
Fターム[4F211AA04]の内容
プラスチック等のライニング、接合 (31,000) | 樹脂材料等(主成形材料) (1,608) | ポリオレフィン (318) | ポリエチレン系 (120)
Fターム[4F211AA04]の下位に属するFターム
HDPE (9)
LDPE (5)
LLDPE (7)
EPM、EPDM、EPT (1)
エチレン−酢酸ビニル共重合体 (18)
Fターム[4F211AA04]に分類される特許
21 - 40 / 80
シールを有する物品及びその物品を形成するためのプロセス
エンボス加工シールを有する物品は、少なくとも2つのウェブと、少なくとも2つのウェブの一部分を連結するエンボス加工シールと、を備え、このシールは、少なくとも2つのウェブ内に形成された共整合された同心の別個の延長要素を含み、別個の延長要素は開放基端を有する。 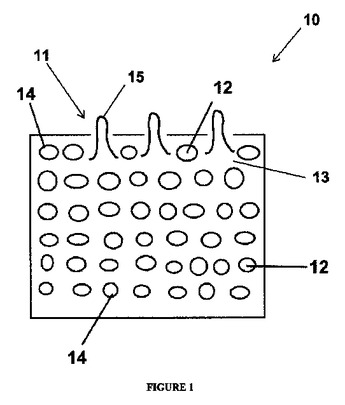 (もっと読む)
(もっと読む)
管更生材及び該管更生材を用いた既設管更生工法
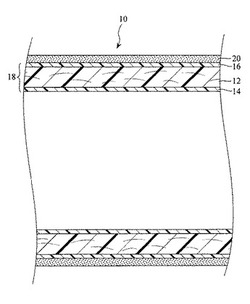
【課題】既設管の低温度の影響なく、硬化状態や設置状態の不良を的確に回避することのできる管更生材及び該管更生材を用いた既設管更生工法を得ること。
【解決手段】管更生材10の外側に最外層部材として、基本構成部18よりも熱伝導率の低い断熱層20を設けた。これにより、補修対象である既設管内に設置された状態において、基本構成部18と既設管100との間に熱伝導率の低い断熱層20が介在しているので、低温の既設管温度の影響を低減することが可能となり、従来の管更生材に比し、硬化不良や設置状態不良等の発生が減少し、完成した更生管の品質の信頼性が向上する。
(もっと読む)
合成樹脂製管と合成樹脂製継手の接合方法

【課題】合成樹脂製管の接着工法による配管施工において、接着剤硬化前における合成樹脂製管と合成樹脂製継手の接合部でのズレやガタツキを簡便な方法で防止することができる合成樹脂製管と合成樹脂製継手の接合方法を提供する。
【解決手段】合成樹脂製管1および合成樹脂製継手2の接合部の両方またはいずれか一方に、ポリウレタン系、変性シリコーン系、エポキシ系およびシリコーン系のうちのいずれか1種以上の成分を含む接着剤(A)を塗布した後、瞬間接着剤(B)を塗布して、前記管1と継手2を接着して、接合する。
(もっと読む)
クランプ装置
【課題】作業に要する労力負担の軽減、管路同士の中心位置を容易に位置決めした状態を維持しながら接合が行える構成を備えたクランプ装置を提供する。
【解決手段】周方向で二分され、管部材の周方向一部が欠如されて外周面形状に倣う湾曲面を有した第1,第2の把持面部材101,102と、これら把持面部材が一体化されて上端側のヒンジ結合部を支点として揺動可能な第1,第2の支持部材103,103’と、第1の支持部材103に設けられているシーソー運動可能な開閉操作部材108の揺動端に設けられて開閉操作部材108のシーソー運動により水平方向の位置を変化させる第1のリンク部材111と、第1リンク部材111に連結されて開閉操作部材108のシーソー運動に連動してヒンジ結合部を中心に水平方向の位置を変化させる第2のリンク部材113とを備え、第1,第2のリンク部材同士の水平位置の変化に応じて第2支持部材103’の欠如部を管部材Pの外周面に対して接離する方向に揺動させることを特徴としている。
(もっと読む)
加硫ゴムシートの接合方法
【課題】加硫ゴムシートを接合する際に熱可塑性樹脂からなるシートと同様にシートの重ね合わせ部の小口に融着材を配置することでシートの接合を行うことができる加硫ゴムシートの接合方法を提供する。
