、少なくとも1層の耐衝撃性補助層及びポリスチレン発泡シートが積層されてなる深絞り成形用発泡シートであって、酸素バリア層がエチレン単位及びビニルアルコール単位以外の構造単位(I)を0.1〜20モル%含む変性エチレン−ビニルアルコール共重合体を含有し、防湿層がポリプロピレンからなり、耐衝撃性補助層がハイインパクトポリスチレンからなることを特徴とする深絞り成形用発泡シートである。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】溶融状態の熱可塑性樹脂製シートを二次成形に適した所望の厚み分布が実現可能な樹脂成形品の成形方法及び成形装置の提供。
【解決手段】熱可塑性樹脂を溶融混練する段階と、所定量貯留する段階と、間欠的に押し出す段階を有し、それにより、押出スリット34から溶融状態のシート状樹脂が下方に押し出され、ローラー30A,Bの回転駆動により下方へ送り出す段階と、ローラーにより送り出された溶融状態のシート状樹脂を下方に配置された金型32A,Bの側方に配置する段階と、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、押圧しつつ、前記一対のローラーを回転駆動させる段階を有することを特徴とする樹脂成形品の成形方法。
(もっと読む)
天然素材模様転写樹脂パネル
【課題】小型軽量化および意匠性、見栄えに優れ、天然素材模様を美しく再現した、付加価値と商品価値の高い天然素材模様転写樹脂パネルを提供する。
【解決手段】真空成形金型によって成形、小型化され、2次加工不要の天然素材模様及び創作デザインを転写した、美しい天然素材模様転写樹脂パネル。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
ポリ乳酸系耐熱容器およびその製造方法
【課題】耐熱性および耐衝撃性に優れたポリ乳酸系耐熱容器を熱成形により従来よりも短サイクルで製造可能とするポリ乳酸系耐熱容器の製造方法を提供すること。
【解決手段】ポリ乳酸(A)、ポリ乳酸と脂肪族ポリエステルとのブロック共重合体(B)およびタルク(C)を少なくとも含有する樹脂組成物を押出成形して、相対結晶化度Xcが40〜55%の原反シート14を準備する。熱成形機20の加熱部21で前記原反シートを85〜125℃で加熱することにより、当該原反シートの相対結晶化度Xcを60〜70%とする。続いて、熱成形機20の成形部22にて、上記加熱した原反シートに真空成形および/または圧空成形を施して、そのまま成形品を加温状態の金型にて保持することにより、当該原反シートを容器形状に成形すると共にその得られた容器の相対結晶化度Xcを75%以上とする。
(もっと読む)
プリプレス金型内部の転写フィルムの金型内部転写方法
【課題】プリプレス金型内部の転写フィルムの金型内部転写方法を提供する。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
(もっと読む)
201 - 220 / 601
[ Back to top ]