
Fターム[4F208MB11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の区分 (1,252) | 予め形成された挿入物等との一体化成形 (205)
Fターム[4F208MB11]の下位に属するFターム
絵付け、ラベリング (60)
Fターム[4F208MB11]に分類される特許
81 - 100 / 145
内装品の真空成形機及び真空成形方法

【課題】表皮材の熱溶融性接着剤が塗布された発泡層を基材に接着させる際に、接着させたくない基材領域或は発泡層が直接セットされる型面領域に対する非着用の前処理を不要にし得る内装品の真空成形機を提供する。
【解決手段】吸気路付きの基材がセットされる基材用凸状真空吸引型と、表皮全域の表面形状に対応する型面17bを有する表皮材用凹状真空吸引型17とを備え、表皮が接合され、熱溶融性の接着剤が塗布された熱可塑性の発泡層付きの扁平状表皮材が、基材に加温処理されてセットされた状態で型締めして双方の金型から真空吸引して、発泡層を基材に接着して表皮材10を賦形するようになった内装品の真空成形機において、分散形成される吸気路が実質上廃止された非着基材領域に対面する表皮材用凹状真空吸引型17の型面17bが、型締め状態での非着基材領域からの表皮材の厚み分よりも後退した後退面17aとして形成される。
(もっと読む)
熱可塑性樹脂の成型装置

【課題】 非加熱状態の金型を用いて、スタンピング方式での樹脂成型を可能にし、作業性を改善する。スタンピング方式を改良することで、複雑な立体形状の樹脂成型を可能にする。
【解決手段】立体成型品12の外殻部14を展開した形状の熱可塑性樹脂シート16を、軟化温度以上であって、溶融流動開始温度未満の温度に予備加熱し、非加熱状態の2以上の金型20で樹脂シート16全面を包囲して、展開した形状の樹脂シート16を折り曲げながら加圧成型して、立体成型品12を得る。常温の加熱しない金型を使用するので、プレス装置の加熱冷却制御が不要であり、成型後短時間で製品を取り出すことができる。従って、加熱プレス装置を使用する場合に比較して生産速度を十分に引き上げることができる。
(もっと読む)
パネル体、そのパネル体の製造方法及びそのパネル体製造装置
【課題】内部が中空となるように一体に固着された樹脂製の表壁と裏壁とを有する第1及び第2のパネル基材を具備し、該第1及び第2のパネル基材は、両パネル基材の表壁の上面が平坦となった使用状態から、その裏壁の側に回動できるように、インテグラルヒンジを介して回動可能に連結され、第1及び第2のパネル基材の表壁の表面には、表皮材が貼着されているパネル体において、第1及び第2のパネル基材が使用状態にあるときのパネル体の見栄えと使い易さを向上させる。
【解決手段】第1及び第2のパネル基材6,7が使用状態にあるとき、インテグラルヒンジ5に沿って互いに対向して延びる第1及び第2のパネル基材6,7の表壁8,13の端面10,11が、表皮材20を介して互いに当接しているように、第1及び第2のパネル基材6,7を形成する。
(もっと読む)
真空成形型及びそれを使用した真空成形方法
【課題】簡単な構成で深絞り部における表皮材の擦れや破れが抑制されるようにした真空成形型を提供する。
【解決手段】型面に突出部11aが形成された第一の型11と、型閉めの際に突出部11aが挿入される窪み部12aが形成された第二の型12と、を備えて、成形素材14を第一の型11と第二の型12の間に挟み込んで真空成形を行なう真空成形型10であって、第一の型11或いは第二の型12に設けた伸長部材11bが型閉め前に互いに離れている第一の型11と第二の型12の間に配置した成形素材14を伸ばして窪み部12a内面に当接させる。
