
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
161 - 180 / 601
熱成形用加飾シート及び加飾成形体の製造方法
【課題】真空成形同時加飾法等の熱成形において、エンボス等の物理的な方法を必要とせずに、加飾後の加飾表面に凹凸を有する加飾成形体を再現よく得る方法を提供する。
【解決手段】結晶化処理された熱収縮性を有する樹脂シート3上に赤外線吸収インキ4、5又は赤外線反射インキで絵柄を設けてなり、電磁波による加熱方式を用いた熱成形により凹凸が発現する熱成形用加飾シート、及び、前記熱成形用加飾シートを、保持した状態で、赤外線2照射により前記熱収縮性を有する樹脂シート3を非晶化する温度以上で加飾熱成形することにより加飾表面に凹凸を有する加飾成形体の製造方法。
(もっと読む)
二軸延伸スチレン系樹脂シートおよびその成形体
【課題】透明性が格段に改善され、かつゴム含有量が少なくても耐衝撃性の高い二軸延伸スチレン系樹脂シートとその製造方法を提供する。
【解決手段】スチレン系単量体と(メタ)アクリル系単量体とが共重合したスチレン系樹脂と、ゴム成分にスチレン系単量体と(メタ)アクリル系単量体とがグラフト重合したゴム含有スチレン系樹脂とを前者/後者=98/2〜40/60(重量比)の割合で含み、ゴム含有スチレン系樹脂はサラミ構造の形態でゴム成分を含有し、スチレン系樹脂及びゴム含有スチレン系樹脂全体に対してゴム成分の含有量は0.1〜3重量%程度と少ないスチレン系樹脂組成物を比較的低温で延伸して、二軸延伸スチレン系樹脂シートを得る。
(もっと読む)
車両用内装部品の製造装置

【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 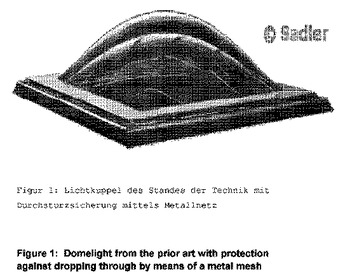 (もっと読む)
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
高い溶融強度と延伸性を示すポリプロピレン
【課題】向上した溶融強度と向上した延伸性を示すポリプロピレンを提供。
【解決手段】溶融加工における多頂ポリプロピレンブレンド物の使用で溶融強度と延伸性の間の歩み寄りを向上させる目的で前記ブレンド物が少なくとも8の分散指数と少なくとも10のMz/Mn比を示すようにする。
(もっと読む)
樹脂製容器及びその製造方法
【課題】容器本体の薄肉化を図りつつ開口縁部の強度を向上し得、更にデザイン面での多様なニーズにも対応し得る樹脂製容器及びその製造方法を提供する。
【解決手段】容器本体1の薄肉化を図りつつ、容器本体の外周側へ張り出す開口縁部に、二回の折り返しにより重ね合わされる三層リップ部1gを形成して開口縁部の強度を向上し、更にデザイン面での多様なニーズにも対応する。
(もっと読む)
シート体の加熱方法及びその装置
【課題】繊維強化樹脂のシート体12を融点以上の温度に加熱する際の効率を向上させるとともに、この際にシート体12に欠損が生じることを回避する。
【解決手段】シート体用加熱装置10は、接触式加熱手段である無限軌道14、16と、該無限軌道14、16から露呈したシート体12を加熱する非接触式加熱手段としての赤外線照射ランプ34とを有する。さらに、無限軌道14、16と赤外線照射ランプ34との間には、保温手段としての熱風供給手段である吐出ノズル32が配設される。以上の構成において、無限軌道14、16中のシート体12に接触する部位の長さ方向寸法(接触幅)Laは、シート体12の搬送速度をV、前記部位に接触したシート体12の厚み方向の温度分布が均一となる理論時間値をtとするとき、好ましくは、La≧V×tを満足するように予め設定される。
(もっと読む)
機能性樹脂成形体の製造方法
【課題】環境負荷の大きなエッチング液を用いることなく密着性に優れる金属膜が形成されたポリプロピレン系樹脂等の熱可塑性樹脂からなる機能性樹脂成形体を提供する。
【解決手段】熱可塑性樹脂からなる多孔質層2を有し、多孔質層のセル20内に機能性材料を分散させた機能性材料分散シート1を作製するシート作製工程と、得られた機能性材料分散シート1を加熱圧縮することにより、セル20の容積を減少させて、多孔質層が薄肉化された圧縮層を有する加工体を作製する加熱圧縮工程とを有する機能性樹脂成形体の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡板の製造方法、ポリスチレン系樹脂発泡板
【課題】吸水板としての利用が可能でありながら加工性に優れたポリスチレン系樹脂発泡板を提供する。
【解決手段】共押出しによって積層された連続気泡性発泡層1aと独立気泡性発泡層1bとが備えられているポリスチレン系樹脂発泡シート1を、シート厚みよりも広い間隔を設けた平坦な金型Xa、Xb間で真空成形して、シートよりも厚みの厚い平坦なポリスチレン系樹脂発泡板10を製造する方法であって、共押出しにより形成させた独立気泡性発泡層1bに接する内部層と内部層よりも連続気泡率の低い表面スキン層とを連続気泡性発泡層1aに形成させるとともに、真空成形においては、表面スキン層の気泡をシートの厚み方向に伸長させつつ連続気泡性発泡層1a全体の発泡倍率を1.5倍未満に抑制させて、密度が0.04g/cm3以上0.10g/cm3以下の連続気泡性発泡層1aを形成させるポリスチレン系樹脂発泡板10の製造方法。
(もっと読む)
車両用内装材及びその製造方法
【課題】断熱性を確保しつつ、剛性を向上させることが可能な車両用内装材及びその製造方法を提供する。
