
Fターム[4F209PA06]の内容
曲げ・直線化成形、管端部の成形、表面成形 (35,147) | 表面成形の区分 (2,868) | 機械的手段によるもの (2,645) | ローラとエンドレスベルトを併用するもの (40)
Fターム[4F209PA06]に分類される特許
1 - 20 / 40
ゾルゲル法を用いた凹凸基板の製造方法、それに用いるゾル溶液、及びそれを用いた有機EL素子の製造方法並びにそれから得られた有機EL素子
プロピレン系樹脂成形体
【課題】射出成形により微細構造パターンが表面に転写された成形品であって、微細凹凸の転写性に優れ、また寸法精度に優れた精密成形体を提供する。
【解決手段】下記(i)〜(iv)を満たすプロピレン系樹脂を溶融して押出し、押出された樹脂を、表面に微細凹凸構造パターンを有する連続冷却装置を用いて固化させることにより微細凹凸構造パターンが表面に転写された成形体であって、前記微細凹凸構造パターンは、幅が0.01〜100μmの範囲にあり、高さ又は深さが0.1〜500μmの範囲にある凸部及び/又は凹部から構成されていることを特徴とするプロピレン系樹脂成形体。
(i)プロピレンと0.8〜10重量%のエチレンとの共重合体である。
(ii)示差走査熱量測定(DSC)による結晶化開始温度が111℃以下。
(iii)MFRが0.1〜30g/10分。
(iv)曲げ弾性率が1100MPa以下。
(もっと読む)
パターン転写装置およびパターン転写方法
【課題】パターン転写不良やモールドの目詰まりを未然に防いで生産性を向上させる。
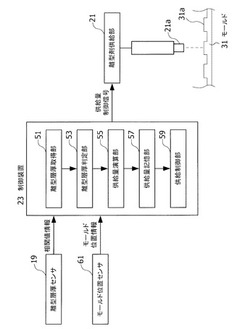
【解決手段】パターン転写装置11A0の制御装置23は、離型層厚取得部51と、離型層厚判定部53と、供給量演算部55と、供給量制御部59とを備える。離型層厚取得部51は、残留離型層32の厚さに係る相関値を取得する。離型層厚判定部53は、残留離型層32の厚さに係る相関値が所定の基準を満たすか否かを判定する。供給量演算部55は、離型層厚判定部53の判定結果に基づいて、離型剤供給部21における離型剤の供給量を演算する。供給量制御部59は、モールド31上のそれぞれの位置において、適正な量の離型剤を適時に供給する制御を行う。
(もっと読む)
微細構造転写フィルムの製造方法および製造装置

【課題】厚さが薄い等、剛性が小さくシワの入りやすいフィルムに対しても、高品位かつ幅方向に均一に高精度なパターン形状を連続的に転写できる微細構造転写フィルムの製造方法および製造装置を提供する。
【解決手段】表面に微細構造が形成されたエンドレスベルト状の金型3を、加熱ロール4に抱かせながら加熱する金型加熱工程と、成形用フィルム2bと金型とを密着させた状態で、加熱ロール4と、ニップロール6により加圧する加圧転写工程と、金型3と成形用フィルム2bを密着させたまま冷却ゾーンまで搬送する搬送工程と、金型とフィルムを密着させたまま金型側から冷却する金型冷却工程と、冷却後の成形用フィルム2bを剥離する剥離工程とを含む微細構造転写フィルムの製造方法であって、加圧転写工程、搬送工程、金型冷却工程、及び剥離工程において、前記成形用フィルムの前記転写側表面とは逆側の面に保護フィルムを積層させた状態にする。
(もっと読む)
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
マイクロパターン形成されたキャリアを用いて製造された光学シート
【課題】最適な光利用効率、低い製造コスト、薄さおよび明るさを達成しながら、薄い導光板を実現する。
