
Fターム[4F208MB11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,252) | 予め形成された挿入物等との一体化成形 (205)
Fターム[4F208MB11]の下位に属するFターム
絵付け、ラベリング (60)
Fターム[4F208MB11]に分類される特許
101 - 120 / 145
発泡複合品の製造方法と製造された発泡複合品
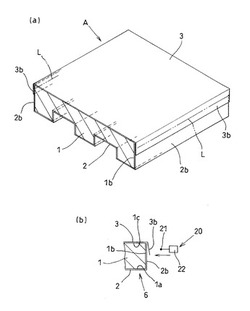
【課題】発泡樹脂成形品である基材1の一方の面が第1表皮シート2により被覆され、他方の面が第2表皮シート3により被覆されている発泡複合品Aにおいて、2枚の表皮シートの熱融着部を平坦面として取り扱いの不自由さをなくす。
【解決手段】真空成形法および/または圧空成形法により基材1の被覆した第1表皮シート2と第2表皮シート3の重なり合う領域2b,3bを第2表皮シート3b側から加熱して、両者を第1表皮シート2bの外面と第2表皮シート3bの内面との間で熱融着する。
(もっと読む)
真空成形方法及びその装置

【課題】 基材の表面が表皮で覆われる製品を真空成形する際に、不必要な表皮を省略できるようにして、コスト削減を図ることを目的とする。
【解決手段】 本発明に係る真空成形方法は、基材側吸引型11と表皮側吸引型12とを型締めすることにより、基材14とその基材14の表面を覆う表皮25とを両吸引型11,12に収納し、表皮側吸引型12で表皮25の吸引を行なってその表皮25を成形し、基材側吸引型11で基材14の通気部を介して表皮25の吸引を行なって表皮25を基材14の表面に密着させる真空成形方法であって、基材14の表面を部分的に覆う構成の表皮側吸引型12と基材側吸引型11とを型締めする際、表皮側吸引型12の端縁部分12pで表皮25を介して基材14の表面を押圧し、その表皮25を利用して表皮側吸引型12の端縁部分12pと基材14との間をシールする。
(もっと読む)
熱成形用艶消しアクリル樹脂フィルム状物、熱成形用艶消しアクリル樹脂フィルム状物の製造方法、および、この熱成形用艶消しアクリル樹脂フィルム状物を含む積層体
【課題】 従来にはない意匠性を発現し、取り扱い性が良好であり、インサート成形またはインモールド成形を施し、深絞り形状に成形した場合でも、艶消し層に割れが発生せず、車輌用部材の加飾フィルムに必要とされる耐擦傷性、表面硬度、耐薬品性、耐熱性、艶消し性、および耐熱黄変色性を有する熱成形用艶消しアクリル樹脂フィルム、およびこれらを基材に積層した積層体を提供すること。
【解決手段】 アクリル樹脂フィルム基体の面上に、艶消し剤とバインダー樹脂を含有する塗料を塗工し、最外層に艶消し層を形成した熱成形用艶消しアクリル樹脂フィルムであって、艶消し層側の動摩擦係数が0.23以下である艶消しアクリル樹脂フィルムを用いる。
(もっと読む)
表皮のトリムカット用金型
【課題】芯材表面に表皮を真空成形により一体貼着し、表皮のトリムカットラインに沿ってカット処理する表皮のトリムカット用金型において、カット刃のカット性能を高める。
【解決手段】表皮12のトリムカットラインに沿ってカット処理するトリムカット用金型20は、芯材11をセットする真空吸引機構を備えた成形下型30と、カット刃43を備えた上型40とから構成され、カット刃43に対応する成形下型30には、カット用溝部36が開設され、このカット用溝部36は、成形下型30の型面から上方に隆起する隆起部37に沿って開設され、表皮12のカット刃43によりカットする際、表皮12にテンションが加わり、カット用溝部36内に表皮12が引き込まれることを回避する。また、隆起部37の表面に滑り止め用ラバー層38をコーティング処理することでカット性能をより高めることができる。
(もっと読む)
深絞り成形容器およびそれを用いた包装体
【課題】 例えば医薬品のように構成成分が重視される内容物の輸送・保管に特に好適に使用することのできる深絞り成形容器およびそれを用いた包装体を提供する。