【解決手段】加硫ゴムシート1a、1bの端部同士を重ね合わせた状態で、熱可塑性材料からなる融着材5を溶融押出ながら、前記加硫ゴムシート1a、1bを重ね合わせた小口4において両方のシートにまたがるように、前記溶融した融着材5を配置して加硫ゴムシート同士を接合してなる。
(もっと読む)
溶着部材の溶着方法及び溶着部材
【課題】高い接着強度で溶着部材を成形体に溶着することができる方法を提供する。
【解決手段】溶着面3がポリプロピレン系樹脂及びポリエチレン系樹脂のうちの一方の樹脂である第1の樹脂から形成されている成形体1に、少なくとも溶着面14がポリプロピレン系樹脂及びポリエチレン系樹脂のうちの他方の樹脂である第2の樹脂から形成されている溶着部材10を溶着によって取り付ける溶着部材の溶着方法であって、第1の樹脂と同系統である樹脂からなる第1の接着樹脂層21を成形体1側に配置し、第2の樹脂と同系統である樹脂からなる第2の接着樹脂層22を溶着部材10側に配置し、成形体1の溶着面3と溶着部材10の溶着面14とを溶着させる方法であり、第1の接着樹脂層21及び第2の接着樹脂層22樹脂のうちの一方の樹脂が無水マレイン酸変性された樹脂であり、他方の樹脂がエポキシ基を有する樹脂であることを特徴としている。
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
ポリエチレン材料の接合工法
【課題】加工工数の増加を招くことなく簡易な手法により管路同士の偏心などを招くことなく簡単に接合することが可能な管路接続工法を提供する。
【解決手段】ポリエチレン管1,1’同士の継ぎ足しを行う際の管路接続工法であって、前記ポリエチレン管1,1’の対向する端面同士の間に各端面に対して相対回転可能な仲介環状部材2を配置し、該仲介環状部材2の軸方向両端面を前記対向するポリエチレン管1,1’の端面にそれぞれ接触させた状態で該仲介環状部材を回転させて端面の摩擦発熱を誘起させることにより仲介環状部材2を介して前記ポリエチレン管1,1’の端面同士を突き当て接合することを特徴とする。
(もっと読む)
一軸延伸されたプラスチックテープからなるコーテッドファブリック、およびそのファブリックから製造される袋
コーテッドファブリック(11,11')は、一軸延伸されたポリマーテープ(12a,12b)、特に、ポリオレフィンまたはポリエステルテープ、好適には、ポリプロピレンまたはテレフタル酸ポリエチレンからなるファブリック(12)を備える。ファブリック(12)は、熱可塑性材料からなる密封層13に被覆されており、当該材料の融点は、ファブリックテープ材料の結晶子融点よりも低い。コーテッドファブリック(11,11')は、熱風溶接、超音波溶接、加熱工具による溶接、または、赤外線溶接またはレーザービーム溶接に最適である。  (もっと読む)
(もっと読む)
接着剤配合及び多層アセンブリ
本願に記載の発明は、様々な用途のための接着剤配合及び多層アセンブリの製造におけるその使用に関する。 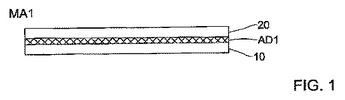 (もっと読む)
(もっと読む)
保温材付きパイプの製造方法
【課題】保温材付きパイプの生産性を向上させる。
【解決手段】パイプ12を製造した後に、一旦、コイル状に巻き取らないので、パイプ12に捲き癖が生じていない状態(養生前のストレートの状態)で、連続して発泡材14が被覆装置でパイプ12に被覆される。よって、パイプ12の振動が殆ど無い状態で、発泡材14が幅方向に変形され幅方向の端部14A同士が接合されるので、接合精度や強度が向上される。また、これにより製造速度の向上が可能とされる。また、パイプ12を巻き取って養生(保管)するためのスペースが不要であり、コイル状に巻き取られたパイプ12を運ぶ工程も不要となる。更に、パイプ12が横持ちとされた際に、パイプ12の外周面12Aが摺れて傷や汚れなどが入らないように配慮する必要もない。したがって、保温材付きパイプ10の生産性が向上される。
