
Fターム[4F209AD17]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,652) | 形状、構造 (1,322) | 多孔体、発泡体 (24)
Fターム[4F209AD17]に分類される特許
1 - 20 / 24
片面研磨用保持材の製造方法
【課題】液晶ディスプレイ用ガラス基板等の被研磨物について初期から加工数を重ねていっても研磨後の被研磨物の品質に影響を与える表面形状を変化させることなく、これにより一定の研磨品質を維持することができ、さらに、被研磨物の品質に影響のある保持面の表面平坦性が向上し、大型で極薄の被研磨物であっても研磨中にはこれを堅固に保持することができ、かつ、研磨後は安全かつ容易に剥がすこともできる片面研磨用保持材の製造方法を提供する。
【解決手段】発泡層と緻密な発泡による表面部分を有する樹脂シートを湿式成膜法により製造する工程と、表面に凸部を有する加熱可能なディンプルロールに樹脂シートを供給して樹脂シートの緻密な発泡による表面部分を圧接させることにより、樹脂シートを構成する材料の流動開始温度以上で熱成形加工する工程とを含むことを特徴とする。
(もっと読む)
ウレタン基材を含む積層成形品における端末処理方法

【課題】ウレタン基材を含む積層成形品における端末処理方法において、端材を発生させることなく、工程数を短縮化することで加工コストを低減させる。
【解決手段】成形天井10は、半硬質ウレタン21の両面にガラス繊維マット22を積層したウレタン基材20の表面に表皮30、裏面に裏面不織布31を積層一体化して構成されており、サンルーフ用開口11周縁部の巻き込み条片40の端末処理方法としては、半硬質ウレタン21の溶融温度(200〜300℃)に着目し、裏面不織布31の融点とラップする最適温度域(ポリエステル繊維不織布の場合260〜300℃)の熱風を巻き込み条片40の裏面に吹き付け、半硬質ウレタン21を軟化させるとともに、裏面不織布31を溶融させ、その後、巻き込みユニット80における巻き込み駒81の動作により巻き込み条片40の巻き込み処理を行なう。
(もっと読む)
予備形成された真空絶縁パネルの曲げ
【課題】事前に製造された真空絶縁パネルの供給から始まるプロセスにおいて、真空絶縁パネルの形状を折り曲げる方法及び装置の提供。
【解決手段】事前に製造された真空絶縁パネル122の供給から始まるプロセスにおいて、真空絶縁パネルの形状を変更する。途切れのない密閉した気密被覆部によって囲まれた多孔質コア材を含む。気密被覆部は、密閉した気密被覆部が真空絶縁パネル内の圧力レベルを周囲の大気圧よりも低い状態にする(真空絶縁パネルによって真空を維持する)プロセスにおいて形成される。密閉した気密被覆部に穴を開けずに(および、真空絶縁パネル内の真空を遮断することなく)、真空絶縁パネルの外側および途切れのない多孔質コア材の表面に少なくとも一つの窪み126を形成する。このような窪みを形成した後、窪みに沿って真空絶縁パネルを折り曲げる。
(もっと読む)
高撥水撥油樹脂部材の製造方法、高撥水撥油樹脂部材及びそれらを用いた高撥水撥油部材
【課題】加工時や廃棄時に環境負荷が少なく、かつ安価に製造でき、多孔質材料にも適用可能な高撥水撥油樹脂部材の製造方法それを用いて製造される高撥水撥油部材及びそれらを用いた高撥水撥油部材を提供する。
【解決手段】高撥水撥油樹脂部材10は、フッ素原子の一部又は全部がフッ素原子及びフッ化炭素基14のいずれか一方又は双方で置換された炭化水素基11を基材12の表面に有する。高撥水撥油樹脂部材10は、フッ化炭素基を含む化合物のガス雰囲気中で、樹脂材料12の表面を低圧プラズマ処理することにより製造される。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
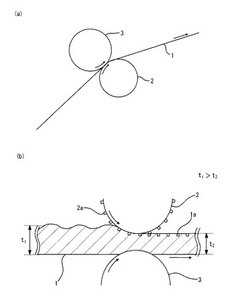
多層複合材料にビーディング折り目を形成する方法及び少なくとも1つのビーディング折り目を有する多層複合材料
本発明の目的は、プラスチック材料製の少なくとも1つのコア層と、金属材料製の少なくとも2つのカバー層とを有する多層複合材料にビーディング折り目を形成する方法であって、高いプロセス信頼性及び形成される多層複合材料の最適な完全性を保証する方法を提供することである。形成すべきビーディング折り目の領域で、複合材料のコア層を少なくとも部分的に180℃〜300℃の温度に加熱することで目的が達成される。本発明はさらに、少なくとも1つのビーディング折り目を有する多層複合材料(2)であって、プラスチック材料製の少なくとも1つのコア層(4)と、金属材料製の少なくとも2つのカバー層(6、8)とを含む多層複合材料(2)に関する。 (もっと読む)
