
Fターム[4F210QC02]の内容
プラスチック等の延伸成形、応力解放成形 (31,869) | 延伸成形−延伸方向 (2,801) | 一軸延伸 (1,113) | 縦一軸延伸 (312)
Fターム[4F210QC02]に分類される特許
141 - 160 / 312
フィルム延伸機
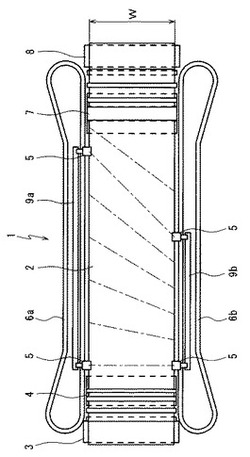
【課題】フィルムを安定して斜めに延伸できるフィルム延伸機を提供する。
【解決手段】フィルム延伸機1は、フィルム2を送出する供給装置3と、供給装置3から送出されたフィルム2をガラス転移温度以上に加熱する予熱装置3と、予熱装置3が加熱したフィルム2の両側をそれぞれ把持し、予熱装置3以上の速度で搬送するテンタチェイン6aおよび予熱装置3と同じ速度で搬送するテンタチェイン6bと、テンタチェイン6a,6bが搬送したフィルム2を、高速側のテンタチェイン6aと同じ速度で搬送しながら加熱および冷却するアニール装置7と、アニール装置7と同じ速度でフィルム2を巻き取る巻き取り装置8とを有する。
(もっと読む)
熱可塑性樹脂フィルムの加熱延伸方法および加熱延伸装置

【課題】延伸機が緊急停止しても、加熱器を瞬時に退避させ、余熱がフィルムを加熱しないようにし、軟化した熱可塑性樹脂フィルムが加熱器および遮熱板に接触、融着、発火を防ぐことが可能な熱可塑性樹脂フィルム加熱延伸方法および加熱延伸装置を提供する。
【解決手段】熱可塑性樹脂フィルムを加熱器および延伸機により加熱延伸する工程において、延伸機が停止した際に、加熱器をフィルムから加熱器までの距離がフィルムの延伸距離の30%以上になるように退避させることを特徴とする熱可塑性樹脂フィルムの加熱延伸方法。
(もっと読む)
延伸フィルムの製造方法
【課題】従来よりも高い遅相軸精度を有し、かつ平面性が良好な延伸フィルムを製造する方法を提供すること。
【解決手段】熱可塑性樹脂フィルムを、予熱ロールによる予熱工程、フロート方式の加熱装置による加熱工程、除熱ロールによる除熱工程をこの順に通過させ、予熱ロールと除熱ロールとの周速の差を利用して流れ方向に縦一軸延伸することにより延伸フィルムを製造する方法であって、フロート方式の加熱装置が、フィルムの流れ方向に連なる3つ以上の区画に分かれており、各区画内の温度が特定の関係を満たし、さらに前記フロート方式の加熱装置の上流からk番目の区画における温度、及びk+1番目の区画における温度が特定の関係を満たし、加熱工程と除熱工程との間にフィルムの幅方向に10〜500N/mの張力を与える工程を有し、その際のフィルム温度及び前記フロート方式の加熱装置の最下流の区画における温度が、特定の関係を満たすようにする。
(もっと読む)
セルロースアシレートフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】セルロースアシレートフィルムを用いてReが大きく、かつ割れにくく、トタン板状の皺がないセルロースアシレートフィルムを製造する方法を提供する。
【解決手段】延伸前のフィルム幅の0.01〜2倍のスパン間で、下記式(I)の条件を満たす温度T(単位;℃)で、搬送方向へ延伸することを特徴とするセルロースアシレートフィルムの製造方法。
式(I): Tc+10≦T<Tm0
[式中、Tcは前記熱処理前のセルロースアシレートフィルムの結晶化温度(単位;℃)を表し、Tm0は前記熱処理前のセルロースアシレートフィルムの融点(単位;℃)を表す。]
(もっと読む)
樹脂中空管の製造方法
【課題】従来の押出成形法で中空管を製造した場合の様々な欠点を解消するための、樹脂中空管の製造方法を提供する。
【解決手段】本発明の樹脂中空間の製造方法は、ストランド供給部、引取り部、および供給部と引取り部との間に配置した赤外線集光加熱部を有する加熱延伸装置内で、熱可塑性樹脂からなるストランドを、該熱可塑性樹脂に吸収される波長を含む赤外線を該ストランドに向けて複数方向から集光することにより、該ストランドの延伸方向の中心部の粘度が、外周部の粘度よりも低くなるように加熱しながら延伸することにより、該ストランドの延伸方向に中空部を連続的に形成する工程Yを有する樹脂中空管の製造方法。