(もっと読む)
レーザ切断装置およびレーザ溶接装置
プラスチック容器を形成する方法が開示されている。その方法は、切断輪郭と、上面の溝輪郭とこの溝の底部の複数の排気ポートとを有する支持プラテンを設け、複数の貫通穴が支持プラテンの上面にあり、溝が切断輪郭を画成するように構成されており、第1フィルムを支持プラテンの上面に配置し、支持プラテンの上面の切断輪郭に沿って第1フィルムを切断するためにレーザを照射し、第1フィルムの上に第2フィルムを配置し、第1フィルムを支持プラテンに固定するために複数の排気ポートと複数の離れた貫通穴を真空源に接続し、第1フィルムと第2フィルムとを溶接するために溶接の間レーザからのビームと同軸に継ぎ目において第2フィルムが第1フィルムに接触するのを維持するようにガス噴流を第2フィルムに向け、継ぎ目輪郭に沿って第1フィルムと第2フィルムを溶接すためにレーザと支持プラテンとを相互に移動させ、仕上げられたバッグを提供するために、切断輪郭に沿って第1フィルムと第2フィルムを切断するためにレーザを照射する、ことを特徴とする方法。 (もっと読む)
流路デバイス用基板の接合方法および流路デバイス
【課題】プラスチック材料により製造され、表面に流路を有する流路デバイス用基板の接合方法において、熱プレス、超音波による熱融着や接着剤を用いる接合方法では接合できない材料に対して、より効果的な流路デバイス用基板を接合する方法を提供すること。
【解決手段】表面に流路を有する第1の流路デバイス用基板と、第1の流路デバイス用基板の流路を有する面に密着する面を有する第2の流路デバイス用基板とを接合する方法であって、第1の流路デバイス用基板及び/又は第2の流路デバイス用基板がプラスチック材料からなり、第1の流路デバイス用基板と第2の流路デバイス用基板との間に、プラスチックフィルムを介在させて、熱融着にて接合する工程を有する流路デバイス用基板の接合方法。
(もっと読む)
感光性ウエブの接合構造及びその接合テープ部材
【課題】簡単な構成で、感光性ウエブ同士を良好に接合するとともに、接着剤のはみ出しを阻止し、且つ感光材料層と保護フイルムとの間に空気が進入することを確実に阻止することを可能にする。
【解決手段】接合構造160は、一方の感光性ウエブ22の端部と、他方の感光性ウエブ22の端部との突き合わせ部位Tに跨って、各保護フイルム30に一体に貼り付けられる接合テープ部材162を備える。接合テープ部材162の接着面162aは、保護フイルム30に接着される接着層166と、前記接着層166よりも弱接着力に設定されるとともに、前記接着層166と同等の厚さに設定される非接着層168とを有する。非接着層168は、突き合わせ部位Tに沿って配置される。
(もっと読む)
シート材の接合方法
【課題】接合位置がずれ難く、しかも接合強度が高く、接合部における耐熱性を良好にできるシート材の接合方法の提供を目的とする。
【解決手段】発泡体11Aと被覆材11Bとからなる可撓性を有する二枚のシート材11,21の端部を重ねて接合するシート材の接合方法において、粘着性を有する粘着剤31を介して二枚のシート材11,21の端部12,22を重ねた後、シート材の端部12,22を圧縮および加熱して端部12,22を接合することにより、シート材端部12,22の加熱、圧縮時に粘着剤31の粘着性でシート材11,21の位置ずれを防止して端部12,22を正しく圧縮、加熱できるようにし、端部12,22の接合を良好にする。粘着剤31はシート材11,21の耐熱性よりも高い耐熱性を有するものを用い、接合後のシート材における耐熱性を良好とする。
(もっと読む)
樹脂溶着体の製造方法及び樹脂溶着体
【課題】排斥樹脂が発生した場合でもレーザ溶着後に脱落することを防止する樹脂溶着体の製造方法を得る。
