
Fターム[4F208MA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,472) | 真空成形 (601)
Fターム[4F208MA01]に分類される特許
21 - 40 / 601
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
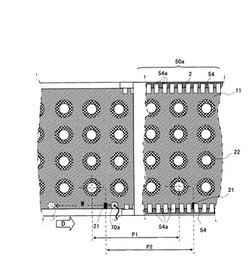
樹脂製熱伝達ユニットの製造方法

【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
燃焼化学気相蒸着装置及び加飾品の製造方法
【課題】イトロ処理などの燃焼化学気相蒸着で表面改質が行われる被加飾体への異物の付着を防止し、歩留まりを向上させた加飾品の製造装置を提供する。
【解決手段】被加飾体である蓋部材103をワークとして、移動テーブル30がワークをスライダーに沿って移動させる。バーナー21は、移動テーブル30の上方に取り付けられており、下方を移動するワークに向かって、改質剤化合物の入っている火炎をあてる。吸気部40は、移動テーブル30の下方に中空の台座32の開口部32aを有しており、バーナー21及び移動テーブル30の下方に向かってブロアー41により行う。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】ポリ乳酸樹脂に十分な二次加工性を与えることができる添加剤を含有し、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供すること。
【解決手段】ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
(もっと読む)
内装品の真空成形方法及び内装品の真空成形装置
【課題】
表皮の原反の寸法短縮をしても、把持手段が型と接触する虞がないとともに、表皮のコスト低減を行うことができる内装品の真空成形方法及び内装品の真空成形装置を提供する。
【解決手段】
クランプ具450は基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置と両型に干渉しない待避位置間を移動可能に自在に設けられている。基材側真空吸引型100、表皮側真空吸引型200に干渉可能な位置から待避位置へ移動する際に、クランプ具450により把持されるとともにヒータにより加熱された表皮Hはクランプ具450により延伸された後、真空成形される。
(もっと読む)
熱成形装置及びその温調ユニット
【課題】熱成形装置において加熱部への配線を少なくすることを課題とする。
【解決手段】熱成形を制御する主制御部2が設けられた第一の場所L1とは別の第二の場所L2に温調ユニット100が設けられ、この温調ユニット100は、温度検出部(69)毎の温度目標T1を入力する温度目標入力手段U11と、複数の加熱部(79)を駆動する駆動出力部U12と、加熱部(79)毎の温度検出部(69)で検出される検出温度T2を入力するための検出温度入力部U13と、加熱部(79)毎に入力対象の温度検出部(69)から検出温度入力部U13へ入力される検出温度T2を前記入力された温度目標T1に近付けるように駆動出力部U12から制御対象の加熱部(79)への出力を制御する温度制御手段U14とを備える。
(もっと読む)
熱板を用いた熱成形装置及び熱成形方法
【課題】熱板を用いた省エネルギー型の熱成形の技術を提供することを課題とする。
【解決手段】熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形装置1において、前記熱板60の外周60cが断熱材110で囲まれている熱成形装置1。また、熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形方法において、前記熱板60の外周60cを断熱材110で囲み、該熱板60で前記シートS1を接触加熱した後、該シートS1を前記成形手段20により成形する熱成形方法。
(もっと読む)
熱成型用シートの製造方法、熱成型用シート、及び成型物
【課題】 導電性に優れた成型物が得られる熱成型用シートの製造方法と熱成型用シート、及び該シートを用いて製造される成型物を提供する。
