
Fターム[4F210AP11]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 検出量又は監視量 (116) | 寸法(←長さ、大きさ、厚み等) (28)
Fターム[4F210AP11]に分類される特許
1 - 20 / 28
フィルム製造装置
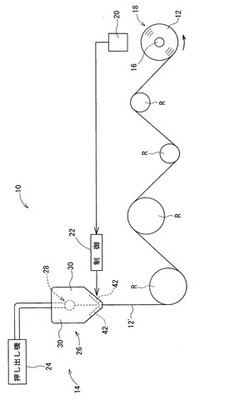
【課題】本発明の目的は、均一な厚みのフィルムを製造するためのフィルム製造装置を提供することにある。
【解決手段】フィルム製造装置10は、溶融されたフィルム材料12'を押し出す押し出し装置14、押し出されたフィルム材料12'を延伸する延伸装置、巻き芯16にフィルム12を巻き取る巻き取り装置18、巻き取られたフィルム12の硬度を測定する硬度計20、押し出し装置14を制御する制御手段22を備える。制御手段22は、測定された硬度に応じて押圧手段42を制御し、リップ36の間隔を変更する。
(もっと読む)
シートの製造方法、製造装置、厚み制御方法および厚み制御装置

【課題】厚み調整手段の延伸後の対応を正確に取得し、厚みを精密に制御するシートの製造方法を提供する。
【解決手段】厚み調整手段を備えたダイ4を用いて溶融材料を押出し、延伸を含む所定の加工によりシートを得るとともに、加工の完了後の厚み分布から算出した操作量に基づき厚み調整手段を操作してシート厚みを制御するシートの製造方法において、所定の加工の完了前に印付与手段12によりシートの複数の所定の幅方向位置に光または熱により印を付与し、加工完了後に検査器8bによりその印の跡を検出することにより、前記所定の加工の完了前後でのシートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて厚み制御を行う。
(もっと読む)
インフレーションフィルムの製造方法
【課題】インフレーションフィルムの巻取りロールにおける巻径のムラを低減する。
【解決手段】インフレーションフィルム2が環状ダイ1からピンチロール3に至る間においてインフレーションフィルムの厚みを計測し、この厚みデータに基づいてピンチロールを所定面内において一定速度で回転させながら、インフレーションフィルムを巻取りロールとして巻き取るインフレーションフィルム製造方法において、上記一定速度下における上記厚みデータを用いて巻取りロールの幅方向で巻径を計算し、次に上記一定速度を増速又は減速した変更速度下での上記厚みデータを用いた巻取りロールの幅方向での巻径の計算を行い、この幅方向での巻径のムラが上記一定速度下での幅方向の巻径のムラよりも低減していれば、上記一定速度を上記変更速度に変更する。
(もっと読む)
ポリマーフィルムの延伸設備及び方法
【課題】ポリマーフィルムの幅方向における厚みムラの発生を抑える。
【解決手段】クリップ35によりフィルム19の幅方向の側縁部を把持して、フィルム19を搬送しながら延伸する。上部送風ヘッド40aをテンタ12内のフィルム19の上面側に設ける。下部送風ヘッド40bをテンタ12内のフィルム19の下面側に設ける。上部送風ヘッド40aと下部送風ヘッド40bとからフィルム19の上面と下面とに加熱風を吹き付ける。下部送風ヘッド40bの送風量を上部送風ヘッド40aの送風量より大きくして風圧差をつける。風圧差によりフィルム19の幅方向における撓みを抑える。フィルム19は水平に保持された状態で延伸される。
(もっと読む)
延伸されたブロー成形フィルムの厚さ制御のための方法
【課題】フィルムブロー設備において製造されたフィルムを平坦化後にストレッチ設備において、最終フィルムがフィルム中央からフィルム縁辺部に向かって可能な限り小さな厚さ増幅部を有する厚さ断面を有するように、機械方向において一軸に延伸することを可能にする解決手段を提供することである。