パイプ成形品の製造方法
【課題】欠陥の少ない湾曲部を備えたパイプ成形品を製造する。
【解決手段】パイプ成形品10は、発泡体14をなす発泡原料を樹脂パイプ12の中空部12aに注入する注入工程と、樹脂パイプ12の中空部12aに注入した発泡原料を発泡硬化させて、該樹脂パイプ12の中空部12aに発泡体14を生成する発泡体生成工程と、発泡体14を充填した樹脂パイプ12を加熱して、該樹脂パイプ12を軟化する加熱工程と、この加熱工程で軟化した樹脂パイプ12を曲げて、湾曲部10aを形成する曲げ工程とを経て製造される。
(もっと読む)
筒状保温材、保温材付きパイプ、筒状保温材の製造方法、及び保温材付きパイプの製造方法
【課題】生産性を低下させることなく、保温材による保温性能を向上させる。
【解決手段】保温材付きパイプ10は、樹脂製のパイプ12の外周面12Aに積層された第一発泡材14、第二発泡材16、第三発泡材18で被覆された構成とされている。よって、第一発泡材14、第二発泡材16、第三発泡材18の三層分の層厚となる(全体(合計)の層厚が厚くなる)。一方、各第一発泡材14、第二発泡材16、第三発泡材18の単体の層厚自体は薄くできるので(厚くならないので)、各第一発泡材14、第二発泡材16、第三発泡材18単体の反発力を小さくできる(大きくならない)。よって、第一発泡材14、第二発泡材16、第三発泡材18の端部14A,16A,18A同士の接合強度を高くする必要がない。したがって、生産性を低下させることなく、保温性能が向上される。
(もっと読む)
車両用内装部品及びその製造方法
【課題】合成樹脂製の表皮材に線状溝に沿った正確なステッチを簡便に形成できるようにする。
【解決手段】合成樹脂製の表皮材2に工具ホーンの転写面を押し当てて、転写面の形状を表皮材2に転写させることで線状溝3を形成し、その後、線状溝3の加工時に線状溝3の両脇に形成された加工跡5をガイドとして、表皮材2にステッチ4を形成する。
(もっと読む)
折り曲げ線入りプラスチックシートおよびプラスチックシートへの折り曲げ線加工方法
【課題】折り曲げ線に沿って折り曲げられた部分に長期間にわたって光が照射されても、折り曲げ部分が劣化したり強度の低下を起こしたりする心配が無く、折り曲げ線をなす均一な深さの凹溝が形成され、折り曲げ線に沿って折り曲げる作業が容易であり、シート材料が高い弾性を有しているような場合において、折り曲げ線をなす凹溝の深さをそれほど深くしなくても、折り曲げ部分の形状を保持することができるプラスチックシートを提供する。
【解決手段】プラスチックシート10の折り曲げ予定部位を押圧し圧縮して帯状に薄肉に成形し、その帯状薄肉部14を線状に押圧し圧縮して折り曲げ線12を形成した。
(もっと読む)
合成樹脂製立体装飾片とその製造方法
【課題】裏面に凹部が無く平坦な立体模様片を製造でき、溶断刃による切断が容易で、下層材料が一体的に成形され、裏面に接着又は粘着機能を有する立体模様片を製造でき、基材の特性が限定されること無く不要部分の除去が容易な基材へ直接立体模様片を成形できる方法を提供する。
【解決手段】テーブルの上に、下層材料13、中間層材料、上層材料11をこの順に載置する。下層材料13(ホットメルトフィルム、粘着テープ等)の裏面には、離型紙が装着されている。
上方より凹型32を下降させ、材料を押圧して、高周波を発信させる。高周波の発熱によって、これら材料は溶融する。凹型の溶断刃51の内側に溶融材料が流れ込むと共に、溶断刃によって、材料は切断される。
冷却後、凹型から材料を取り外し、不要部分を除去することによって、平坦な立体的装飾片を製造することができる。
(もっと読む)
クッション材の成形装置およびクッション材
【課題】1枚の平板状のラテックス素材から表面に凹凸のある2枚のクッション材を連続的に成形可能なクッション材の成形装置を提供することを課題とする。
【解決手段】表面に複数の突起2を有する一対の回転ローラ3と、前記回転ローラ3の後部側に配設された無端の帯状カッター4と、前記帯状カッター4を緊張して走行させる一対のプーリ5とを備え、前記回転ローラ3の前部側よりクッション素材6を供給してクッション材7を成形するクッション材の成形装置において、前記帯状カッター4の切刃部4aに切刃ガイド8を設けたことを特徴とするクッション材の成形装置1により、上記の課題を解決する。
(もっと読む)
光反射板
【課題】光を反射する板材を立体的な形状に加工した光反射板の変形を防止することができるとともに、加工費を安くすることができる技術を提供する。
