
Fターム[4F208MC04]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 熱成形の金型による区分 (644) | プラグを用いるもの (51)
Fターム[4F208MC04]に分類される特許
1 - 20 / 51
熱成形装置、及び熱成形方法
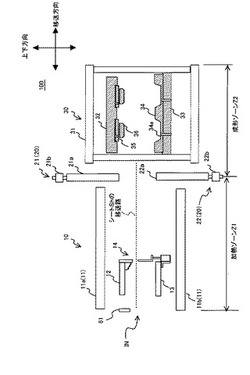
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
シート成形品の製造設備

【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
樹脂積層板の製造方法及び樹脂積層板の成形金型
【課題】軽量化、薄肉化を確保しつつ、製品設計の自由度及び成形性を高め、更なる品質向上が実現できる樹脂積層板の製造技術を提供する。
【解決手段】樹脂積層板の製造方法であって、分割型32Aのキャビティ116Aに複数のコマ部材40S、40Lを配置し、複数のコマ部材40S、40Lの各々を、突起部119S、119Lと、突起部119S、119Lの基端に設けた雄ねじ部44とで構成し、雄ねじ部44を分割型32Aに設けた雌ねじ穴48にねじ込むようにした成形金型を用い、シート素材とキャビティ116Aとの間に密閉空間を形成し、この密閉空間を、キャビティ116Aと突起部119S、119Lの基端との隙間、及び、雌ねじ穴48と雄ねじ部44との隙間を通じて真空吸引することにより、シート素材を突起部119S、119Lに沿うように成形する。
(もっと読む)
気泡シート及びその製造方法
【課題】空気層を介することなくフィルムを密着させた密着部に識別表示が付されるので、凹凸がくっきりと形成されるだけでなく、シート両面から識別表示が視認可能な気泡シートを提供する。
【解決手段】二つのフィルム11,12の間に空気層Kを介在させた気泡部13と、空気層Kを介することなく二つのフィルム11,12を密着させた密着部14と、を有する気泡シート10であって、密着部14に、所定の識別表示11bを凹設形成した構成としてある。
(もっと読む)
耐熱透明容器
【課題】 食品を収納して販売するための食品容器等において、電子レンジ加熱やレトルト殺菌に耐え得る耐熱性を有するとともに、優れた透明性を有する耐熱透明容器を効率よく製造できるようにする。
【解決手段】 A−PETの一次延伸熱固定工程と、熱成形機の二次延伸熱固定工程とを経て冷却されたものであって、該一次延伸熱固定工程に於いて、A−PETシートを、延伸温度90〜120℃でMD(縦方向)に2.0〜4.0倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定し、該二次延伸熱固定工程に於いて、一次延伸A−PETシートを80〜130℃で加熱成形して二次延伸し、容器の外側に接する金型を室温〜120℃に設定し、容器の内側を130℃〜200℃に加熱して二次熱固定する。
(もっと読む)
容器の製造方法、これを用いた容器及び容器の製造装置、並びに容器
【課題】容器を部分的に薄肉化することで強度を確保でき、容器外面を高精度かつ容易に加飾することができ、製造時には金型から離型させやすく傷が付きにくい容器の製造方法、これを用いた容器及び容器の製造装置を提供すること。
【解決手段】シート材Sをキャビティ型12内に向けてコア型11で押し込み、有底筒状の容器1を成形する容器の製造方法であって、前記コア型11でシート材Sを押し込みつつ、前記コア型11の外面に形成された付形部14により、シート材Sのうち前記付形部14に対応する部分S1をそれ以外の部分より薄肉化させる押し込み工程と、前記キャビティ型12の平滑な内面にシート材Sを密着させる密着工程と、を備えることを特徴とする。
(もっと読む)
耐燃焼性成形体の製造方法
【課題】難燃性、耐衝撃に優れた耐燃焼性シートを、良好に二次加工することができる耐燃焼性成形体の製造方法を提供することを目的とする。
【解決手段】耐燃燃焼性層が、熱可塑性樹脂及び黒鉛を含む耐燃焼性樹脂組成物によって形成され[耐燃燃焼性層の厚み]×[耐燃燃焼性層の熱伝導率]で規定する[耐燃燃焼性層の熱伝導量]が1.5mW/K以上である耐燃焼性シートを1段階目に予備延伸した後、2段階目に本成形する真空成形方法。
