
Fターム[4F211AA24]の内容
プラスチック等のライニング、接合 (31,000) | 樹脂材料等(主成形材料) (1,608) | ポリエステル(←PET) (215)
Fターム[4F211AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT) (49)
ポリエチレンナフタレート (9)
ポリアリレート(←全芳香族ポリエステル) (3)
Fターム[4F211AA24]に分類される特許
141 - 154 / 154
金属板ラミネート用ポリエステル系フィルム、フィルムラミネート金属板および金属容器
【課題】 耐熱性に優れ、製缶工程等における熱履歴を受けても金属板の表面を安定して被覆することができ、かつバリヤー性や耐食性にも優れ、食料品用の金属容器を形成する材料として好適に使用されるポリエステル系フィルム、製缶加工性に優れたフィルムラミネート金属板、ならびに耐食性や内容物となる食料品の保護性に優れた金属容器を提供すること。
【解決手段】 ティンフリースチールからなる金属板の片面にラミネートされてフィルムラミネート金属板を形成した場合、該フィルム表面における80℃での動摩擦係数が0.45以下であり、該フィルム中のエチレンテレフタレート環状三量体含有量が0.70重量%以下であり、および該フィルムラミネート金属板を210℃の雰囲気中で2分間の熱処理をしたときの寸法変化率が2.0%以下であることを特徴とするポリエステル系フィルム。
(もっと読む)
中空成形体およびその製造方法
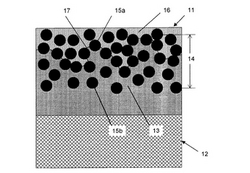
【課題】FRPからなる第1の部材と、第2の部材とを強固に一体化することにより、軽量で力学特性に優れ、複雑形状の成形性と生産性を両立させることができる中空成形体を提供する。
【解決手段】第1の部材11と第2の部材12を一体化した中空成形体であって、少なくとも第1の部材は連続した強化繊維群14で強化された熱硬化性樹脂16を主成分とし、第2の部材との接合部分において熱可塑性樹脂層13を有しており、熱可塑性樹脂層が強化繊維群の一部の強化繊維を包含してなることを特徴とする中空成形体、または、連続した強化繊維群で強化された熱硬化性樹脂を主成分とする第1の部材と、熱可塑性樹脂を主成分とする第2の部材とを一体化した中空成形体であって、第1の部材が面形状であり、成形体の少なくとも一つの面を形成し、第2の部材が第1の部材に対向する面を形成してなることを特徴とする中空成形体、およびそれらの製造方法。
(もっと読む)
レーザを用いた部材の接合方法、レーザ光照射による接合加工物及び接合形成認識装置

【課題】 部材の材料に限定されることなく確実に部材同士を接合させることができるレーザを用いた部材の接合方法を提供する。
【解決手段】 互いに重ね合わされた第1部材16が半導体レーザ光を透過するアクリル材料で形成され、第2部材17がスズ製である。第2部材の境界面がサンドペーパで荒された凹凸面17aにされている。第1部材及び第2部材の境界面に半導体レーザ光を照射することにより、第2部材の凹凸面において半導体レーザ光が吸収され、凹凸面付近のアクリル材料を局所的に溶融あるいは軟化させる。溶融あるいは軟化したアクリル樹脂が凹凸面に食い込むことによるアンカー効果によって、両部材間に強固な接合が形成される。
(もっと読む)
樹脂成形体の接合方法
【課題】 2つの樹脂成形体を高い溶着強度で接合できる、レーザー溶着法を用いた接合方法の提供。
