
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
101 - 120 / 601
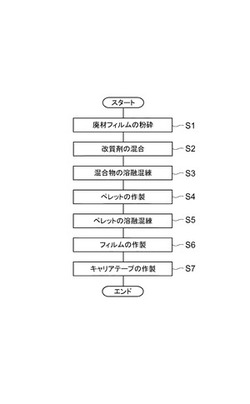
キャリアテープの製造方法
【課題】PET樹脂を含有する樹脂成形品から電子部品用のキャリアテープを良好に製造できるキャリアテープの製造方法を提供する。
【解決手段】キャリアテープ1の製造方法は、ポリエチレンテレフタレート樹脂を主として含有する樹脂成形品を粉砕する工程と、粉砕した樹脂成形品に対して、メタクリル酸グリシジル又はその重合体を主成分とする改質剤を0.75〜1.5重量%加えて混合し、混合物を生成する工程と、混合物を溶融混練して溶融混練物を生成し、溶融混練物からペレットを作製する工程と、ペレットを溶融し、270〜280℃にて押出成形してフィルムを作製する工程と、フィルムを加工して電子部品用のキャリアテープを作製する工程と、を有する。
(もっと読む)
真空成形用化粧シート

【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの加熱時引張強度が4〜20Nであり、かつその厚さが60〜200μmであることを特徴とする真空成形用化粧シート。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリエステルフィルムからなり、透明樹脂層がポリオレフィンフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、かつ100℃で15分間の加熱後の加熱収縮率が3.2%以下であることを特徴とする真空成形用化粧シートである。
(もっと読む)
裏面加飾用積層シート、裏面加飾体及び裏面加飾体の製造方法
【課題】 透明性を有する被着体裏面に貼付し該被着体表面側から視認可能な凹凸を有し、深み感や奥行き感に優れる加飾を施すことの可能な裏面加飾用積層シートを提供する。
【解決手段】 接着層を有しJIS−K7136で測定されるヘイズ値が60%未満である熱収縮性樹脂シート面に赤外線吸収インキなどで絵柄を設けてなり、保持した状態で、該熱収縮性樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射することで、前記部位Aと部位Bとに膜厚差が発現してなることを特徴とする、裏面加飾用積層シート。
(もっと読む)
車両用表皮材及び車両用表皮材の製造方法
【課題】第一の表皮材である表皮材と、第二の表皮材である加飾部材を貼り合わせる際のエア溜り、浮き発生の防止、剥離等外観に影響する要因を少なくすることのできる車両用表皮材及び車両用表皮材の製造方法を提供することにある。
【解決手段】車両用シートに用いられる車両用表皮材10であって、車両用シートの少なくとも着座部を被覆する第一の表皮材11と、この第一の表皮材11の表面側に露見する部分を有し、第一の表皮材11に埋設され一体に接合された第二の表皮材12と、を備え、第二の表皮材12の裏面側に通気手段12bを形成した。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材2上に装飾層3、接着層4、及び透明樹脂層5をこの順に積層してなる真空成形用化粧シート1であって、基材2がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該装飾層3を構成するインキにおける樹脂固形分に対する顔料の比率が0.3〜1.5であることを特徴とする真空成形用化粧シートである。
(もっと読む)
紙製密封容器の成形装置
【課題】バリア性、耐水性、レトルト耐性等の機能に優れた紙製密封容器の成形装置を提供すること。
【解決手段】紙箱に樹脂フィルムを積層接着する紙製密封容器の成形装置であって、紙箱の内側面のほうに配置される雄型と、雄型の紙箱内側面との接触面に配設され、雄型と紙箱内側面の間の空気を吸引する雄型中央吸引部と、雄型の紙箱のフランジ周囲を取り囲む部分に配設され、加熱軟化された樹脂フィルムと紙箱外側面の間の空気を吸引する雄型周囲吸引部と、雄型を加熱する加熱手段と、紙箱の外側面のほうに配置され紙箱を収容する凹部を有する雌型と、雌型の凹部の内部に圧縮空気を供給可能な圧空射出部と、雌型の凹部の開口部付近に配設され、凹部の開口部付近と奥部の間を往復運動可能で、樹脂フィルムを紙箱の底部外側面に接着させる底部押さえアシストとを具備することを特徴とする紙製密封容器の成形装置。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
凹凸模様を有する真空成形体の製造方法及び樹脂容器
【課題】 凹凸模様を有する真空成形体を再現よく得る方法を提供する。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
射出成形用加飾シート、加飾成形品、及び射出成形同時加飾方法
【課題】 シート表面及び内面の凹凸による視覚的な凹凸模様の立体意匠感を表現する。また、真空成形してもその意匠感が消失しない様にする。また、その意匠感が消失しない加飾成形品、射出成形同時加飾方法を提供する。
【解決手段】 透明樹脂基材シート1の裏面に光輝性層2を積層し、表面は高光沢領域Hと低光沢領域Lとに区画され、厚みは高光沢領域で厚く低光沢領域で薄くすることで、高光沢領域及び低光沢領域に対応した凹凸模様を視覚的に発現させる。この基材シートの厚薄で、高光沢領域は裏面方向に凸なる凸出部pとなっている。この基材シートは結晶性樹脂と非結晶性樹脂の2層で融点と軟化温度が特定関係のものがより良い。この加飾シートを被着体に積層したのが加飾成形品である。射出成形同時加飾方法は、この加飾シートを用いて予備成形有りで樹脂成形物の被着体に積層一体化する。
(もっと読む)
気泡シート、その製造方法及び製造装置