(もっと読む)
インモールドラベル付き容器
【課題】 容器本体の安定した内容物収納能力を維持したまま、容器に所望する剛性を付与することにより、容器の剛性を低下させることなく、一つの容器を成形するのに要する合成樹脂材料量を、大幅に低減させることを目的とする。
【解決手段】 合成樹脂シート7から熱成形された、口鍔部5付きカップ状の肉薄な容器本体1の胴部2に、剛性の大きい筒状の厚紙ラベル6を、脚部を形成する形態で、インモールド法により貼着して外装組付けし、厚紙ラベル6の剛性を容器の剛性として効果的に作用させる。
(もっと読む)
中空樹脂成形品およびその製造方法
【課題】 透過防止性のシートを確実に溶着して、透過防止性の優れた中空樹脂成形品を製造することが課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品において、中空樹脂成形品1は、アッパーシェル部10とロアシェル部20とから構成される。アッパーシェル部10とロアシェル部20は、それぞれ射出成形により分割して別々に成形された内側樹脂層15、25と内側樹脂層の外面に接合された外側シート層16、26から構成され、外側シート層は、それぞれアッパーシェル部10とロアシェル部20の開口周縁部11、21の先端まで延設される。そして、アッパーシェル部とロアシェル部のそれぞれの開口周縁部が溶着されるとともに、アッパーシェル部とロアシェル部の開口周縁部の外側シート層16、26は、互いに溶着されている中空樹脂成形品とその製造方法である。
(もっと読む)
積層成形体の成形方法
【課題】中肉部の冷却を確実に行うことで、保形性が向上し、車体などへのフィット性が向上し、音振動を低減できる積層成形体の成形方法を提供する。
【解決手段】高密度の熱可塑性樹脂シートを素材とした遮音材2と、熱成形発泡樹脂シートを素材とした吸音材3との積層体からなり、コールドプレス成形用下型4上に加熱軟化状態の吸音材3を載置し且つ吸音材3上に遮音材2を載置した後に、コールドプレス成形用上型5を下降させて、コールドプレス成形用上下型4,5間の厚肉部6、中肉部7、薄肉部8が連続したクリアランスで吸音材3を遮音材2に一体にプレス成形すると共にコールドプレス成形用上型5の壁面に沿って遮音材2を真空成形する一方、コールドプレス成形用下型4のブロー孔10から空気Aを供給し、遮音材2及び吸音材3を強制冷却する積層成形体の成形方法において、コールドプレス成形用下型4のブロー孔10は、中肉部7のみに形成されてなる。
(もっと読む)
内装材の製造方法
【課題】本発明は、孔部または凹部を有する基板表面に表皮材を接着する工程を合理化することを課題とする。
【解決手段】基板1の孔部2,3または凹部の周縁に被着するマスキングシート9(9A)の表面を離型性とし、表皮材7の孔部2,3または凹部被覆部分7Aを切除した時、該マスキングシート9(9A)が該部分7Aのホットメルト樹脂接着剤層12に接着することを防止する。
(もっと読む)
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。 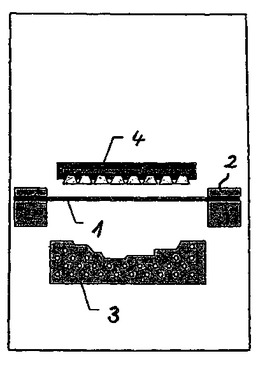 (もっと読む)
(もっと読む)
シート材、栓、栓の製造方法、及び真空成形型
【課題】瓶の開口部に内挿される栓の挿入部を合成樹脂で被覆された栓において、ポリエチレン樹脂が挿入部に密着するようにし、さらにポリエチレン樹脂の臭いが内容物に移ることを防ぐこと。