(もっと読む)
光学フィルム加圧装置
【課題】 この発明の目的は、延伸されるべき光学フィルムを安定的に保持することを可能にする光学フィルム加圧装置を提供する。
【解決手段】 光学フィルム加圧装置30は、フレーム部34およびベルトユニット36を少なくとも備える。フレーム部34は、延伸部18に取り付け可能に構成される。ベルトユニットは、加圧ローラ183に圧接するようにフレーム部34に支持される。ベルトユニット36は、光学フィルム11を介して加圧ローラに圧接するように配置される無端ベルト38と、この無端ベルト38を張架する複数のガイドローラ(40、42、44、46、48、50、52)とを備える。この結果、ニップロール方式のように加圧ローラ同士が圧接するのではなく、無端ベルト38が光学フィルム11を介して加圧ローラ183に圧接するようになる。
(もっと読む)
偏光フィルム、その製造方法および偏光板
【課題】ヒートサイクル試験において破断しない耐久性に優れた偏光フィルム、その製造方法、当該偏光フィルムを用いた偏光板を提供する。
【解決手段】ポリビニルアルコール系樹脂フィルムに二色性色素が吸着配向しており、ホウ素含有量が3〜3.9重量%であり、延伸軸方向を短辺として2mm×8mmの大きさで80℃に加熱したとき、延伸軸と直交する方向の収縮力が2.8N以下である偏光フィルムおよびそれを用いた偏光板。ポリビニルアルコール系樹脂フィルムを、膨潤処理、染色処理およびホウ酸処理の順で連続的に処理し、これらの少なくとも1つの工程で一軸延伸して偏光フィルムを製造する際、ホウ酸処理を、水100重量部あたりホウ酸を2〜5重量部含む水溶液中にて50〜70℃で行う第1ホウ酸処理と、第1ホウ酸処理に用いた水溶液よりホウ酸濃度の低い水溶液中にて第1ホウ酸処理より低い温度で行う第2ホウ酸処理とに分けて行う。
(もっと読む)
熱可塑性のフィルム材料の長さ方向の延伸配向のための方法および装置
ネッキングを生ずることなく長さ方向での延伸を許容するために、長さ方向延伸ゾーンの上流に幅リダクションゾーンを含み、それを通ってフィルムの幅が徐々に低減される、熱可塑性フィルム材料(4)を長さ方向に延伸する方法およびそのための装置。幅リダクションゾーンは少なくとも1つ、好ましくはいくつかのペアの互いにかみ合う溝を有するプリーツ加工ローラー(16,17)、またはディスクを含み、材料をプリーツ加工する。幅リダクションゾーンの長さは好ましくはフィルムの当初の幅の3倍未満である。幅リダクションゾーンは上流ローラー(14)および下流ローラー(15)またはローラーアセンブリを含む。これらは曲がった軸を有し、任意に滑らかな幅の低減のためにコンベアベルトを有する。長さ方向の延伸は好ましくは少なくとも2つ、好ましくは2よりも多いペアの延伸ローラー(9,10,11,12)で行われこれらは互いに接近している。プリーツは数段階で設けられ、段階ごとにプリーツは増加し、ガイド手段は好ましくはすべてのプリーツを一方向に寝かせる。この方法は高い引張強度、降伏点、引き裂き伝播抵抗、および孔開け抵抗性を、特にポリエチレンおよびポリプロピレンフィルムに与える。 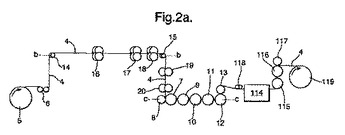 (もっと読む)
(もっと読む)
熱可塑性樹脂製位相差フィルムの製造方法
【課題】傷が少なくかつ光軸や位相差のばらつきの少ない熱可塑性樹脂製位相差フィルムの提供