(もっと読む)
ポケット部形成装置及びPTP包装機
【課題】装置の大型化を抑制しつつも、汎用性の向上等を図ることのできるポケット部形成装置及びPTP包装機を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置等を備える。ポケット部形成装置は下型及び上型を備え、各型にはポケット部に対応して複数の孔部が形成されている。下型の孔部には成形プラグが上下動可能に挿通され、上型の孔部にはコイルばねにより付勢された状態でプッシャが収容されている。そして、両型により容器フィルム3を挟持した上で、成形プラグを第1位置まで突出させ、深さXのポケット部2を形成する。続けて、成形プラグを第2位置まで後退させ、プッシャの圧力により、ポケット部2の頂部2aに深さYの凹部2bを形成する。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
紙製密封容器の成形装置
【課題】バリア性、耐水性、レトルト耐性等の機能に優れた紙製密封容器の成形装置を提供すること。
【解決手段】紙箱に樹脂フィルムを積層接着する紙製密封容器の成形装置であって、紙箱の内側面のほうに配置される雄型と、雄型の紙箱内側面との接触面に配設され、雄型と紙箱内側面の間の空気を吸引する雄型中央吸引部と、雄型の紙箱のフランジ周囲を取り囲む部分に配設され、加熱軟化された樹脂フィルムと紙箱外側面の間の空気を吸引する雄型周囲吸引部と、雄型を加熱する加熱手段と、紙箱の外側面のほうに配置され紙箱を収容する凹部を有する雌型と、雌型の凹部の内部に圧縮空気を供給可能な圧空射出部と、雌型の凹部の開口部付近に配設され、凹部の開口部付近と奥部の間を往復運動可能で、樹脂フィルムを紙箱の底部外側面に接着させる底部押さえアシストとを具備することを特徴とする紙製密封容器の成形装置。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、高速で効率良く連続的に行う方法を提供する。
【解決手段】延伸されたポリエステル系樹脂シートを熱成形するにあたり、熱成型用表面層2及びこれに隣接する背後層を有する熱成形型1であって、該表面層2は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式:Fα1/2×103>t>G・・・・・・(1)式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層2より大きい材料により形成されている成形型を用い、賦形から離型までの過程において少なくとも一時的にその成形型表面層2の表面温度又は賦形体との界面温度を当該成形材料樹脂のTg+50℃以上の温度にして成形を行うことを特徴とする熱成形品の製造方法。
(もっと読む)
容器本体およびその製造方法、並びに包装容器
【課題】安定した易開封性および高い密封性を備える包装容器を作製することが可能な容器本体を提供すること。
【解決手段】本発明の容器本体の製造方法は、シール層と基材層との少なくとも2層からなるシートを成形してなる容器本体の製造方法であって、
フランジ部となる前記シートの一部を押さえるフランジ押さえ部材と、前記シートを熱成形して前記容器本体とする金型とを用い、前記フランジ押さえ部材により10kg/cm2以上25kg/cm2以下の圧力で前記フランジ部を押さえつつ、前記シートを熱成形して前記フランジ部の内周側に位置する前記容器本体の開口部端縁に前記シール層の薄肉部または欠落部を有する容器本体を得る容器本体成形工程を備えることを特徴とする方法である。
(もっと読む)
熱成形によって容器を製造するための方法および装置
多層熱成形容器
【課題】 ポリプロピレン系シートを融点以下の温度で固相圧空成形することにより得られる、足部として作用する脚部が隙間なく強固に融着した多層熱成形容器を成形する。