【解決手段】シート材20は、挿入部10に接着されるバインダシート250、及びポリエチレン樹脂からなるLDPEシートを有する第一のシート材と、LDPEシートに貼り合わされた面とは反対側に位置する外層としてポリエチレンテレフタレート樹脂からなるPETシート212を有する第二のシート材とを備える。シート材20を用いて、真空成形法によって瓶の開口部に内挿される栓1の挿入部10を被覆すると、ポリエチレン樹脂からなるLDPEシートは、バインダシート250を介して挿入部10に密着される。また、ポリエチレンテレフタレート樹脂からなるPETシート212が外層として被覆されるので、臭いが内容物に移ることがない。
(もっと読む)
車両用内装材の製造方法
【課題】 レーザーにより金属製芯材に孔加工をしても、表皮を良好に貼着することができる車両用内装材の製造方法を提供する。
【解決手段】 芯材2の表面2a側が未硬化の接着剤3により覆われているため、その芯材2に対して裏面2b側からレーザーLによる孔加工を行うと、吸引孔5の裏面2b側の周辺にはバリやドロス等が発生するものの、表皮4を貼着する吸引孔5の表面2a側の周辺には、バリヤやドロス等は発生しない。また、レーザーLにより、表面2a側に塗布されている接着剤3が、吸引孔5以上の範囲で焼失することも防げる。従って、孔加工後の芯材2の表面2aに対して、表皮4を真空成形により良好に貼着することができる。
(もっと読む)
自動車内装品の成形方法
【課題】製品の外観品質を低下させることなく、表皮と基材とを適正に貼合する。
【解決手段】成形型2の上面に基材3が配置され、その上に、表皮5が積層された状態で真空引きが行われ、表皮5と基材3とが貼合される。基材3の表面は絞付け加工が行われた絞面3aになっていると共に、基材3の表面と表皮5との間には接着剤4が介在している。真空ポンプによる真空引きにより、成形型2の内周面と仕切り板6との間の空間が真空になると共に、基材3の絞面3aと表皮5との間の隙間も成形型2の真空引き穴2aを介して真空になる。そのため、基材3の絞面3aと表皮5とが密着した状態で、接着剤4により貼合される。
(もっと読む)
樹脂シート材
【課題】剛性が高い樹脂成形体を容易に成形できるようにした樹脂シート材を提供する。
【解決手段】樹脂シート材1は、シート材本体3と、シート材本体3の少なくとも一側面に配置されて、加圧成形の際に一側面にインサートされる繊維シート5とを備えている。縫製糸9が、シート材本体3を貫通し、シート材本体3に繊維シート5を縫い止めている。
(もっと読む)
加飾成形品およびその製造方法
【課題】 貼着工程において成形品本体がつぶれて部分的な変形が生じず、成形品本体の外観性にすぐれた加飾成形品およびそのような加飾成形品を得ることができる製造方法を提供する。
【解決手段】 加飾成形品1は、加飾シートを成形品本体の少なくとも意匠面となる外表面に一体に接着することにより形成されたものである。成形品本体は非晶性の熱可塑性樹脂により分割金型を用いて立体形状に形成されている。加飾シートは成形品本体を構成する熱可塑性樹脂よりもビカット軟化点(ASTM−D1525)が低い非晶性の熱可塑性樹脂により構成されている。加飾シートはアクリル樹脂(PMMA)、非晶性コポリエステル樹脂(PETG)、塩化ビニル樹脂(PVC)からなる群より選ばれる少なくとも1つの熱可塑性樹脂からなる。
(もっと読む)
内面被覆ガラス製容器及びその製造方法
【課題】 厚肉の樹脂層をガラス容器の内表面に形成することが可能な内面被覆ガラス製容器の製造方法を提供する。
【解決手段】 開口部16を備えたガラス容器本体11を得る工程と、開口部16を通過可能な形状を有して一端側が閉塞された筒状胴部18と、他端側にフランジ部21を備えた熱可塑性樹脂製の被覆成形体17を得る工程と、高減圧雰囲気下で、ガラス容器本体11の内部に被覆成形体17の筒状胴部18を収容し、被覆成形体17とガラス容器本体11とを組合わせる工程と、開口部16の端面にフランジ部21を密着させた状態で、高減圧雰囲気より高い圧力雰囲気下に配置すると共に熱可塑性樹脂の軟化温度以上の温度に加熱することにより、筒状胴部18をガラス容器本体11の内表面に密着させて樹脂層12を形成する工程とを備えている。