【解決手段】各ノズル20のスリット20aから噴き出させた熱風を吹き付けて熱可塑性樹脂製フィルムFを加熱及びフローティングさせると共に、ニップロール30A,30B,32A,32Bの回転速度を互いに異ならせることにより熱可塑性樹脂製フィルムFを縦延伸する工程を含む。各ノズル20のスリット20aは熱可塑性樹脂フィルムFの幅方向に延在し、各ノズルの各スリットについて、スリットから噴き出される熱風の風速A(m/s)と、該スリットのスリット幅B(m)との積をC(m2/s)とし、一本のノズルに設けられている全スリットについてのCの総和をQとし、各ノズルについて、Qが3×10−2m2/s〜1×10−1m2/s、かつ、各スリットから噴出される熱風の風速Aが2m/s〜15m/sである。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シート及びその製造方法
【課題】線膨張係数が低く、軽量で、弾性率が高く、耐熱性、耐衝撃性、耐久性、加工性、作業性、生産性等が優れ且つ延伸方向と垂直方向の破断伸びが大きく二次加工の際に割れにくく曲げ加工性の優れた熱可塑性ポリエステル系樹脂シートの提供。
【解決手段】JIS K 7113の引張試験方法に準拠して測定した、延伸方向の弾性率が9GPa以上であり、無張力下で180℃で2分間加熱したときの延伸方向の収縮率が4%未満、無張力下で75℃で100時間加熱したときの延伸方向の収縮率が0.1%未満、延伸方向と直角方向の破断伸びが5%以上である延伸熱可塑性ポリエステル系樹脂シート。
(もっと読む)
延伸シートの製造方法および異方性光学シートの製造方法
【課題】延伸時のボーイングの発生を抑制して、延伸前後におけるシート表面の立体構造の形状の崩れを防止できる延伸シートの製造方法を提供する。
【解決手段】延伸ユニット24の入口側に設置された第1ロール31と、延伸炉の出口側に設置された第2ロール32との間で、所定幅に裁断された樹脂シート21をその長さ方向に一軸延伸する工程を有する延伸シートの製造方法であって、上記延伸炉の内部では、樹脂シート21を延伸温度に予熱する第1工程と、予熱した樹脂シート21を延伸温度にて延伸する第2工程と、延伸した樹脂シート21Pを冷却する第3工程がこれらの順に連続して行われ、上記第2工程における樹脂シート21の延伸倍率をP、樹脂シート21のシート幅をW、上記第2工程を実施する延伸炉の炉長をLとしたときに、L≧W×Pの関係を満足させる。
(もっと読む)
微小孔性膜及びその製造及び使用
本発明はバッテリーセパレーターとして用いた時に、高い透過性及び耐熱性だけでなく、優れた電気化学的安定性と、低い熱収縮率を含む重要な性質を好適なバランスで有する複数層の微小孔性膜に関する。この複数層の微小孔性膜は良好な機械的強度、伝対溶液吸着、及び圧縮耐性性質を有する。本発明はそのような複数層の微小孔性膜を製造する方法、そのような微小孔性膜を含むバッテリーセパレーター、及びそのようなバッテリーセパレーターを用いたバッテリーにも関する。 (もっと読む)
透明ポリマーフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】面内レタデーションを逆波長分散化した透明ポリマーフィルムを提供する。
【解決手段】固有複屈折の波長分散パラメータΔΔn0calcが負である化合物を含有するセルロースアシレートフィルムを、Tc以上Tm0未満の温度で熱処理する[TcとTm0はそれぞれ熱処理前のセルロースアシレートフィルムの結晶化温度と融点を表す。]。
(もっと読む)
透明ポリマーフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】面内レタデーションが逆波長分散であり、同時に厚さ方向レタデーションが順波長分散である透明ポリマーフィルムを提供する。
【解決手段】、面内レタデーション値の波長分散が逆波長分散であり、厚さ方向レタデーションが順波長分散であり、ポリマーの面内配向方向と直交する方向に波長550nmにおける面内遅相軸を有することを特徴とする透明ポリマーフィルム。
(もっと読む)
光学フィルムの製造方法、光学フィルム、液晶表示装置、画像表示装置
【課題】連結部の両サイドを切断しつつも、比較的連結部に於ける破断の虞が少ない光学フィルムの製造方法等を提供する。
