
Fターム[4F211AA24]の内容
プラスチック等のライニング、接合 (31,000) | 樹脂材料等(主成形材料) (1,608) | ポリエステル(←PET) (215)
Fターム[4F211AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (49)
ポリエチレンナフタレート (9)
ポリアリレート(←全芳香族ポリエステル) (3)
Fターム[4F211AA24]に分類される特許
21 - 40 / 154
金属樹脂複合体の製造方法

【課題】金属部品および熱可塑性樹脂部品からなる金属樹脂複合体において、その接合強度を高める。
【解決手段】この金属樹脂複合体の製造方法には、金属部品2と熱可塑性樹脂部品3とを超音波溶着する溶着工程が含まれる。溶着工程の前に、金属部品2の接合面2aに粗化処理を施す粗化工程が、および/または、金属部品および熱可塑性樹脂部品の少なくとも一方を加熱する加熱工程が設けられている。これにより、金属部品2と熱可塑性樹脂部品3との接合強度を高めることができる。しかも、金属部品2の接合部に特殊な形状を付与する必要がなく、金属樹脂複合体1の製造工程を簡素化することが可能となる。
(もっと読む)
長尺積層物の製造方法

【課題】良好な外観を有する長尺積層物が安定的に得られる長尺積層物の効率的な製造方法を提供する。
【解決手段】第1のシート供給手段から送り出された第1のシートの表面に、紫外線硬化樹脂を塗布する塗布工程と、第1の紫外線硬化手段により、紫外線硬化樹脂を部分硬化させる第1の硬化工程と、所定厚さを制御するための楔部材であるコッターを備えた圧着手段によって、第2のシート供給手段から送り出された第2のシートを、第1のシートに対して貼り合わせ、長尺積層物とする圧着工程と、第2の紫外線硬化手段により、紫外線硬化樹脂をさらに硬化させる第2の硬化工程と、を含む長尺積層物の製造方法であって、第2の紫外線硬化手段による紫外線照射量を、第1の紫外線硬化手段による紫外線照射量よりも大きくする。
(もっと読む)
セラミック樹脂複合体の製造方法
【課題】セラミック部品と熱可塑性樹脂部品からなるセラミック樹脂複合体において、その接合強度を高める。
【解決手段】このセラミック樹脂複合体の製造方法には、セラミック部品2と熱可塑性樹脂部品3とを超音波溶着する溶着工程が含まれる。溶着工程の前に、セラミック部品2および熱可塑性樹脂部品3の少なくとも一方を加熱する加熱工程が設けられている。これにより、セラミック部品2と熱可塑性樹脂部品3との接合強度を高めることができる。しかも、従来の溶着工程に加熱工程を加えるだけで済むので、優れた寸法精度を有するセラミック樹脂複合体1を低コストで製造することが可能となる。
(もっと読む)
樹脂製マイクロ流路チップ
【課題】
本発明の目的は、樹脂材料により製造され、表面にマイクロチャンネルを有するマイクロチップ基板とフィルムの接合方法において、熱プレスや超音波溶着による熱圧着、または接着剤を用いる接合では、接合できない、もしくは接合力の弱い材料に対して、より効果的にマイクロチップ基板とフィルムを接合する方法を提供するものである。
【解決手段】
樹脂部材を貼り合わせて作製するマイクロ流路チップであって、二つ以上の樹脂部材の表面を表面酸化処理により親水化処理し処理面を向かい合わせて熱圧着にて接合させることによりマイクロ流路チップを得た。
(もっと読む)
複合体の製造方法
【課題】熱可塑性樹脂成形体およびガラス基材からなる複合体において、その接合強度を高める。