【解決手段】 熱可塑性樹脂シート上に、銅粉末、バインダー樹脂、硬化剤及び溶剤を主成分とする銅ペーストを用いて塗膜を形成し乾燥させることにより銅粉末含有塗膜を形成した後、銅粉末含有塗膜上に無電解銅めっきを施すことで、熱成型用シートが得られる。該シートを用いて熱成型を行うことにより、導電性が良好な成型物が得られる。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの成形装置において、熱媒体を噴射するか又は赤外線を照射する手段により、成形型に固定されている樹脂シートの賦形体の加熱と冷却の少なくとも一方を行うように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料によりなる表面層と、この層の全展開面に広がる発熱手段か、又はこの層の展開面方向の熱移動を促進する手段を有する構成のものを用いる。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
成型物の製造方法及び成型物
【課題】 導電性に優れた成型物を得ることができる成型物の製造方法を提供する。
【解決手段】 本発明の製造方法によれば、熱可塑性樹脂シート上に銀粉末、バインダー樹脂、及び溶剤を主成分とする銀ペーストを用いて塗膜を形成し乾燥させることにより銀粉末含有塗膜が設けられた熱成型用シートに、酸処理を施した後に熱成形を行う、又は該熱成型用シートを熱成型して得られた成型物に酸処理を施すことにより、導電性が良好な成型物が得られる。本発明で得られる成型物は導電性が優れるだけでなく、成型性や生産性が良好である。そのため、本発明の成型物は電磁波遮蔽機能が必要とされる成型物や導電回路付き成型物に用いられる。
(もっと読む)
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの加熱板による予熱と圧空成形を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、加熱板の上昇離反後に成形型の上部に対して上記冷却手段を進退させるか、又は成形型を上記冷却手段の下部に進退可能にして、上記冷却手段から冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含む構成のものを用いる。
(もっと読む)
樹脂成形品の成形方法及び樹脂成形品
【課題】芯材と樹脂シートとの溶着強度を向上させることが可能な樹脂成形品の成形方法を提供する。
【解決手段】発泡体からなる芯材(102)を、溶融状態の少なくとも2枚の樹脂シート(101)で挟み込んで積層してなる樹脂成形品(100)の成形方法であり、樹脂シート(101)は、繊維状フィラーを含有しており、芯材(102)の表面を樹脂シート(101)の熱で溶融させながら、芯材(102)と樹脂シート(101)とを溶着し、芯材(102)と樹脂シート(101)とを金型で型締めし、樹脂成形品(100)を成形する。
(もっと読む)
一体成形体の製造方法及び一体成形体
【課題】結晶性熱可塑性樹脂と添加剤とを含む溶融樹脂組成物から構成される成形体の表面に、添加剤を含有しない結晶性熱可塑性樹脂から構成される結晶性樹脂層を、充分に密着させることができ、且つ、結晶性熱可塑性樹脂から構成される結晶性樹脂層のもととなる立体シートを、真空成形法で成形する技術を提供する。
【解決手段】結晶化度が20%以下のPPS樹脂(ポリフェニレンサルファイド樹脂)から構成される立体シートを、射出成形用金型内に配置し、PPS樹脂の溶融温度以上の溶融樹脂組成物を前記射出成形用金型内に射出し、一体成形体を製造する。
(もっと読む)
立体型の飾り物が形成された人工ネイルの製造方法
【課題】立体型の飾り物が形成された人工ネイルの製造方法を提供する。
【解決手段】立体型の飾り物と文様とを含んだデザインをベース基材に形成するデザイン段階S10と、爪の形状が複数個形成された真空成形モールドに供給されたベース基材を吸着させる本体成形段階S20と、吸着されたベース基材をそれぞれの人工ネイルの形状に切断して人工ネイル本体を形成する切断段階S40と、を含み、デザイン段階S10は、ベース基材に文様を印刷する平板印刷段階と、文様の形成位置に文様の形状に光が透過されるように透明の立体型の飾り物を設ける立体型飾り物形成段階と、を含む。
(もっと読む)
真空圧空成形または真空成形により一体化された構造体、およびその製造方法
【課題】難接着性材料であるポリオレフィン系樹脂を用いた基材、特に深絞り形状などの三次元形状を有する成形品に、真空圧空成形または真空成形によって装飾シートが適用された、優れた外観を有する構造体、およびその製造方法を提供する。
【解決手段】本開示による構造体は、表面層、およびプロピレン単位を25質量%〜100質量%有するポリマーを含有する接着層を含む装飾シートと、プロピレン単位を25質量%〜100質量%有するポリマーを含有する基材とが、真空圧空成形または真空成形により一体化されている。
(もっと読む)
21 - 40 / 601
[ Back to top ]