【解決手段】フィルムブロー設備(1)において製造されたチューブラフィルム(6)のフィルム厚さ断面を、ストレッチングにより、フィルム幅全体にわたって平均的なフィルム厚さから可能な限り小さな偏差を有する厚さ横断面を持ったフィルムが製造されるように制御するようにした。
(もっと読む)
引抜延伸による熱可塑性樹脂シートの製造方法
【課題】蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】互いの軸線O2、O3方向を平行に配して設けられた一対の引抜延伸ロール5、6の間に熱可塑性樹脂シート1を通過させて、引抜延伸した熱可塑性樹脂シート1を製造する方法であって、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、一対の引抜延伸ロール5、6の間隔に変動が生じるとともに、この計測結果に基づいて一方の引抜延伸ロール6の位置を調整する引抜延伸ロール間隔制御機構10を設けることにより、軸線O2、O3方向一端から他端まで一対の引抜延伸ロール5、6の間隔を均一に維持するようにした。
(もっと読む)
樹脂フィルム特性評価装置
【課題】延伸中の樹脂フィルムの特性をその場で適切に評価できる樹脂フィルム特性評価装置を提供する。
【解決手段】樹脂フィルムを延伸しつつ、樹脂フィルムの特性を評価する樹脂フィルム特性評価装置であって、樹脂フィルムを2軸以上に同時延伸可能なフィルム延伸手段と、延伸中の樹脂フィルムに対して電磁波を照射する電磁波照射手段と、樹脂フィルムを透過した電磁波を検出する検出手段とを備え、検出手段の検出結果に基づいて樹脂フィルムの特性を評価する。
(もっと読む)
樹脂フィルム用延伸装置
【課題】テンタクリップのチャッキング不安定、チャック不良、あるいは、延伸中にチャッキングピッチが不均一になるのを防止することができる樹脂フィルム用延伸装置を提供する。
【解決手段】本発明に係る樹脂フィルム用延伸装置10は、樹脂フィルムの左右縁部を把持するテンタクリップ17が列設され、その樹脂フィルム50の受入側の従動スプロケット15と送出側の駆動スプロケット13間に掛け渡されて周回するクリップチェーン11が、その樹脂フィルム50の走行方向に対して対称に配設された樹脂フィルム用延伸装置であって、前記従動スプロケット15を樹脂フィルム50の走行方向と平行に移動させて前記クリップチェーン11の張り調整を行う一対の張調整手段25と、前記従動スプロケット15の順方向の回転負荷を調整する一対の負荷調整手段30と、を有する。
(もっと読む)
テンター装置
【課題】より厳密にフィルムを延伸できるテンター装置を提供する。
【解決手段】左右一対のテンターチェーン14,16の中の一方のテンターチェーンが延びて、前記各測長装置40,41がそれぞれ測定した前記移動距離の差が基準値より高くなると、延びた前記テンターチェーンとは反対側の前記テンターチェーンに関する前記エアーシリンダーによって、前記反対側のテンターチェーンの前記他動スプロケットを前記基準値内に移動させる、
(もっと読む)
フィルム成形装置におけるフィルムの肉厚検出装置
【課題】チューブ状のフィルムを成形するフィルム成形装置において、肉厚検出手段と揺止め手段とを一体化させて、フィルムを傷付けることなく、フィルムの肉厚を正確に測定できるように構成する。
【解決手段】フィルム5の外周面から適正範囲内の距離Sを介した位置に、フィルム5の外周面に沿って旋回自在な非接触式厚みセンサ14を設ける一方、非接触式厚みセンサ14を挟んでフィルム5の上流側および下流側の少なくともいずれか一方に揺止め機構15を配設して、揺止め機構15が非接触式厚みセンサ14と一体に旋回移動するように構成する。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】平均反射率90%以上のフィルムにおいて、フィルム端部(エッジ)の厚みプロファイルの管理を行うことによって、フィルム製造中の破れを抑制したフィルムの製造方法を得る。
