
Fターム[4F208MB11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,252) | 予め形成された挿入物等との一体化成形 (205)
Fターム[4F208MB11]の下位に属するFターム
絵付け、ラベリング (60)
Fターム[4F208MB11]に分類される特許
41 - 60 / 145
樹脂フィルム、それよりなる加飾フィルム並びに加飾成形品
【課題】耐加水分解性に優れ、かつ環境にも配慮した加飾フィルムを良好な作業環境のもとで提供することのできる樹脂フィルム、この樹脂フィルムに意匠層を備える加飾フィルム、この加飾フィルムと成形体とを積層一体化した加飾成形品およびその製造方法を提供すること。
【解決手段】脂肪族ポリエステルを含む樹脂フィルムであって、該脂肪族ポリエステルに、カルボジイミド基を1個有しその第一窒素と第二窒素とが結合基により結合されている環状構造を少なくとも含む化合物(C成分)を含み、且つMD方向、TD方向におけるフィルム破断伸度100〜1000%、100%伸張時応力(100℃測定値)が0.1〜25MPaの範囲にあり、さらに略非結晶状態である樹脂フィルムを加飾フィルムの基板として用いる。
(もっと読む)
表皮材の貼り付け方法
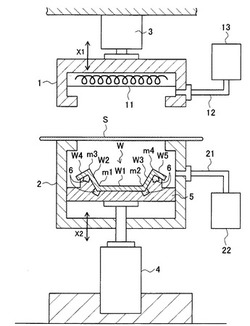
【課題】3次元形状の基材表面の任意の位置で表面意匠(色合い、色柄、絵柄等)が変化する部材の製造に際し、基材の所望位置に表皮材の意匠変化位置が精緻に位置決めされて貼り付けられた部材を製造することのできる、表皮材の貼り付け方法を提供する。
【解決手段】基材Wの表面に表皮材Sを貼り付ける表皮材の貼り付け方法であって、下チャンバー2に配された磁性体6を具備する治具5上に基材Wを載置し、上チャンバー1と下チャンバー2を型閉めして双方のチャンバー1,2で磁性領域7を具備する表皮材Sを挟み込み、表皮材Sによって上チャンバー空間K1と下チャンバー空間K2を画成し、表皮材Sを加熱して軟化させた状態で、下チャンバー空間K2を真空引きし、上チャンバー空間K1を加圧することで、表皮材Sの磁性領域7を磁性体6に磁気吸引させて該表皮材Sを基材Wに貼り付ける。
(もっと読む)
積層成形品の成形方法並びに成形金型

【課題】樹脂芯材表面に表皮を真空貼りしてなる積層成形品の成形方法並びに成形金型であって、成形上型と表皮との先当たりを防止することで、外観性能を高める。
【解決手段】成形下型60の外周にシール用側壁68を配設し、成形上下型50,60を型締めする前段階において、表皮22の周縁部分をシール用側壁68でシールした状態で表皮22を成形下型60の型面形状に真空成形により馴染ませる。従って、成形上下型50,60の型締め時、表皮22に成形上型50が先当たりすることがない。
(もっと読む)
熱形成により任意の形状のコアを塗装するための方法、その実施のための自動機械及びそのような方法により得られた、仕上げられた製品
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
樹脂積層板の製造方法
【課題】製造効率および製品品質を確保しつつ、十分な軽量化、薄肉化を達成可能な樹脂積層板の製造方法を提供する。
【解決手段】2枚の溶融状態の熱可塑性樹脂製シート120A、120Bを互いに所定間隔を隔てて、環状ピンチオフ部のまわりにはみ出す形態で、一対の金型の間に位置決めする段階と、一方のシートと、一方のシートの外表面に対向する一方の金型のキャビティとの間に密閉空間を形成する段階と、一方の金型の側から前記密閉空間を吸引して、一方の金型のキャビティに対して一方のシートの外表面を押し当てることにより、一方のシートを賦形して、凹部を形成する段階と、一対の金型を型締めして、2枚の溶融状態の熱可塑性樹脂製シートの周縁同士を、および一方のシートに形成された凹部の頂部を他方のシートの内表面に、溶着する段階と、を有し、両シートの厚みが実質的に等しい樹脂積層板を製造することを特徴とする樹脂積層板の製造方法。
(もっと読む)
表皮付発泡成形体の製造方法及び表皮付発泡成形体
【課題】軽量でありながら、強度が優れる表皮付発泡成形体の製造方法及び表皮付発泡成形体を提供すること。