【解決手段】送り入れられた帯状フィルムを把持するニップ部が間隔を空けて配され該間隔内で該帯状フィルムを長手方向に延伸するように構成されてなる延伸装置に、帯状の原反フィルムを先端側から送り入れ、且つ先行して送り入れた原反フィルムの後端側と次の原反フィルムの先端側とをヒートシールにて連結することにより、順次連続して原反フィルムを延伸装置に送り入れて延伸させる光学フィルムの製造方法であって、前記原反フィルムの後端側と次の原反フィルムの先端側との連結部を前記延伸装置に送り入れる前に、該連結部を含む領域の両サイドを弧状に切断し、切断された領域の長手方向長さRをニップ部の間隔Lの90〜105%とすることを特徴とする光学フィルムの製造方法。
(もっと読む)
透明ポリマーフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】湿度が上昇するとReが大きくなる透明ポリマーフィルムを提供すること。
【解決手段】セルロースアシレートフィルムを、Tc≦T<Tm0の条件を満たす温度Tにおいて延伸速度20%/分以上で延伸する[Tcは前記延伸前のセルロースアシレートフィルムの結晶化温度(単位;℃)を表し、Tm0は前記延伸前のセルロースアシレートフィルムの融点(単位;℃)を表す。]。
(もっと読む)
透明ポリマーフィルムとその製造方法、位相差フィルム、偏光板および液晶表示装置
【課題】Reの湿度依存性が大きくて、Reが小さい透明ポリマーフィルムを提供すること。
【解決手段】セルロースアシレートフィルムを(Tc−30)≦T<Tcを満たす温度Tで延伸する[Tcは前記セルロースアシレートフィルムの結晶化温度(単位;℃)を表す。]。
(もっと読む)
ポリマーフィルムの延伸方法、延伸ポリマーフィルムの製造方法、偏光子の製造方法、偏光子、偏光板、光学フィルム、画像表示装置および延伸装置
【課題】 ネッキングの発生を抑制可能なポリマーフィルムの延伸方法およびそれを用いた偏光子の製造方法を提供する。
【解決手段】 親水性ポリマーフィルム1を二色性物質で染色する染色工程と、前記親水性ポリマーフィルム1を延伸する延伸工程を有する偏光子の製造方法であって、前記延伸工程が、前記染色工程および前記染色工程とは別の工程の少なくとも一つの工程で実施され、前記延伸工程が、一定の距離を置いて配置された一対のロール2a、2b間に、前記親水性ポリマーフィルム1を掛け渡し、前記一対のロールの各ロール2a、2bを回転させて、前記ロール間の前記親水性ポリマーフィルム1に張力を加えて延伸することで実施される。
(もっと読む)
光学フィルムの製造方法、光学フィルム、液晶表示装置、画像表示装置
【課題】複数の原反フィルムを順次連続して長手方向に延伸しつつも、延伸による破断の虞が少ない光学フィルムの製造方法を提供する。
【解決手段】送り入れられた帯状フィルムを長手方向に延伸する延伸装置に、帯状の原反フィルムを先端側から送り入れ、且つ先行して送り入れた原反フィルムの後端側と次の原反フィルムの先端側とをヒートシールにて連結することにより、順次連続して原反フィルムを延伸装置に送り入れて延伸させる光学フィルムの製造方法であって、前記原反フィルムの後端側と次の原反フィルムの先端側との連結部を前記延伸装置に送り入れる前に、両サイドを弧状に切断して、切断後の該連結部の幅を原反幅の50〜70%とすることを特徴とする光学フィルムの製造方法。
(もっと読む)
偏光フィルムの製造方法
【課題】透過率が高く、幅広の偏光フィルムの製造が可能な偏光フィルムの製造方法、及びその製造方法により得られる偏光フィルムを提供する。
【解決手段】本発明の偏光フィルムの製造方法は、一対の搬送ロールにより所定方向に搬送しながら行うフィルムの湿式延伸工程を含む偏光フィルムの製造方法であって、前記一対の搬送ロール間には、前記フィルムの搬送方向を浴内で変更させるガイドロールが設けられており、前記ガイドロール間の距離L1と延伸直前のフィルムの幅Wの比(L1/W)が1.2以下であることを特徴とする。
(もっと読む)
141 - 160 / 312
[ Back to top ]