【解決手段】平均反射率90%以上の熱可塑性樹脂フィルムであって、該フィルムの表面と裏面から変位センサを用いて、フィルムまでの距離を測定することによって、フィルム端部の厚み測定を行うことで、フィルム端部の厚みプロファイルを管理する工程を有することを特徴とする、熱可塑性樹脂フィルムの製造方法。
(もっと読む)
ポリ乳酸製熱収縮材
【課題】ガラス転移温度である60℃以下、室温付近でも柔軟性を備え、かつ使用時には十分な熱収縮性能を備えるポリ乳酸製熱収縮材を提供する。
【解決手段】ポリ乳酸と架橋性モノマーと可塑剤を含むポリ乳酸組成物からなり、前記ポリ乳酸組成物中に前記可塑剤が10質量%以上20質量%以下の割合で配合され、前記可塑剤を除く成分のゲル分率が70質量%以上100質量%以下とされている。
(もっと読む)
テンターオーブン
【課題】
MD流の発生を抑制することで、フィルム幅方向の温度ムラを低減し、フィルム幅方向の特性および厚みが均一である熱可塑性樹脂フィルムの製造を可能にするテンターオーブンを提供する。
【解決手段】
複数のゾーンがフィルム長手方向に連結してなり、前記ゾーン内にはフィルム両面に対向して設置されたエア吹き出し部をフィルム長手方向に複数有し、エア吹き出し部の周囲にはエア吸い込み部を有する熱可塑性樹脂フィルム製造用のテンターオーブンにおいて、前記ゾーンのうち少なくとも1つをフィルム長手方向に等間隔で入口部、中央部、出口部の3つに分割した場合に、中央部内にあるエア吸い込み部の吸気量が、入口部内にあるエア吸い込み部の吸気量よりも大きく、かつ出口部内にあるエア吸い込み部の吸気量よりも大きいことを特徴とするテンターオーブン。
(もっと読む)
シート端検出装置
【課題】シート端の位置を安価に検出するシート端検出装置を実現することを目的とする。
【解決手段】フォトセンサを用いてシート状物体の端部を検出するシート端検出装置において、前記シート状物体の一方の面に配置された一つの発光素子と、前記シート状物体の他方の面に配置された分割受光素子と、該分割受光素子からの複数の出力信号を入力するとともに基準値調整手段手段からの基準値を入力する比較回路と、前記シート状物体を挟み前記発光素子と分割受光素子を搭載するセンサアームと、該センサアームをシート状物体の幅方向に駆動させる駆動装置を具備し、
前記比較回路は前記分割受光素子のそれぞれの出力と前記基準値調整手段手段からの基準値を比較し、その比較結果に基づいて前記駆動装置に駆動指令を出力する。
(もっと読む)
インフレーションフイルム成形用エアリングと、このエアリングを備えるインフレーションフイルム成形装置。
【課題】隣接するエア供給路間でエアが相互に流れる間隙を形成し、この間隙で分流するエアの連絡路が形成されていることにより、隣接する区分間でエアの一部を相互に分流させ、隣接する区分の吹出口間におけるエア流の風量不足を解消し、これに伴いバブルの冷却不足箇所を解消し、白筋の発生を解消する。
【解決手段】隣接するエア供給路52間でエアが相互に流れる間隙57を形成し、この間隙57で分流するエアの連絡路が形成されていることにより、連絡路でバブル全周にわたる薄膜の冷却エア層が形成されているため、隣接するエア供給路52間の位置においての風量が不足する領域が解消され、更にこのバブル全周にわたる冷却エア層と隣接して、各区分されたエア供給路52から送られる大量の冷却エアで吹出口50に対面するバブルの表面を冷却する。
(もっと読む)
位相差フィルムの製造方法
【課題】 本発明は、従来に比べ、幅方向の収率を大幅に改善することができる位相差フィルムを提供する。