【解決手段】光を放射するためのマイクロパターン形成された出射面、および前記出射面の反対側のマイクロパターン形成された底面を有する光学シート300dであって、パターン形成ローラー480aとパターン形成されたキャリア膜474aとの間のニップに樹脂を押出して、パターン形成ローラー温度T1およびニップ圧力P1で光学シートを形成し、前記光学シートは第1のパターン252形成された面と第2のパターン254形成された面とを有し、前記第1のパターン形成された面はパターン形成ローラーから転写されたマイクロパターンを有し、かつ前記第2のパターン形成された面はパターン形成されたキャリア膜から転写されたマイクロパターンを有し;並びに前記光学シートから前記パターン形成されたキャリア膜を剥ぎ取る;ことを含む工程で製造される。
(もっと読む)
光学フィルムの製造方法
【課題】生産性を高めるために、賦型速度を高めた場合であっても、フィルム幅方向に延びる横スジが発生し難く、かつ良好な光学性能を有する光学フィルムの製造方法を提供する。
【解決手段】溶融押出された熱可塑性樹脂フィルム6を金型ロール2と金属製無端ベルト3とで押圧することにより、前記熱可塑性樹脂フィルム6表面に微細構造を形成する光学フィルムの製造方法であって、前記熱可塑性樹脂のガラス転移温度をTgとしたときに、Tg+40℃の温度における前記金属製無端ベルト3と熱可塑性樹脂フィルム6との動摩擦係数が0.3以下であり、かつ前記金属製無端ベルト3の表面の表面粗さRaが0.2μm以下である、光学フィルムの製造方法。
(もっと読む)
原版シートの製造方法および凹凸パターン転写シートの製造方法
【課題】離型性に優れる原版シートを簡便に製造できる原版シートの製造方法を提供する。
【解決手段】本発明の原版シートの製造方法は、加熱収縮性樹脂フィルムの片面または両面に、表面が平滑な樹脂製の硬質層を形成して、積層シートを得る硬質層形成工程と、前記積層シートを加熱収縮させることにより、硬質層を折り畳むように変形させて、硬質層の表面に凹凸パターンが形成された凹凸パターン形成シートを作製する凹凸パターン形成シート作製工程と、前記凹凸パターン形成シートに形成された凹凸パターンの表面に、金属または金属化合物からなる金属含有層を形成する金属含有層形成工程と、前記金属含有層の露出面に、フッ素系離型剤を含有する離型剤層を形成する離型剤層形成工程とを有する。
(もっと読む)
エンボス化粧シートの製造装置およびエンボス化粧シートの製造方法
【課題】シートがエンボスロールと加圧ロールとの間で挟圧された後、加圧ロール側に引っ張られることがなく、シートにシワが発生することを防止することが可能な、エンボス化粧シートの製造装置およびエンボス化粧シートの製造方法を提供する。
【解決手段】エンボス化粧シートの製造装置10は、シート20を加熱する加熱装置11と、表面に凹凸パターン12aが形成されたエンボスロール12とを備えている。エンボスロール12に対向する位置に、エンボスロール12との間で加熱されたシート20を挟圧してシート20に凹凸模様を賦形する加圧ロール13が設けられている。エンボスロール12と加圧ロール13との間に、シート20に密着しながら移動して賦形後のシート20をエンボスロール12側に誘導する誘導ベルト16が設けられている。
(もっと読む)
ナノパターン形成方法および装置
本発明の実施形態は、大面積の基体のナノパターン形成において有用である方法および装置に関し、可動式のナノ構造化されたフィルムは放射線感受性材料をイメージングするために用いられる。ナノパターン形成技術は近接場フォトリソグラフィーを利用し、ナノ構造化されたフィルムは、放射線感受性層に達する光度を調節するために用いられる。近接場フォトリソグラフィーはエラストマー位相シフトマスクを利用してもよく、または、表面プラズモン技術を用いてもよく、ここで可動式のフィルムは金属ナノホールまたは金属ナノ粒子を含む。 (もっと読む)
微細構造転写装置
【課題】高スループット、且つ小形化ができ、加熱、加圧前後において、皺状痕のような転写不良の発生を抑制可能な微細構造転写装置の加熱冷却機構を提供する。