【解決手段】この複合体の製造方法には、熱可塑性樹脂成形体2とガラス基材3とを接触させる接触工程と、熱可塑性樹脂成形体2におけるガラス基材3との接触部2aの温度が所定の温度になるようにガラス基材3を通じてレーザー光Bを照射して加熱する加熱工程とが含まれる。熱可塑性樹脂成形体2におけるガラス基材3との接触部2aの温度をT1、熱可塑性樹脂成形体2を構成する熱可塑性樹脂の流動開始温度および分解開始温度をそれぞれT2、T3としたとき、加熱工程において、関係式(1)を満たすように制御する。これにより、熱可塑性樹脂の分解を防ぎつつ、熱可塑性樹脂成形体2とガラス基材3との接合強度を高めることができる。
(1)T2≦T1≦T3+400℃
(もっと読む)
SPD光弁のための薄膜をラミネートする方法および該ラミネートされた薄膜を組込んだSPD光弁
【課題】SPD光弁のような懸濁粒子装置(SPD)に使用するためのラミネートフィルム、及び斯かるSPD膜を製造するための方法を提供すること。
【解決手段】本発明は、懸濁粒子装置(SPD)フィルムをラミネートするための方法であって:懸濁粒子装置フィルムを形成することと;該懸濁粒子装置フィルムを、ラミネートされた懸濁粒子装置フィルムを形成するためのラミネートされていない成分のスタック内に配置することであって、前記スタックは、前記懸濁粒子装置フィルムの外表面に接触する少なくとも一つのホットメルト接着剤シートまたはフィルムを具備することと;前記ラミネートされていないスタックを、少なくとも部分的な真空にかけることと;真空下にある前記ラミネートされていない成分のスタックを、該スタックの少なくとも部分的な脱ガス化を可能にするように選択された時間および温度で、予備加熱することと;前記ラミネートされていないスタックからラミネートされた懸濁粒子装置フィルムを製造するために十分な温度および十分な時間で、前記スタックに対して十分な正味の圧力を印加することとを含んでなる方法に向けられている。
(もっと読む)
アルミニウム材/発泡樹脂層の複合材及びその製造方法
【課題】アルミニウム材と発泡樹脂層の高い密着性と、成形性に優れたアルミニウム材/発泡樹脂層の複合材を提供する。
【解決手段】発泡樹脂層と、その片面又は両面に接合されたアルミニウム材とを含む複合材であって、1μm以上50μm以下の厚さを有する非発泡樹脂層を接合界面に備え、当該非発泡樹脂層とアルミニウム材との接触面積率が75%以上であることを特徴とするアルミニウム材/発泡樹脂層の複合材、ならびに、その製造方法。
(もっと読む)
透明高分子材のレーザ溶接
透明高分子材層を、初めに、フェムト秒、ピコ秒またはナノ秒のファイバパルスレーザを用いて透明高分子材に高コントラストのマークを形成し、次いで高コントラストマークの領域に局所溶接部を形成することにより、レーザ溶着接合するための方法が開示される。そのような溶接部は複数の透明高分子材層に形成することができる。溶接部を作製するためのシステム及びこの方法にしたがって溶着接合されたパーツも開示される。  (もっと読む)
(もっと読む)
金属箔積層体の製造方法
【課題】複数の絶縁基材からなる積層基材の両側に一対の金属箔が貼着された金属箔積層体を製造する際に、この金属箔積層体の吸湿はんだ耐熱性を改善する。
【解決手段】絶縁基材2aを複数積層した状態で加圧して一体化させることにより、積層基材2を作製する。次に、この積層基材2を熱処理する。その後、この積層基材2を一対の金属箔3A、3Bで挟み込んで加熱加圧して一体化させることにより、金属箔積層体を製造する。これにより、積層基材2の熱処理を行う前に予め複数の絶縁基材2aを互いに密着させて界面の発生を防ぐことができる。その結果、吸湿はんだ耐熱試験で絶縁基材2aの表面に膨れが生じなくなり、吸湿はんだ耐熱性に優れる金属箔積層体を得ることができる。
(もっと読む)
包装材料積層体の製造方法、包装材料積層体及びそれを用いた包装体
【課題】接着剤及びアンカーコート剤を使用することなくシーラント層が積層された包装材料積層体の製造方法、包装材料積層体及びそれを用いて作製された包装体を提供する。