(もっと読む)
樹脂中空成形体及びその成形方法
【課題】樹脂中空成形体の剛性を高め、かつ樹脂中空成形体を簡単に成形する。
【解決手段】閉断面状の中空部13を有する樹脂製のバンパービーム本体15と、バンパービーム本体15の内周面全体に一体的に付着されているテキスタイルからなる被覆材17と、中空部13に配置され、被覆材17をバンパービーム本体15とで一体的に挟圧する筒状マンドレル19とでバンパービーム1を構成する。
(もっと読む)
プラスチック燃料タンクの製造方法
パリソンがブロー成形または熱成形により成形され、付属品が金属部分(9)を備え、かつタンクの成形と同時にタンクの内部壁に固定され、タンクが成形型から取り出され、かつ金属部分の位置が位置決めされ、しかも開口が、金属部分の位置に応じてタンクの壁に作製される、内部付属品(たとえばベントシステム用の液体/蒸気分離装置)を備えたプラスチック燃料タンクの製造方法。ベントシステム用の液体/蒸気分離装置。 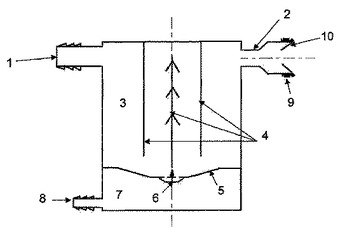 (もっと読む)
(もっと読む)
表皮材、内装部品、および放熱車体構造
【課題】日射透過層に破裂や凹みなどの外観不良を招くことなく真空成形することができ、車室内空気への熱伝導および輻射熱を低減するという所期の目的を十分に達成し得る表皮材を提供する。
【解決手段】表皮材1は、最表層から順に日射透過層10、外気と通じている空間保持層20、および受熱層30が積層され、真空成形法によって部品形状が付与される。空間保持層中の空間が表皮材単位面積当りに占める容積、と定義される「空間保持層の空間容積(m3/m2)」を、0.40×10−4m3/m2以上、40×10−4m3/m2以下、好ましくは、0.40×10−4m3/m2以上、8.0×10−4m3/m2以下に設定する。
(もっと読む)
化粧シート
【課題】化粧シートを真空成形により成形する際に生じるエアがみ(噛み)を防止することができ、その結果、所望の意匠の再現性が高い化粧シートを提供すること。
【解決手段】 着色層が形成された第1樹脂層と、第2樹脂層とを有し、前記第1樹脂層に形成された着色層を挟むように、前記第1樹脂層と第2樹脂層とが接着剤により接着されてなる化粧シートにおいて、前記第2樹脂層の接着剤により接着される面とは反対側の表面に、平均深さ0.3〜3μmの凹部を形成する。
(もっと読む)
表皮シート付き発泡樹脂成形品およびその製造方法
【課題】反復使用可能な包装資材として有効に用いる表皮シート付き発泡樹脂成形品を、少ない作業工程で、かつ環境負荷の少ない状態で製造する。
【解決手段】発泡樹脂成形品である基材の表面に表皮シートをラミネートして表皮シート付き発泡樹脂成形品とするに際し、表皮シート4として基材である発泡樹脂成形品1の樹脂材料の樹脂成分と共通の樹脂成分を含む多孔質発泡シート41と非発泡シート42との積層シートを用いる。真空引きできるテーブル10の上にセットたし発泡樹脂成形品1の上に、加熱軟化した前記表皮シート4を多孔質発泡シート41側が発泡樹脂成形品1側となるようにして配置し、テーブル10の下方から真空引きする。接着剤を使用しなくても機材と表皮シート4は熱融着により一体化すると共に、表皮シート4と基材1の表面との間にある空気は、多孔質発泡シート41の多孔部分を吸引路として確実に脱気される。
(もっと読む)
81 - 100 / 145
[ Back to top ]