【解決手段】ベルト金型1が加熱、加圧ローラに接触する直前に、ベルト金型表面のみを加熱するための、予熱ヒータ4,5を備え、ベルト金型表面の温度を、加熱、加圧ローラと同等とすることにより、確実に所定温度とすることができ、さらに、加熱、加圧ローラ直後に、冷却ローラ7、又は冷却ノズル6を取付けることにより、強制冷却、及び圧力保持を行い冷却が行え、パターン転写を行う微細構造転写装置である。
(もっと読む)
金属製プレスシート、エンドレスベルト又はエンボスロールの表面構造を製造する方法
【課題】少なくとも1つのレーザーを使用して、金属製プレスシート、エンドレスベルト又はエンボスロールの表面構造を製造するための方法、及びその方法を適用した装置を提供する。
【解決手段】表面構造を低費用で製造できると同時に環境を保護する処置を可能にするために、金属製プレスシート1、エンドレスベルト又はエンボスロールの加工するべき表面2の表面構造4全体を部分的に除去するレーザーの使用が提案される。ここでは用意された3Dトポグラフィによってレーザーの制御が実行され、その際深さ構造を生成するために、得られたX、Y、Z座標を使用してレーザーの制御が行われ、その結果盛り上がった範囲5及び深さのある範囲6が形成される。
(もっと読む)
樹脂シートの製造装置及び製造方法
【課題】様々な熱可塑性樹脂を用いて表面に微細な凹凸を確実に形成することを可能とする樹脂シートの製造装置を得る。
【解決手段】金属からなるロール本体4aを有する温度調節ロール4と、温度調節ロール4を駆動する駆動装置6と、外表面に樹脂シート表面に形成される凹凸に対応した形状の凹凸が形成されている無端金属帯状体4cと、温度調節ロール4の外周面及び無端金属帯状体4cの内周面の少なくとも一方に設けられており、無端金属帯状体4cよりも透磁率の低い素材4bと、透磁率の低い素材4bを介して無端金属帯状体4cを温度調節ロール4に接触させつつ温度調節ロール4が回転しているうちに、樹脂シート3を無端金属帯状体4cの外周面に接触させて熱可塑性樹脂シート3の一方面に凹凸を付与する装置と、無端金属帯状体4cを加熱するための電磁誘導加熱装置7とを備える、樹脂シートの製造装置1。
(もっと読む)
光学シートの製造装置及びその製造方法
【課題】各面に対して立体構造を高精度に形成することができる光学シートの製造装置及び製造方法を提供する。
【解決手段】本発明の実施形態に係る光学シートの製造装置は、加熱ローラ12と冷却ローラ13との間に架け渡される第1のベルト11と、加熱ローラ22と冷却ローラ23との間に架け渡される第2のベルト21とを備える。樹脂シートFの第1の面Faに第1の立体構造11aを転写した後、当該第1の面を冷却しながら樹脂シートの第2の面Fbに第2の立体構造21aを転写することで、第1の面に対する十分な冷却操作を確保しつつ、第2の面に対する高精度な形状転写が可能となる。また、第1の面の冷却処理と第2の面の冷却処理とが相互に異なる位置で実施されるので、各面に対して十分な冷却効果を確保でき、第1及び第2の原盤に対する安定した剥離操作を実現することができる。
(もっと読む)
超顕微鏡的及び光学的可変像を有するデバイスのための装置及び方法
本発明は一般に可撓性基材をエンボスする装置に関する。更に詳細には、本発明は、光学的に透明なフルオロポリマーのエンボス箔、特にベルト、又はシートから転写された光学的可変像を有する硬化性組成物で被覆された可撓性基材をエンボスする装置に関する。光学的可変像は、転写されたインプリントパターンが、架橋し、硬化し、且つその形状を維持するように、エンボスと同時にエンボスベルト、又はシートを介して紫外線で照射される。  (もっと読む)
(もっと読む)
熱可塑性樹脂シートの加工装置
【課題】微細模様を転写した熱可塑性樹脂シートを経済的、高速で安定して生産できる熱可塑性樹脂シートの加工装置を提供する。