【解決手段】 本発明は、長尺状の環状オレフィン系樹脂フィルムFをその幅方向に延伸して得られる位相差フィルムの製造方法であって、延伸前の原反の厚み分布を適切に制御することによって、延伸後の幅方向の収率を大幅に改善することができる。
(もっと読む)
熱可塑性樹脂シートの製造方法
【課題】本発明の目的は、プロセスモデルを用いた厚み制御を行ってシートを製造する際に、厚み調整手段への操作量が発散することを防止し安定して厚み斑の少ないシートの製造方法を提供する。
【解決手段】複数個の厚み調整手段2を備えた口金1を用いて原料を押し出し、成形してシートとなすとともに、シートの幅方向における厚み分布を測定し、この測定値に基づき、制御系の挙動を記述したプロセスモデルを用いて厚み調整手段2に加える操作量を求め、操作量を各厚み調整手段2に出力してシートの幅方向の厚み分布が所望の厚み分布となるように制御するシートの製造方法であって、複数個の厚み調整手段2と幅方向における厚み分布の測定に際する位置との対応関係の調整を、1本以上の製品シートのロールを製造後、所定の式が成立する条件にて実施し、調整の結果に基づいて厚み調整手段2に加える操作量を求める熱可塑性樹脂シートの製造方法。
(もっと読む)
シートの製造方法
【課題】
シート製造時にロスを出すことなく厚み調整手段の延伸後の対応を正確に推定し厚みを精密に調整するシートの製造方法を提供する。
【解決手段】
複数個の厚み調整手段を備えたダイを用いて溶融材料をシート状に押出し、延伸または発泡を含む所定の加工を実施することで所望のシートとなすとともに、該シートの幅方向厚み分布を測定し、測定値に基づいて各測定位置に対応する前記厚み調整手段に加える操作量を計算し、該操作量によって前記厚み調整手段を操作してシート厚みを制御するシートの製造方法において、加工完了前のシート幅方向厚み分布と加工の完了後シート幅方向厚み分布を比較することで、両シートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて、前記厚み調整手段に対する前記所定の加工完了後のシート幅方向対応位置を決定し、決定した前記シート幅方向対応位置に基づいてシートの厚みを制御する。
(もっと読む)
ポリアミド系混合樹脂フィルムロールの製造方法
【課題】スムーズに歩留まり良くラミネートによる製袋加工を行い得る二軸配向ポリアミド系混合樹脂フィルムロールを効率的に製造するための製造方法を提供する。
【解決手段】本発明のポリアミド系混合樹脂フィルムロールの製造方法は、ポリアミド系混合樹脂を移動冷却体面上へシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程、および二軸延伸された二軸延伸フィルムをロール状に巻き取る巻取工程を含んでいる。そして、溶融押出冷却工程においては、ポリアミド系混合樹脂の移動冷却体面への溶融押出し冷却に際し、直流高圧を印可した電極と溶融状態のポリアミド系混合樹脂シートとの間に、ストリーマコロナ状態のコロナ放電が行われ、溶融状態のポリアミド系混合樹脂シートに移動冷却体面と密着させるのに十分な電荷が付与される。
(もっと読む)
再配置可能なヒーターを使用するクロスウェブ熱分配システムおよび方法
高分子フィルムのクロスウェブ厚さプロファイルを制御するシステムおよび方法が開示される。熱分配領域におけるフィルムへの熱の選択可能な分配を提供するクロスウェブ熱分配システムが開示される。クロスウェブ熱分配システムは少なくとも1つの選択可能な再配置可能な加熱素子(260a〜e)を備える。 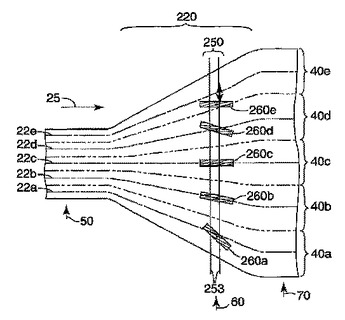 (もっと読む)
(もっと読む)
1 - 20 / 28
[ Back to top ]