【解決手段】金属箔、金属または金属酸化物の蒸着膜、ガスバリア性を有する樹脂組成物層からなる群の中から選択された1つ以上のガスバリア層と、ヒートシール性を有する基材とを含む包装材料積層体及びその製造方法であって、該包装材料積層体10は、その片面に露出された第1の基材1と、それに隣接する熱可塑性樹脂フィルムからなる第2の基材3とが、接着剤及びアンカーコート剤を介することなく積層されてなるものであり、第1の基材1の接着面2と第2の基材3の接着面2のいずれか一方には、大気圧プラズマ処理装置を用いた表面改質により熱接着性改質層が形成され、他方にはエアコロナ処理がされた表面改質層または前記熱接着性改質層が形成されている。
(もっと読む)
金属箔積層体の製造方法
【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
レーザー溶着可能な熱可塑性樹脂組成物
【課題】レーザー溶着性が高い熱可塑性樹脂組成物及びそれを用いた成形品を提供する。
【解決手段】下記式(1)で表されるフルオレン含有ジヒドロキシ化合物をモノマー構成単位とする熱可塑性樹脂を含むレーザー溶着用樹脂組成物。
【化1】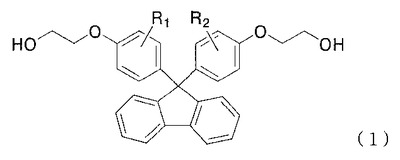
(式中R1、R2は、水素原子またはメチル基を示す。)
(もっと読む)
管状ライニング材及び既設管の更生方法
【課題】 熱可塑性フィラメント及び補強繊維フィラメントの複合材料からなるライナー基材に対し、加熱の不均一化を解消することができるライニング材及びそのライニング材を使用した既設管の更生方法を提供する。
【解決手段】 一実施形態では、ライニング材1は、熱可塑性フィラメント及び補強繊維フィラメントを含む複合材料からなるライナー基材2と、ライナー基材の外側に配設される外面被覆材層3aとからなる。外面被覆材層3aは、ライナー基材2の熱可塑性フィラメントの構成材料の融点よりも高い融点の熱可塑性材料により形成される。既設管5の更生は、外面被覆材層3aの熱可塑性材料の融点未満の温度でライナー基材2を加熱して軟化させ、拡径手段により内側から加圧し、ライニング材1を既設管5の内周面に沿う管状に成形してライニングする。
(もっと読む)
接合方法および接合体
【課題】選択した基材の種類および形状によらず、2つの基材同士を、短時間かつ低コストで接合し得る接合方法、および、かかる接合方法により接合された接合体の提供。
【解決手段】第1の基材21と第2の基材22とを用意する工程と、第1の基材21および第2の基材22の少なくとも一方にシリコーン材料を含有する液状材料35を供給することにより液状被膜30を形成する工程と、液状被膜30を乾燥して、接合膜3を得る工程と、互いに対向する電極間に電圧を印加した状態で、これら電極間にガスを導入してプラズマ化させた後、このプラズマ化されたガスを接合膜3に供給することにより、プラズマを接合膜3に接触させて表面32付近に接着性を発現させる工程と、接合膜3を介して第1の基材21と第2の基材22とを接触させ、第1の基材21と第2の基材22とが接合膜3を介して接合された接合体を得る工程とを有する接合方法。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 熱可塑性ポリエステルA層及びポリエステルB層の二層構成よりなる熱可塑性ポリエステルフィルムであり、ポリエステルA層がエチレンテレフタレート成分およびエチレンイソフタレート成分からなる共重合ポリエステルを主体とし、粒径3〜5μmの不活性粒子を0.50〜1.50重量%含有する事を特徴とし、金属との貼り合せ面側となるポリエステルB層がポリエステルA層と同様の樹脂組成であり且つ、粒径3〜5μmの不活性粒子含有量が0.4重量%以下である事を特徴とする絞りしごき缶被覆用フイルムであって、金属基体上に貼り合わせて存在するフイルムをその融点以上の熱によって再溶融(所謂リメルト処理)し急速に冷却させ製缶加工した後の、150℃環境下で2kgの荷重をかけた鋼球を滑走子とする該フイルム表面の動摩擦係数が0.20以下である事を特徴とする絞りしごき缶被覆用フイルム