【解決手段】光を反射する板材を用い、底部12と、底部の幅方向両端部に連設された斜め上方に延びる傾斜部14とを有する成形ピース10を作製する。そして、複数個の成形ピースを、隣接する成形ピースの傾斜部の上端部同士が当接するように並列配置して光反射板20を形成する。
(もっと読む)
合成樹脂製気泡ボードの折り曲げ加工方法
【課題】合成樹脂製気泡ボードを加熱して折り曲げ加工する際に、折り曲げ部の美観が悪化することを抑制する。
【解決手段】多数の突起部11aが形成された凹凸状シート11と凹凸状シート11における少なくとも突起部11aの先端側に接合された平坦状シート12とを備える合成樹脂製気泡ボード10、60を折り曲げ加工する際に、合成樹脂製気泡ボード10、60における折り目を形成する折り曲げ部10aに、常温で罫線もしくは切れ目を形成し、折り曲げ部10aを加熱装置50で加圧しながら所定温度に加熱し、合成樹脂製気泡ボード10を折り曲げ部10aにおいて所定角度で折り曲げた状態で保持する。
(もっと読む)
表面にシボを有するインソールの製造方法
【課題】クッション性を備えると共に足の裏面との間で十分な通気性を確保することができるインソールを、容易かつ安価に得られる製造方法の提供を目的とする。
【解決手段】ポリオレフィン系樹脂発泡体からなる基材13と、接着剤15と、表面にシボ18が形成された連続気泡ポリウレタン発泡体からなる表面材17とで構成された積層体11を、加熱軟化させ、前記シボ18が形成された表面と対向する型面26を硬さ9〜500Nの発泡体で構成した賦形型21でプレスすることにより、前記積層体11の表面のシボ18を潰すことなくインソール形状に賦形し、通気性及びクッション性を有するインソールを得る。
(もっと読む)
光反射物の製造方法
【課題】高い拡散反射率を有するポリマ−光反射物を提供する。
【解決手段】ポリマーと、高圧気体または超臨界流体と、を押出機の中で混合して均一単相の混合物とし、前記均一単相の混合物を、ダイを通して、平均空孔径が200ミクロン以下である微細空孔を備えたポリマー発泡材を包含する押出物を押出成形する。
(もっと読む)
三次元構造材の製造方法
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
真空断熱材の折り曲げ及び切断方法
【課題】外被材の間に芯材がある部分を含めて加熱加圧することにより複数の芯材の周囲を熱溶着する製造方法で造られる多芯真空断熱材において、折り曲げ、切断を行った真空断熱材の破袋防止、芯材品質の確保、熱伝導率の経時悪化の抑制を行う。
【解決手段】真空断熱材10の折り曲げ、切断を行う部分の熱溶着部14を他の熱溶着部13,17に比較し幅を広くすることにより、真空断熱材10の破袋防止、芯材11品質の確保、熱伝導率の経時悪化の抑制を行うことができる効果が得られる。。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなり、所望ならば製品表面に加飾材23が貼付される。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理する際、加熱治具70に低温用ヒーター71、高温用ヒーター72の2段のヒーター71,72を設け、巻込み支点部213は、高温用ヒーター72により充分に加熱処理し、巻込みシロ24は低温用ヒーター71により加熱処理し、溶融面の凹凸を解消し、円滑な巻込み操作を可能とする。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品及びその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の見栄えを向上させ、かつ端末処理作業を簡素化する。
【解決手段】ドアトリム10のベースであるドアトリム本体(積層構造体)20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂モールド部22と、発泡樹脂基材21の表面に一体化される加飾材23とから構成する。従って、軽量な発泡樹脂基材21を使用するとともに、樹脂モールド部22との投影面積の軽減により、軽量化、コストダウンを図る。また、ドアトリム10の外周縁の端末折曲部70をコア部421の外側に設けた押圧機構部50により、薄肉化並びに成形上型41の絞模様60を転写することで、端末折曲部70の見栄え並びに端末処理作業性を高める。
(もっと読む)
1 - 20 / 24
[ Back to top ]