【解決手段】熱可塑性樹脂のガラス転移温度以上の温度に制御可能な冷却手段を有する、少なくとも一方が細密加工された表面を持つロールおよびエンドレスベルトの間に、押出機から連続して溶融状態の熱可塑性樹脂を供給して熱可塑性樹脂の表面に微細模様を転写し、転写ロールから剥離後の熱可塑性樹脂シートを外部から冷却可能に設けられた冷却手段により急速冷却することにより、微細模様が転写された熱可塑性樹脂シートを高速で安定的かつ経済的に生産できる。
(もっと読む)
エンボス転写用熱可塑性樹脂シート、熱可塑性樹脂製エンボスシート、および、熱可塑性樹脂製エンボスシートの製造方法
【課題】高転写率の熱可塑性樹脂製エンボスシートを製造できるエンボス転写用熱可塑性樹脂シートを提供する。
【解決手段】エンボス転写用熱可塑性樹脂シート11は、熱可塑性樹脂製の基材層11Aと、この基材層11Aに積層する転写面層11Bとを備えた積層構造である。転写面層11Bは、ガラス転移点(Tg)が、基材層11AのTgよりも1℃以上低い構成とするか、易滑性添加剤を含有させた構成とするかの少なくともいずれか一方とする。基材層11Aは、Tgが50℃以上200℃以下とする。転写層11Bの表面にエンボスパターンを転写することで、熱可塑性樹脂製エンボスシートを製造する。
(もっと読む)
熱可塑性樹脂製エンボスシートの製造方法および製造装置
【課題】簡単な構成で高転写率の熱可塑性樹脂製エンボスシートを製造する。
【解決手段】溶融状態の熱可塑性樹脂シート11を、周面にエンボスパターンを有した第3ロール16と金属製エンドレスベルト15との間に導入し、金属製エンドレスベルト15の第一の温度制御手段30Aにより熱可塑性樹脂シート11片面側から冷却した後、第3ロール16と第4ロール19間に加わる線圧にて熱可塑性樹脂シート11にエンボスパターンを転写させる。その後、金属エンドレスベルト15の第二の温度制御手段30Bにより転写後の熱可塑性樹脂シート11を金属製エンドレスベルト15および第3ロール16から剥離させ、反り矯正ロール17にて反りを矯正し、熱可塑性樹脂製エンボスシート21を得る。エンボスパターンを転写する熱可塑性樹脂シート11が比較的に肉厚でも、バンク不良などの外観不良を生じることなくエンボスパターンを高転写率で効率よく形成できる。
(もっと読む)
低伸縮性樹脂フィルム及びその製造方法並びに製造装置
【課題】太陽電池製造の際の他素材との貼着時などの再加熱によっても実質的に収縮がない低伸縮性樹脂フィルムを得る。
【解決手段】両面エンボス加工の低伸縮性樹脂フィルム100において、一方の面15aを、エンボスの形成された搬送ベルト11上にフィルム状となって押し出された樹脂素材15を搬送ベルト11と共に加熱され、他方の面15bを、エンボスの形成された冷却ローラ21にて加圧して両面エンボス加工した。この低伸縮性樹脂フィルム100は、エンボス加工を施した搬送ベルト11を繰り出し、樹脂素材15を搬送ベルト11上に押し出し、フィルム状樹脂素材15を搬送ベルト11ごと加熱させ、冷却ローラ21にて他方の面15bから加圧しながら一方の面15aとともにエンボス加工を施し、冷却完了後に搬送ベルト11から離間し、両面エンボス加工済みの低伸縮性樹脂フィルム100のみを別途巻き取ることで得られる。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、剥離機構24とを備えている。剥離ロール15は、樹脂シート17の幅方向において、樹脂シート17の賦形ベルト14とは反対側の表面の全体にわたって接している。剥離機構は、冷却ロール13と剥離ロール15との間の隙間から搬出された樹脂シート17を賦形ベルト14から剥離させる。剥離ロール15による樹脂シート17の送り速度は、冷却ロール13による賦形ベルト14の送り速度と等しい。
(もっと読む)
1 - 20 / 40
[ Back to top ]