【課題】表示領域として最も適切な突起頂面に対向する領域に、鮮明な識別表示が付された気泡シートを提供することができる。
【解決手段】外周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されたキャップフィルム11と、キャップフィルム11に熱融着され、突起内の空気を封止するバックフィルム12と、を備える気泡シート10bであって、キャップフィルム11の突起11a頂面と対向するバックフィルム12面に、凹設及び/又は凸設形成された所定の識別表示12aを備える構成としてある。
(もっと読む)
熱成型品
【課題】耐熱性等に優れるポリ乳酸の熱成型品を提供する。
【解決手段】ポリイソシアネートによりアミド結合を介して鎖延長されたポリ乳酸を含むステレオコンプレックスポリ乳酸の熱成型品である。
ステレオコンプレックスポリ乳酸としては、L−乳酸を主成分とするポリL−乳酸(a−1)とD−乳酸を主成分とするポリD−乳酸(a−2)を含有する組成物を、ポリイソシアネートと反応させて得られたアミド結合を有するポリ乳酸樹脂(A)などの熱成形品である。
(もっと読む)
ポリスチレン系樹脂組成物、ポリスチレン系樹脂発泡シート、積層シート、及び、包装用容器
【課題】トリミングロスなどの端材をリサイクル原料として利用しながらもポリスチレン系樹脂発泡シートなどの発泡成形品の形成に適したポリスチレン系樹脂組成物を提供し、ひいては、資源消費の削減に対する要望を満足させうる積層シートと包装用容器とを提供すること。
【解決手段】ポリスチレン系樹脂発泡シートの少なくとも一面側にポリオレフィン系樹脂フィルムが積層されてなる積層シート、該積層シートを熱成形した成形品、並びに、熱成形した積層シートから前記成形品が取り除かれた後の端材の内の1つ以上からなるリサイクル原料を含み、スチレン−エチレン/ブチレン−スチレンブロック共重合体、スチレン−エチレン/プロピレン−スチレンブロック共重合体の一方、又は、両方からなる相溶化剤をさらに含有することを特徴とするポリスチレン系樹脂組成物などを提供する。
(もっと読む)
カバー部材の真空成形方法及び真空成形装置
【課題】カバー部材の変形を防止し、且つ、材料歩留まりを良くする。
【解決手段】加飾シート材5の外周縁を把持する環状のクランプ部71を有するクランプ装置7と、基材3の表面形状に対応するとともに複数の真空引き孔82aが貫通形成された成形面82を有する成形型8を用意する。クランプ装置7のクランプ部71及び加飾シート材5を加温して軟化させる。成形面82に軟化した加飾シート材5を圧接させ、その状態で加飾シート材5を真空引き孔82aから吸引して成形面82に沿わせることにより基材3の表面形状に沿うカバー部材4を真空成形する。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
吸水性発泡成形品の製造方法
【課題】吸水孔の穿設された樹脂発泡シートの成形性向上を図ること。
【解決手段】連続気泡層を有する樹脂発泡シートの少なくとも一面側から、前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程を実施した後に、該樹脂発泡シートを2次発泡させて熱成形する吸水性発泡成形品の製造方法であって、前記樹脂発泡シートの2次発泡を前記吸水孔形成工程に連続して実施することを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
発泡成形体の製造方法、及び発泡成形体
【課題】金型から発泡成形体を取り出した後のバリ取りを容易に行う。
【解決手段】本発明の発泡成形体の製造方法は、下記(1)〜(3)を満たすような配合で混合された混合樹脂に、発泡剤を加えて混練した樹脂を発泡パリソン10として押し出し、分割金型2の間で挟み込んで成形するものである。(1)長鎖分岐構造の高密度ポリエチレンを含むポリエチレン系樹脂を50〜90wt%含有する。(2)長鎖分岐構造のポリプロピレンを10〜50wt%含有する。(3)前記長鎖分岐構造の高密度ポリエチレンの配合割合をX(wt%)、前記長鎖分岐構造のポリプロピレンの配合割合をY(wt%)としたときに、X+2Y≧60を満たす。
(もっと読む)
薄肉の中間成形品の製造方法
【課題】PPSの結晶化度を低く抑えることで二次加工が容易になり、製造効率を高めることで、二酸化炭素の排出量の減少ができる、好適な薄肉の中間成形品の製造方法を提供する。
【解決手段】非晶状態のポリフェニレンスルフィド(PPS)を含む樹脂組成物からなるシートを得る工程、前記シートをPPSのガラス転移温度(Tg)+20℃以上の温度から、冷結晶化温度(Tcc)+10℃以下の温度に予熱する工程、予熱したシートを10〜150℃に設定した金型内に入れて熱成形した後、さらに前記温度範囲で保持してPPSの結晶化度が20%以下である薄肉成形品を得る工程、有している薄肉の中間成形品の製造方法。
(もっと読む)
吸水性発泡成形品の製造方法
【課題】製造される吸水性発泡成形品の吸水率を従来の吸水性発泡成形品よりも向上させ得る吸水性発泡成形品の製造方法を提供すること。
【解決手段】連続気泡層を有する樹脂発泡シートの表面に樹脂フィルムをラミネートしたフィルム積層発泡シートに前記樹脂フィルム側から該樹脂フィルムを貫通して前記連続気泡層に至る複数の吸水孔を穿設する吸水孔形成工程と、該吸水孔の形成されたフィルム積層発泡シートを2次発泡させる2次発泡工程と、該2次発泡工程後のフィルム積層発泡シートを熱成形する熱成形工程とを実施する吸水性発泡成形品の製造方法であって、前記樹脂フィルムとして延伸フィルムを用いるとともに前記吸水孔の穿設においては、該穿設に用いる刃によって前記延伸フィルムの一部を破断させ、該破断した断片を吸水孔の底部に侵入させることを特徴とする吸水性発泡成形品の製造方法を提供する。
(もっと読む)
101 - 120 / 601
[ Back to top ]