【解決手段】 本発明に係る深絞り成形容器10は、外側から、少なくとも、成形性を有する樹脂のフィルム6と、バリアー性及びヒートシール性を有する樹脂層2とを接着層4を介して順次に積層してなる深絞り用包装材料を真空・圧空成形してなる深絞り成形容器であって、前記のバリア−性及びヒ−トシ−ル性を有する樹脂層2が、エチレン・ビニルアルコール共重合体、またはポリアクリロニトリルからなることを特徴とする。
(もっと読む)
表皮シート付き発泡樹脂成形品とその製造方法
【課題】基材の表面形状が3次元的にうねったような曲面を持つ発泡樹脂成形品1であっても、基材の強度低下を招くことなく、熱可塑性樹脂である表皮シート4をその表面形状に追従した状態で、容易かつ確実に熱接着できるようにする。
【解決手段】表皮シート4を熱接着する基材(発泡樹脂成形品)1として、縁部の少なくとも2箇所に連通している凹条3が表面全面にほぼ等しい分布で形成されているものを用いる。それを真空引きできるテーブル10の上にセットし、加熱軟化した表皮シート4を発泡樹脂成形品の凹凸模様(凹条3)が施されている面側に配置した状態で、テーブル10の下方から真空引きする。
(もっと読む)
複合成形体の製造方法
【課題】 樹脂フィルムの結晶化を促進できるとともに耐熱性を付与することができ、且つ生産性に優れる複合成形体の製造方法を提供すること。
【解決手段】 本発明の複合成形体の製造方法は、予め成形された成形体本体10を熱成形機7内に配し、熱成形機7内で所定温度に加熱又は維持された成形体本体10に樹脂フィルム11を熱成形することで積層し、成形体本体10と樹脂フィルム11とを複合化する。成形体本体10と樹脂フィルム11とを積層させた状態で樹脂フィルム11の結晶化処理を行う。
(もっと読む)
成形天井の製造方法
【課題】裏面にルーフダクトを取り付けてなる成形天井の製造方法であって、設備を簡素化し、かつ工数を短縮化するとともに、ルーフダクトの寸法上の制約を緩和する。
【解決手段】ルーフダクト20を裏面所定位置に取り付けてなる成形天井10の製造方法であって、ルーフダクト20を所要形状に成形し、トリムカット処理後、周縁に沿う接合縁部21にホットメルト系接着剤22を塗工し、成形上型50の型面に保持した後、成形金型40内に加熱軟化処理した基材10aの原反シートS1を投入し、原反シートS1の余熱により、ルーフダクト20のホットメルト系接着剤22を溶融させて、成形上下型50,60の型締めにより成形天井10を絞り成形すると同時にルーフダクト20を一体化する。
(もっと読む)
モールド成形体及びその製造方法
【課題】 複数の金属体間の狭隘な隙間に均一な厚さの絶縁層を形成可能なモールド成形体及びその製造方法を提供するものである。
【解決手段】 本発明に係るモールド成形体30は、複数の板状金属体31,32の電気的絶縁などを目的として、板状金属体31,32を所定間隔で離間させた状態で各板状金属体31,32の周りを絶縁性ポリマで覆ってなるものであり、各板状金属体31,32の間に、融点がT1の絶縁性ポリマで構成されるスペーサポリマ部34を有し、それらのスペーサポリマ部34及び各板状金属体31,32の周りを、融点がT2(<T1)の絶縁性ポリマで構成されるモールド部33で覆ったものである。
(もっと読む)
車両用成形天井の製造方法
【課題】成形天井を成形した後に端材を不織布層にて表皮材から容易にはがすことができ、基材の端縁処理を簡単にすることで生産性を向上させる。
【解決手段】成形面が所要曲面に形成された成形型18,19に基材1を表皮材7とともにセットして加熱・加圧し該基材と表皮材とを接着させることにより成形天井20を製造する方法であって、基材と表皮材との間に成形後も該基材と表皮材とをはがれ易くする不織布層12を予め介在させ、成形天井の裏側から基材に切り込みを入れて該基材の端材1aのみを該不織布層にて表皮材からはがし、接着剤を該表皮材の端材をはがした部分に塗布し該表皮材を該基材の端縁に巻き込んで接着することで該端縁を該表皮材によって被覆する。