【解決手段】レーザ光に対して透過性を有する樹脂部品2と前記レーザ光に対して吸収性を有する樹脂部品3とを重ね合わせて前記両樹脂部品が互いに接触する接触部21を形成する工程、前記接触部21の一端部に面して前記接触部21に隣接する閉空間6を形成する工程、及び、前記接触部21を介して前記両樹脂部品を互いに押圧し、透過性を有する前記樹脂部品2から前記レーザ光を照射して前記接触部21を加熱して前記接触部21の樹脂を溶融させ、溶融して前記接触部21から排斥された樹脂7を前記閉空間6に収納させ、前記接触部21で溶融した樹脂を凝固させて前記両樹脂部品を溶着する工程を施す。
(もっと読む)
管更生材料の製造方法
【課題】長尺、例えば、数十m以上の長さの管更生材料の製造を容易かつ低コストで行うことができる硬化性樹脂含浸用のチューブの外面をアウターチューブで覆った管更生材料の製造方法を提供すること。
【解決手段】基端側を片持ち状に支持した溝状又は管状のガイド部材3の内側に基端側から硬化性樹脂含浸用のチューブ1を挿入するとともに、ガイド部材3の外側に先端側からアウターチューブ2を皺寄せしながら被せることによって、ガイド部材3の長さよりも数倍以上長い所定長さのアウターチューブ2をガイド部材3に保持させた後、アウターチューブ2をガイド部材3の先端側で切断し、硬化性樹脂含浸用のチューブ1及びアウターチューブ2を揃えてガイド部材3の先端側から順次引き出すことによって、硬化性樹脂含浸用のチューブ1の外面をアウターチューブ2で覆った管更生材料を製造する。
(もっと読む)
カーペットバッキングを付けるためのホットフィルムラミネーション(真空支援)
基材にラミネートする方法、この方法は、少なくとも1つの熱可塑性フィルムを多孔質基材上に配置する工程;少なくとも1つの熱可塑性フィルムを加熱軟化させる工程;ラミネートされた基材を生成させるために、少なくとも1つの熱可塑性フィルムと多孔質基材とを結合させる工程;および、ラミネートされた基材を冷却する工程を含み得る。ここで、結合させる工程は、熱可塑性フィルムを多孔質基材に吸引する工程を含む。基材にラミネートするための設備、この設備は、熱可塑性フォルムを、タフト加工された基材上に配置するための装置;熱可塑性フィルムを加熱軟化させるためのヒーター;および、熱可塑性フィルムを、タフト加工された基材に吸引するための真空を含み得る。 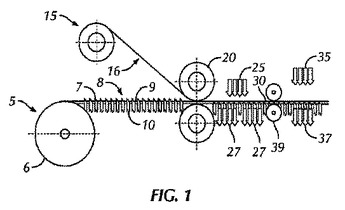 (もっと読む)
(もっと読む)
積層体の界面密着性を改善するためのプロセス
【課題】積層膜の2つの隣接する層の密着性を向上させるための方法を提供する。
【解決手段】2つの隣接する層の少なくとも一方の少なくとも1つのポリマー成分の熱転移温度を超える温度で、前記隣接する層の少なくとも一方の少なくとも1つのポリマー成分が、前記他方の隣接する層に部分的に拡散するために十分な時間にわたって、前記積層膜をアニールすることを含む。前記積層膜から形成された本発明の封止膨張ブラダーは、継ぎ目においても積層体層の層分離あるいは剥離を起こすことなく、高い歪みに耐えることができる。
(もっと読む)
チューブの通線方法
【課題】工場で、長尺のチューブに簡易かつ確実に、低コストで通線を行うことができるチューブの通線方法を提供すること。
【解決手段】チューブTの始端部に通線に用いる糸Thの巻物Rを、糸Thの始端をチューブTの始端から引き出した状態で挿入し、糸Thの巻物Rが位置するチューブTの部分Teを膨らませた状態に維持しながら、チューブTを順次送り出すことにより、糸Thの巻物Rから糸ThをチューブTと共に順次自動的に送り出して、チューブT内に糸Thを通線する。
(もっと読む)
21 - 40 / 80
[ Back to top ]