【解決手段】 レーザー溶着法を適用して2つの熱可塑性樹脂成形体を接合する方法であり、第1樹脂成形体が熱可塑性樹脂、及びαセルロースの含有率が80%以上であるセルロース繊維を含有するレーザー光透過性の成形体で、第2樹脂成形体が、熱可塑性樹脂と着色料を含有するレーザー光吸収性の成形体であり、第1樹脂成形体側からレーザー光を照射して、第1樹脂成形体と第2樹脂成形体とを溶着させる接合方法。
(もっと読む)
SPD光弁のための薄膜をラミネートする方法および該ラミネートされた薄膜を組込んだSPD光弁
本発明は、懸濁粒子装置(SPD)フィルムをラミネートするための方法であって:懸濁粒子装置フィルムを形成することと;該懸濁粒子装置フィルムを、ラミネートされた懸濁粒子装置フィルムを形成するためのラミネートされていない成分のスタック内に配置することであって、前記スタックは、前記懸濁粒子装置フィルムの外表面に接触する少なくとも一つのホットメルト接着剤シートまたはフィルムを具備することと;前記ラミネートされていないスタックを、少なくとも部分的な真空にかけることと;真空下にある前記ラミネートされていない成分のスタックを、該スタックの少なくとも部分的な脱ガス化を可能にするように選択された時間および温度で、予備加熱することと;前記ラミネートされていないスタックからラミネートされた懸濁粒子装置フィルムを製造するために十分な温度および十分な時間で、前記スタックに対して十分な正味の圧力を印加することとを含んでなる方法に向けられている。 (もっと読む)
構造強化樹脂物品及びその製造方法
造形多層物品の形成方法は、強化樹脂基板を熱成形温度に加熱して加熱基板とし、加熱基板の表面を造形表面部品の表面と接触させ、このとき加熱基板はその表面に、加熱基板を造形表面部品に結合するのに十分な濃度の加熱樹脂を含有し、加熱基板を約500psi(3447kPa)以下の圧力で熱成形して熱成形基板の表面と造形表面部品の表面との界面に結合を形成する工程を含む。 (もっと読む)
ポリエステル組成物をレーザー溶接するための方法
耐熱衝撃性である熱可塑性ポリエステル組成物を含む組成物から形成された物体をレーザー溶接するための方法。該組成物は、熱可塑性ポリエステルと、少なくとも1つのビニル芳香族化合物および少なくとも1つの共役ジエンから誘導されたエポキシ化ブロックコポリマーとを含む。
 (もっと読む)
(もっと読む)
レーザー溶接可能なポリエステル組成物およびレーザー溶接のための方法
熱可塑性ポリエステルとα−メチルスチレンコポリマーと、任意選択的に、1つまたは複数の無機補強剤および/または充填剤および他の添加剤とを含むレーザー溶接可能なポリエステル樹脂組成物および前記組成物から製造された物体をレーザー溶接するための方法。前記組成物は、改良された溶融流れおよび高温においての剛性を有する。
 (もっと読む)
(もっと読む)
ポリオレフィンから成形された物品を他の熱可塑性樹脂から成形された物品にレーザー溶接するための方法、およびそれから作製された溶接物品
ポリオレフィン組成物を異なる熱可塑性樹脂にレーザー溶接するための方法が開示される。かかるポリオレフィン組成物が、ポリオレフィンと改質ポリオレフィンとの全重量に基づいて、第1のポリオレフィンを80〜99重量パーセントと、(カルボン酸、カルボン酸無水物、および/またはエポキシ基で改質された)第2のポリオレフィンを1〜20重量パーセントとを含む。これらの組成物が、例えば、ポリアミドおよびポリエステルにレーザー溶接され得る。難燃剤、耐衝撃性改良剤等の添加剤が、通常の量において混入されてもよい。さらに、黒色着色剤もまた、レーザー溶接のために透明な物品の成形にこれらの組成物中で使用するために選択されてもよい。これらの方法を用いて製造されたレーザー溶接物品もまた企図される。  (もっと読む)
(もっと読む)
縦長形状体のための継ぎ構造