(もっと読む)
表皮型内成形方法及び表皮一体成形品の製造方法
【課題】 成形不良の発生を抑えて高い歩留まりを実現することが可能な表皮型内成形方法及び表皮一体成形品の製造方法を提供する。
【解決手段】 表皮一体成形品10の製造方法は、基材11の表面に沿って表皮材12を一体成形する成形工程と、成形工程後の表皮材12の端部を基材11の周縁に沿って切除するトリミング工程とを備える。成形工程では、下型30bの上に基材11及び表皮材12を順にセットした後、真空引きにより表皮材12を下方に押し付けながら、金型30を型閉めする表皮型内成形方法が実施される。該成形方法では、下型30bのクリップ座32,36と、基材11の裏面の係止爪17,19とよりなる位置決め手段により、基材11の表面が下型30bに対して高さ方向に位置決めされている。トリミング工程では、係止爪17を治具のクリップ部に係合させることにより、基材11が治具に対して高さ方向に位置合わせされている。
(もっと読む)
熱成形シ−ト用一軸延伸ポリプロピレンフィルム
【課題】 おかずトレ−等に成形される熱成形シ−トを構成するポリプロピレンフィルムにおいて、熱成形後の成形品の光沢が良好で、熱成形性が良く、基材シ−トとの密着性が良く、成形品が変形することが無いようにする。
【解決手段】 熱成形シ−ト用一軸延伸ポリプロピレンフィルムが、MFRが0.3〜12.0g/10分のポリプロピレン系樹脂からなり、フィルムの縦方向(MD方向)に3〜5倍延伸された後、熱固定されている。ポリプロピレン系樹脂が、プロピレン単独重合樹脂、エチレン含有量が2.0重量%以下のエチレン・プロピレンランダム共重合樹脂、又はプロピレン単独重合樹脂とエチレン・プロピレンランダム共重合樹脂とを混合したものであってエチレン含有量が2.0重量%以下の混合樹脂である。
(もっと読む)
摩擦材の熱成形方法及び熱成形用金型
【課題】 熱成形中に発生するガスを、効率よく排出できる摩擦材の熱成形方法と、この方法に使用する摩擦材の成形金型とを提供する。
【解決手段】 貫通した中空部6aを有する枠型6と、該中空部の一方側に配置された押し型5と、他方側に配置された受け型7とを有し、押し型5と受け型7の少なくとも一方が前記枠型6の中空部6a内を摺動自在な熱成形用金型を用い、摩擦材原料を前記枠型内に投入し、該摩擦材に前記押し型と受け型とにより圧力を加え、加熱して成形する。枠型6は複数個に分割され、熱成形中に前記押し型と受け型とにより加える圧力を減圧するとともに、前記複数個に分割された枠型を離反し、該離反した枠型の隙間から熱成形中に発生したガスを排出する。
(もっと読む)
折り返し装置及び折り返し方法
【課題】 表皮材の突出部を容易かつ短時間に、かつシワ等が生じることなく折り返すことができるようにすること。
【解決手段】 基材42上に表皮材43を重合させてなる成形天井材41を支持するための支持台11と、成形天井材41が支持台11上に支持された状態において、表皮材43の基材42からの突出部43aを基材42の端部が内包されるように折り返すための折り返し部材16とを備える。折り返し部材16を、昇降可能でかつ基材42に対して進退可能な第1把持部材22と、その第1把持部材22上に支持され、第1把持部材22との間に表皮材43の突出部43aを把持可能な第2把持部材23とにより構成する。第1把持部材22には、前進位置で下降することにより、基材42を内包した状態の表皮材43の突出部43aを基材42に対して押し付けるための押し付け面26を形成する。
(もっと読む)
プリフォーム、FRP成形体およびそれらの製造方法
【課題】湾曲もしくは屈曲している面を有する板状体を用いて、目標とする形状のプリフォーム、FRP成形体を容易にかつ安価に、しかも精度良く製造する。
【解決手段】湾曲もしくは屈曲している面を有する板状体の該面上に強化繊維プリフォームを配置し、好ましくは複数個に分割されたマンドレルを強化繊維プリフォームに沿わせて配置し、全体を密閉媒体で覆って内部を減圧することにより、強化繊維プリフォームを板状体の前記面に沿うように変形させて板状体に密着させることを特徴とする、プリフォーム、FRP成形体の製造方法、およびその方法により製造されたプリフォーム、FRP成形体。