【解決手段】基材20の一面側にシート成形体30を接着させてなる車両用内装材10であって、シート成形体30は、基材20から立ち上がる複数の膨出部31と、隣り合う膨出部31の側壁31aの基端部を連結し、基材への接着面32aを構成する連結部32と、を備え、膨出部31の側壁31aには、当該側壁31aの基材20側の端部を接着面32aに対して後退させた架橋部33が形成され、架橋部33は、隣り合う膨出部31の側壁面が互いに接合されることにより形成されている。
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
多層体
【課題】 透明性、耐衝撃性、耐熱性、耐UV変色性、表面硬度に優れた多層体の提供。
【解決手段】 構造の一部に下記一般式(1)で表される部位を有するジヒドロキシ化合物に由来する構造単位(a)を50モル%以上、80モル%以下の割合で含む脂肪族ポリカーボネート樹脂(A)からなる層と、構造の一部に下記一般式(1)で表される部位を有するジヒドロキシ化合物に由来する構造単位(a)を10モル%以上、45モル%以下の割合で含む脂肪族ポリカーボネート樹脂(B)からなる層とを、各々少なくとも1層有する多層体。
(但し、上記一般式(1)で表される部位が−CH2−O−Hの一部である場合を除く。)
(もっと読む)
抗菌性シート及びその製造方法、並びに当該シートを用いた成型品及びその製造方法
【課題】抗菌性に優れると共に、人体に対し安全なシート及びその製造方法、並びに当該シートを用いた抗菌性成型品及びその製造方法を提供することである。
【解決手段】燻液を有効成分としてなる鳥インフルエンザウイルス不活性化剤を抗菌剤としてシートに配合したことを特徴とする。及び、成型品に当該抗菌剤をシートを用いたことを特徴とする。
(もっと読む)
断熱箱体の製造方法およびその断熱箱体を用いた冷蔵庫
【課題】断熱箱体を構成する内箱の肉厚を均一に確保し変形や破れを防止し、冷蔵庫等の断熱箱体の生産効率を向上させること。
【解決手段】断熱箱体を形成する内箱2で、前記内箱をシート押し出し、真空成型の順で成型する工法において、シート6を真空成型するとき、延伸倍率が高く肉厚が薄くなる部分をシート押し出し時にあらかじめその肉厚に対応して前記シートの厚みを厚めに設定形成させることにより、成型後に肉厚が均一にできるよう配慮できるため、仕切り部5などの肉厚が充分に確保でき、変形を防止でき、断熱箱体の強度を維持する効果を有することとなる。
(もっと読む)
成形体の製造方法
【課題】賦形性がよく、かつ、非発泡層への成形型キャビティ面の転写性が良好な成形体の製造方法を提供する。
【解決手段】プロピレン樹脂からなる第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接し、その融点が150℃以上180℃以下であるポリマーからなる非発泡層13とを有する積層体1の第一の発泡層の表面温度、及び前記非発泡層の表面温度が、いずれも200℃以上、230℃以下となるように、加熱された積層体1を、夫々その内側にキャビティ面410Aを持つ一対の型部材を有する成形型4A内に配置し、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型4Aを密閉し、次いで、キャビティ内を減圧状態とし、積層体を膨張させ、前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、成形体3Aを製造する方法。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
成形体の製造方法
【課題】歪が小さい成形体の製造方法を提供する。
【解決手段】第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接する非発泡層13とを有する積層体1を加熱し(工程(1))、加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型4内に配置し(工程(2))、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面410との間に空隙を生ずるように、成形型を密閉し(工程(3))、次いで、キャビティ41内を減圧状態とし、積層体を膨張させ(工程(4))、次いで、以下の(i)、(ii)、(iii)、(iv)のいずれかの温度条件で膨張させた積層体にプレス操作を開始し、所定の形状となるまでプレスし(工程(5))、前記プレスされた積層体が固化した後、成形型を開いて成形体3を取り出して(工程(6))、成形体を製造する。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
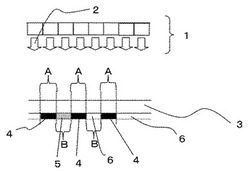
熱板加熱による熱成形装置および熱成形方法
【課題】基材形状にかかわらず高品質な成形を実現することができ、さらに基材形状に対する印刷シートの位置合わせを可能とし、また成形にかかるサイクルタイムを短縮して成形の効率化を図ることができ、生産性を向上させるようにした。
【解決手段】下枠2の枠上縁部2aにシート4を設け、熱板3を下枠2に密接する第1工程と、熱板3を減圧し、その加熱面3aにシート4を吸着させて加熱する第2工程と、第2工程と並行してシート4の下側の収容空間R内を減圧する第3工程と、この第3工程の減圧動作を維持した状態でシート4の吸着動作を停止し、熱板3とシート4との間を大気開放する又は加圧する第4工程とを有することで、シート4を熱成形して基材10に接着させるようにした。
(もっと読む)
161 - 180 / 601
[ Back to top ]