本発明は、エラストマー、特に架橋および/または熱可塑性エラストマーと、少なくとも1つの補強層と、採用随意に少なくとも1つの引張支持体(3)とを備え、かつ、少なくとも1つの補強層の2つの末端が少なくとも1つ接合箇所(2)に配置されている、少なくとも1つの接合箇所(2)を有するコンベアシステムのためのエンドレスベルト形引張要素(1)に関する。挿入部品(6)が接合箇所(2)においてその2つの端部の間に配置され、引張要素の縦方向伸長部に対して角度αで隣接配置され、更に少なくとも1つの補強層の末端は挿入部品(6)と重なり合う。 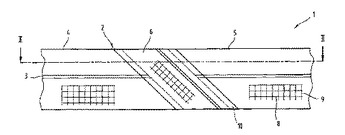 (もっと読む)
(もっと読む)
スリーブを継ぎ合わせるためのキット及び方法
多孔性のスリーブを継ぎ合わせるためのキット及び方法が開示される。キットは、無孔性のメンブレン状、望ましくは長尺状チューブの形状を有するリリースライナーを備える。また、接着剤及び接着剤アプリケータも含まれる。方法は、リリースライナーを第1のスリーブの端部内に挿入する工程と、次に同スリーブの端部を第2のスリーブの端部へ挿入する工程とを含む。第1のスリーブの外面は、第2のスリーブの内面を係合し、所定の長さを有する係合領域を形成する。リリースライナーは係合領域に沿って延びる。接着剤は、第2のスリーブの外面に塗布される。接着剤は、第2のスリーブに浸透して、同スリーブを第1のスリーブに接合する。リリースライナーは、継ぎ合わせの際に接着剤が第1のスリーブを接合して塞いでしまうのを防止する防壁として機能する。 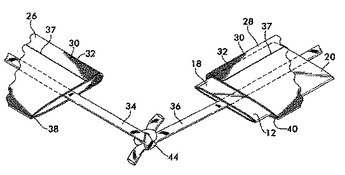 (もっと読む)
(もっと読む)
プラスチックフィルムの接合方法、この接合方法で製造されるエンドレスベルト状電子写真感光体、及び、この感光体を搭載した電子写真装置
【課題】 プラスチックシート或いはシート状電子写真感光体の両端を重ね合わせ接合してエンドレスベルト状にするものであって、接合部の厚みを増加させないで、かつ接合強度を向上させる接合方法を提供する。
【解決手段】 プラスチックフィルムの両端縁を重ね合わせ、この重ね合わせた部分に発振している超音波融着ホーンを押し当てつつ、重ね合わせ部に沿って移動させることにより、重ね合わせ部を接合するプラスチックフィルムの接合方法において、接合前にプラスチックフィルムを重ね合わせたとき、上のフィルム先端と下のフィルム表面の間隔が35μm以下であることを特徴とする。
(もっと読む)
フィルム貼付装置
【課題】多層基板を製造するホットプレスと同等の面圧を基板へ面圧分布が略均一になるように加圧することができ且つ、加圧するための要素部品の寿命向上を図ったフィルム貼付装置を提供することにある。
【解決手段】本発明の特徴とするところは、減圧室を構成する2分割された真空チャンバの1方のチャンバの内壁を、ピストンの摺動面として動作するように加圧用のピストンを形成し、他方のチャンバ内に前記ピストンに対向するように受圧部材を配置した構成とした。更に熱圧着用プレートから基板へ面圧分布を均一に与え且つ温度分布も均一に与えるるための機能を該ラムシリンダ及び該熱圧着用プレートに付加してある。
(もっと読む)
加硫ゴム成形体圧入液
【課題】 液剤調製後のポットライフが長く、しかも、塗布作業性が良好でさらには、所定接着力発現までの加硫ゴムリング体の金属部材間結合力を確保できる加硫ゴム成形体圧入液を提供すること。
【解決手段】 金属部材12、14間に加硫ゴム成形体18を圧入する場合に使用する加硫ゴム成形体圧入液。プロセスオイルとウレタン系接着剤とを必須成分とする。ウレタン系接着剤が湿気硬化型であるとともに、プロセスオイルがパラフィン系である。
(もっと読む)
141 - 154 / 154
[ Back to top ]