(もっと読む)
紙及び合成樹脂からなる複合容器及びその製造方法
【課題】 本発明は、複合容器の製造工程だけで口部周縁部が鋭利になることを解消し、かつ、この口部周縁部の端縁から液体が染み込むのを防止した複合容器及びその製造方法を提供することを目的とする。
【解決手段】 本発明に係る複合容器1は、有底筒状の紙製容器2の内面から口部周縁部2aにかけて内容器3を形成する合成樹脂フィルムにて被覆されると共に、該内容器3を形成する合成樹脂フィルムにて口部周縁部2aにおける端縁を覆い包むように構成したものであり、この構成により、複合容器1の口部周縁部が鋭利になることを解消でき、かつ、口部周縁部の端縁が露出しないので、この口部周縁部の端縁から液体が吸収されるのを防止できる。
(もっと読む)
樹脂製パネルおよびその製造方法
【課題】 発泡体に補強材を保持させていて補強材の位置決めが的確にでき、ガタツキ防止や成形収縮による変形を起こすことがない樹脂製パネルを提供する。
【解決手段】 樹脂製パネル1は、表壁2と裏壁3および表壁2と裏壁3を繋ぐ周囲壁4からなる中空二重壁構造である。樹脂製パネル1の周囲壁4にはその全周に溶着部7を有する。中空部5内には中空部5内の空間と略同一形状に予め成形された熱可塑性樹脂からなる発泡体8を内装する。発泡体8は樹脂製パネル1の表壁2と裏壁3の内壁面に溶着されている。発泡体8には補強材9、9を配置するための収容部10、10が形成されている。補強材9、9は長尺状である。補強材9、9の両方の端部と周囲壁4との間には発泡体8が介在している。
(もっと読む)
容器形成装置、シート搬送装置、容器製造方法およびシート搬送方法
【課題】熱可塑性シートが薄くても、通気性容器基材に熱可塑性シートを積層接着した容器のオンライン製造を高速化させながら、外観が良好で高品質の容器を大量生産することを課題とする。
【解決手段】エアを吸引可能な収容面532にて容器基材V1を収容する収容部530を有する成形用型520と、熱可塑性シートS1を収容部530の周囲に押圧して保持可能な保持部材560と、収容面532から容器基材V1を通してエアを吸引して当該容器基材のシート積層面V11に積層接着させる成形機構600と、保持部材560に押圧保持された熱可塑性シートS1を切刃720により押圧して切断して容器V20を形成するトリミング機構700と、収容面532からエアが吸引されるときに熱可塑性シートS1と保持部材560との間の空間に生じる負圧を大気圧以下で解放する負圧解放手段800とを設けた。
(もっと読む)
内装材の製造方法及び金型装置
【課題】 表皮材の巻き込み部を芯材の背面側へ容易に折り返すことができるように表皮材を成形することができる金型装置を提供する。
【解決手段】上型30には、巻き込み部となるべき前巻き込み部6′を成形する副成形部34を形成する。下型20には、凹部24を形成する。凹部24は、副成形部34と対応し、かつ芯材2の端部が凹部24の側面を構成するように配置する。下型20の内部には、空気吸引孔25を形成する。空気吸引孔25の一端部は、凹部24に連通させ、他端部は負圧源(図示せず)に接続する。
(もっと読む)
複合成形品及びその製造方法
【課題】 高強度で、断熱性に優れた、さらに外観の凸凹が少ない複合成形品とその製造方法を提供する。
【解決手段】 熱可塑性樹脂を発泡成形して発泡熱可塑性樹脂からなるコア材20を形成し、熱可塑性樹脂を真空成形して非発泡熱可塑性樹脂からなる中間材40を形成し、コア材20と中間材40を勘合させて、勘合体50を形成し、勘合体50を真空成形の型として、勘合体50の上に、熱可塑性樹脂を一体成形して、非発泡熱可塑性樹脂からなる表皮材6を形成する、複合成形品60の製造方法。
(もっと読む)
101 - 120 / 145
[ Back to top ]