【解決手段】本発明は、発泡成形体31と、該発泡成形体31の一面に貼着された繊維表皮材21とからなる表皮付発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソン20とする押出工程と、該発泡パリソン20と、繊維表皮材21とを分割金型13で挟み込んで密閉することにより、発泡パリソン20と繊維表皮材21とを密着させると共に、発泡パリソン20の向かい合う内壁面同士を密着させる型締工程と、型締工程が施された後、分割金型13内の空気を吸引して減圧する吸引工程と、を備える表皮付発泡成形体40の製造方法である。
(もっと読む)
ステアリングリム加飾装置及びステアリングリムの加飾方法
【課題】溝形加飾ピースを熱軟化させる際にリム部が受ける熱を抑制することが可能な防止することが可能なステアリングリム加飾装置及びステアリングリムの加飾方法を提供することを目的とする。
【解決手段】本発明のステアリングリム加飾装置10は、溝形加飾ピース300を、ステアリングホイール200のリム部202ではなく、加飾ピース保持蓋60にて保持する。ステアリングホイール200を保持したワーク収容器12の開口12Aを、溝形加飾ピース300を保持した加飾ピース保持蓋60によって閉塞して、溝形加飾ピース300を熱軟化させかつ溝形加飾ピース300内にリム部202の一部(上側円弧部202A及び下側円弧部202B)を挿入しかつワーク収容器12内を負圧状態にすると、ワーク収容器12の内外の圧力差により、溝形加飾ピース300がリム部202の一部に密着して加飾が行われる。
(もっと読む)
加飾フィルム、加飾フィルムの製造方法及び加飾成型品
【課題】クリヤー層の硬化性、特に表面硬化性に優れ、さらに加工性、外観に優れる加飾フィルムを提供する。
【解決手段】ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗膜層が積層されてなる加飾フィルム、ポリグリコール酸シート層上に活性エネルギー線硬化性クリヤー塗料組成物を塗布して活性エネルギー線硬化性クリヤー塗膜層を積層する工程を有する加飾フィルムの製造方法、及び該加飾フィルムを用いて成型物に加飾してなる加飾成型品。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】一対のローラーにより熱可塑性樹脂製シートの厚み調整をするに際し、成形効率を確保しつつローラーの外表面とシートの表面との間の滑りを防止する一方、二次成形に適した状態を保持しながら、シートのローラーの外表面による巻き付きを防止することが可能な樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置を提供する。
【解決手段】Tダイ28の押出スリット34から単位時間当たり所定押出量を間欠的に、かつ所定の厚みにて所定押出速度で下方に押し出された溶融状態のシートをそのシート温度より低い表面温度に設定され、外表面に凹凸状のシボを設けた一対のローラー30A,30Bで挟み込み、所定押出速度以上の速度で下方へ送り出し、シートと金型32A,32Bとの間に形成された密閉空間を減圧、および/または加圧によって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 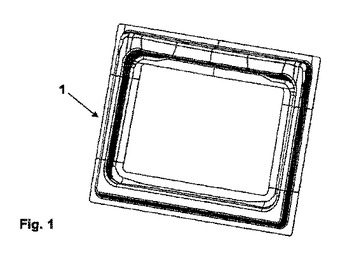 (もっと読む)
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
車両用内装部品の製造方法
【課題】 本発明は、樹脂基材と表皮材の間の残留応力を減らして変形を防ぎ、また、表皮材の破断や透けの生じない車両用内装部品の製造方法を提供することを目的とする。
【解決手段】 樹脂基材と表皮を積層して成形する車両用内装部品の製造方法であって、樹脂基材2を加熱して軟化させる基材加熱工程と、基材加熱工程において加熱され軟化した樹脂基材2に、表皮4を積層して加熱するラミネート工程と、ラミネート工程において加熱軟化された樹脂基材2と表皮4の積層体を、所望の形状に成形する成形工程と、を備えることを特徴とする。さらに、ラミネート工程は、樹脂基材2に表皮を積層し、圧力を加えながら加熱することにより、樹脂基材に表皮を密着させることを特徴とする。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