(もっと読む)
マイクロチップ基板の接合方法およびマイクロチップ
【課題】空隙部を有するマイクロチップ基板の熱融着による接合において、基板の熱変形を低減する接合方法を提供すること。
【解決手段】表面にマイクロチャネル有する第1のマイクロチップ基板と、第1のマイクロチップ基板のマイクロチャネルを有する面と密着する面を有する第2のマイクロチップ基板とを接合する方法であって、第1のマイクロチップ基板及び/又は第2のマイクロチップ基板が空隙部を有し、第1のマイクロチップ基板及び/又は第2のマイクロチップ基板がプラスチック材料からなり、空隙部に、空隙部と同様の形状を有する、プラスチック材料よりも熱膨張係数の低い素材よりなる基板を嵌め込み、加圧しながら加熱して融着するマイクロチップの接合方法。
(もっと読む)
管更生材及び該管更生材を用いた既設管更生工法
【課題】既設管の低温度の影響なく、硬化状態や設置状態の不良を的確に回避することのできる管更生材及び該管更生材を用いた既設管更生工法を得ること。
【解決手段】管更生材10の外側に最外層部材として、基本構成部18よりも熱伝導率の低い断熱層20を設けた。これにより、補修対象である既設管内に設置された状態において、基本構成部18と既設管100との間に熱伝導率の低い断熱層20が介在しているので、低温の既設管温度の影響を低減することが可能となり、従来の管更生材に比し、硬化不良や設置状態不良等の発生が減少し、完成した更生管の品質の信頼性が向上する。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物及びその複合成形品
【課題】機械的強度が良好で、レーザー溶着特性に優れ、環境保全に配慮されたレーザー溶着用熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂(a)と脂肪族ポリエステル共重合体(b)からなる樹脂成分(A)100重量部に対して、強化充填材(B)0〜100重量部を配合してなる樹脂組成物であって、該脂肪族ポリエステル共重合体(b)が、脂肪族オキシカルボン酸単位0〜20モル%、脂肪族又は脂環式ジオール単位40〜50モル%及び脂肪族ジカルボン酸単位40〜50モル%から成ることを特徴とするレーザー溶着用熱可塑性樹脂組成物。
(もっと読む)
延伸フィルムを有するベルトの継手加工方法
【課題】ベルトの両端を継ぎ合わせることができる継手加工方法を提供する。
【解決手段】ベルト20は延伸フィルムから成る心体を有する。ベルト20の一方の端部21に複数の凸部23を設ける。他方の端部22には、凸部23と同一外形を有する凹部24を設ける。凹部24の外周壁に接着剤を塗布する。各凸部23が各凹部24に嵌め合わされるように両端部21、22を突き合わす。突き合わせ部分Bを下型の上に載置する。可動部材12によってベルトの側部を押圧し、可動部材12と側壁11Bによって突き合わせ部分Bを挟圧する。両端部21、22は接着剤を介して継ぎ合わされ、無端状ベルトが得られる。
(もっと読む)
積層部材の接合方法、積層部材、キーシート、及び押釦用プランジャ構造体
【課題】互いに直接接合し難い材料からなる構造部間を、接着剤等の他の材料層を介在させることなく強固に接合し易い接合方法を提供する。
【解決手段】第1の構造部11と第2の構造部21とを積層して接合する接合方法であり、第1の構造部11及び/又は第2の構造部21は、紫外線が照射されることで表面を改質可能な材料からなり、第1の構造部11と第2の構造部21とを密着させると共に界面に紫外線を照射することで、第1の構造部11と第2の構造部21とを界面で直接接合する。
(もっと読む)
21 - 40 / 154
[ Back to top ]