【解決手段】 特定のエチレン−プロピレン共重合体を含むプロピレン系樹脂組成物からなるポリプロピレン系シートを、プラグアシスト成形に従った、融点以下の温度で固相圧空成形すると、シートの折り曲げにより形成される容器の脚部は、隙間なく強固に融着した状態になっている、脚部を有する容器が収得できる。
(もっと読む)
ポリスチレン系樹脂発泡成形品の製造方法、及び、ポリスチレン系樹脂発泡成形品
【課題】深い垂直壁を有する収納凹部を形成した青果用トレー等の成形品の製造方法を提供する。
【解決手段】ポリスチレン系樹脂(a)、密度0.87g/cm3以上、0.92g/cm3以下のポリエチレン系樹脂(b)及びスチレンと共役ジエンとの共重合体またはその水素添加物(c)を含む樹脂組成物(i)を押出し発泡させ、そのポリスチレン系樹脂発泡シートを成形加工するポリスチレン系樹脂発泡成形品の製造方法であって、スチレンと共役ジエンとの共重合体またはその水素添加物(c)としてデュロメータタイプA硬度の値HDAが90以下で、密度が0.03g/cm3以上、0.2g/cm3以下で、且つ1kgf荷重時の部分圧縮変位量が0.60mm以上となるポリスチレン系樹脂発泡シートを成形加工によって、シート平面方向に対する垂直壁の高さが25mm以上となる収納凹部10を形成したポリスチレン系樹脂発泡成形品を製造する。
(もっと読む)
内装材の製造方法
【課題】本発明は、内装材の製造方法であって、凹状の形状をした基材の凹内部に、浮きやしわがないように表皮材を貼付する方法を提供する。
【解決手段】本発明は、基材支持型21と、型表面14及び型表面可変部材16を備える表皮材支持型22と、を用い、基材支持型21と表皮材支持型22とを互いに近接させることで、基材11に対する表皮材12の貼着を行う工程において、表皮材支持型21の型表面可変部材16により、型表面14を基材支持型21側に部分的に突出させる工程と、当該型表面14に支持された表皮材12を基材11の凹底面に先当りさせる工程と、その先当りの後、基材11の凹形状に沿って型表面14が変形することで、表皮材12を基材11の凹内面に沿って当接させる工程と、当接の後に、当該表皮材12の基材11に対する貼着を行う工程と、を含むことを特徴とする。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品
【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
合成樹脂シートと不織布との積層シート及びその積層シートによる容器並びに容器の成形方法
【課題】外層となる硬質或いは半硬質の合成樹脂シートの内側凹部の底部及び側部と非接触の不織布のみに収納物品が接触することになるので、外部からの衝撃が該収納物品に損傷を与えることを防止することが可能となるものである。
【解決手段】薄厚の合成樹脂シートに物品を収納するための凹部を形成し、該凹部の内側となる底面及び側面全体を非貼着状態で不織布を配設し、該凹部の上端周枠のみを合成樹脂シートと貼着してなることを特徴とする請求項1又は2記載の合成樹脂シートと不織布との積層シートによる容器。
(もっと読む)
多層シート、熱成形容器および易開封性包装体
【課題】易開封性および開封感触が安定し、耐熱性および開封面の外観が良好な容器、その容器を備えた包装体およびこれらの容器および包装体を構成する多層シートを提供する。
【解決手段】
多層シート20は、表面層21と、この表面層21と隣接する表下層22とを含んで構成されたシートであって、表面層21の厚み寸法は、1μm〜200μmであり、表面層21は、ポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂、およびスチレン系ポリマーを含んで構成され、これらポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂およびスチレン系ポリマーの含有率は、それぞれ60wt%以上80wt%以下、1wt%以上10wt%以下、8wt%以上28wt%以下、4wt%以上14wt%以下であり、表下層22はポリエチレン系樹脂を含有し、このポリエチレン系樹脂の含有率は、5wt%以上50wt%以下である。
(もっと読む)
1 - 20 / 51
[ Back to top ]