車両用内装部品の製造方法および装置
【課題】 本発明は、シボ模様など均一で美麗な装飾模様を保持した状態で表皮を貼着することが可能な車両用内装部品の製造方法および装置を実現することを課題とする。
【解決手段】 凸面を有する形状に成形された樹脂芯材に表皮を貼着する車両用内装部品の製造方法であって、樹脂芯材を真空成形型に装着する芯材装着工程と、真空成形型に装着された樹脂芯材を表皮に当接させる芯材当接工程と、真空成形型の内部を減圧することにより、表皮を樹脂芯材に貼着する表皮貼着工程と、を有し、芯材当接工程は、真空成形型を傾斜させて樹脂芯材の凸面の肩部を表皮に先当たりさせることと、さらに、表皮貼着工程は、真空成形型の傾斜角を減少させながら表皮の貼着面を広げることを特徴とする。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接水分を供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型3と、成形型3の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面に液状の水分を供給して離型を促進する水分供給部8と、水分供給部8に接続される水分供給系7と、を備え、水分供給部8は、水分供給系7から供給された水を噴出する複数の噴出孔であることを特徴とする。
(もっと読む)
椅子用クッションの成形方法及び椅子
【課題】表皮と弾性フォームと基板で構成される椅子用クッションにおいて、基板を予め成形する必要がなく、全体の成形が容易で、約5〜25mm程度の厚さに成形できる椅子用クッションの成形方法及びその成形方法により製造されたクッションを備えた椅子を提供する。
【解決手段】表皮材5と弾性フォーム材6を接着する。この弾性フォーム材6の裏面に基板材7を接着する。得られた表皮材5と弾性フォーム材6と基板材7の貼り合わせ体8を、基板材7が軟化する温度まで加熱する。その後、この貼り合わせ体8を真空成形装置の型9にセットする。この型内に、真空作用を作用させ、貼り合わせ体を型内に引き込み、基板材7を基板4の形に賦形するとともに表皮2と弾性フォーム3と基板4が一体となった椅子用クッションを作る。
(もっと読む)
フィルム加飾成形品のフィルム端末トリミング方法及び装置
【課題】 真空成形によって製造されるフィルム加飾成形品において、その下端からはみ出しているフィルム端末を正確且つ能率よく切除し得るトリミング加工を提供する。
【解決手段】 真空成形装置の受治具1を支持台3とこの支持台3上に隙間4を介して成形品Aを上載させる受台2とから構成して、成形品Aの表面から外周面に亘って加飾フィルムBを貼着したのち、上記隙間4にカッタ5を挿入して成形品Aの外周面下端からはみ出している加飾フィルムBの中間部を全周に亘って切除する一次トリミング加工を施し、次いで、上記受台2を装置外の刃物台6上に移載させたのち、受台2を刃物台6に設けているコイルスプリング8に抗して押し下げることにより、加飾フィルムBの下端を刃物
6の上面外周部に突設したトムソン刃7により切除する二次トリミング加工を施す。
(もっと読む)
物品の外傷防止用保護カバーの製造方法
【課題】廉価かつ簡便に製造することができる物品の外傷防止用保護カバーの製造方法を提供する。
【解決手段】0.1MPaにおける沸点がシートを構成する熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を沸騰させ、前記液状物で前記シートを加熱し、軟化した該シートを前記物品に圧接し、さらに前記液状物で前記シートを加熱しながら前記物品と接する反対面から前記シートを押圧する0.1MPaにおける沸点が熱可塑性樹脂のビカット軟化点より高く物品の耐熱温度より低い液状物を加熱し、該液状物から熱可塑性樹脂からなるシートに伝熱により加熱し、軟化したシートを物品に圧接し、液状物でシートを加熱しながら物品と接する反対面からシートを押圧する。液状物としては、水又は熱媒体油が好適である。
(もっと読む)
41 - 60 / 145
[ Back to top ]