
Fターム[4F211AR02]の内容
プラスチック等のライニング、接合 (31,000) | 調整制御量(制御の対象) (635) | 力 (132) | 圧力 (82)
Fターム[4F211AR02]の下位に属するFターム
樹脂圧
Fターム[4F211AR02]に分類される特許
1 - 20 / 82
超音波溶着装置、超音波接合装置、布線装置
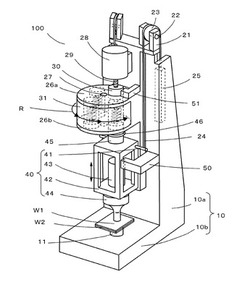
【課題】所定の押圧を正確に行うという条件を精密に管理して良好な溶着を行う。
【解決手段】本体フレーム10に対してスライド自在な超音波振動ユニット40に取り付けた工具ホーン44をワークに押圧して超音波溶着を行う超音波溶着装置において、工具ホーン44の移動量を測定する第一のリニアスケール50と、超音波振動ユニットを押圧する圧縮バネと、圧縮バネを圧縮する駆動手段28と圧縮バネの圧縮量を測定する第二のリニアスケール51と、圧縮バネによる押圧力を測定するロードセル45とを設け、駆動手段28を駆動して圧縮バネを圧縮したときに、ロードセル45で測定した圧縮バネによる押圧力と、第一のリニアスケール50で測定した工具ホーンの移動量と、第二のリニアスケール51で測定した圧縮バネの圧縮量とを駆動手段28にフィードバック制御して、ワークに任意の押圧力を付与した状態で超音波溶着を行う。
(もっと読む)
管壁穴部の被覆方法、加圧加熱治具、及び管体の接続方法

【課題】本発明は、簡単な作業にて、管体の管壁に生じた穴部を被覆することができる新規な管壁穴部の被覆方法及び、簡単な作業にて、管体間に生じた継ぎ目を被覆すると共に隣接する管体同士を接続することができる新規な管体の接続方法を提供することを目的とする。
【解決手段】管体100における穴部101が生じている部分に対し、熱可塑性樹脂からなる板状の被覆部材1の一面12を、前記管体100内壁面側からあてがうことによって、前記穴部101を覆い、前記被覆部材1を、前記管体100の内壁面に向かって他面13側から加圧すると共に前記被覆部材1の融点以上の温度で加熱することによって、前記被覆部材1を、前記穴部101を覆った状態で、前記管体100の内壁面に溶着する。
(もっと読む)
ライニング装置及び既設管のライニング方法
【課題】 熱可塑性樹脂をマトリックスとする繊維強化複合材料からなるライニング材に対し、十分な強度発現等を期待することのできるライニング装置及びライニング方法を提供する。
【解決手段】 一実施形態としてのライニング装置2は、屈撓性を有し、拡張性及び耐熱性を兼ね備えた拡径チューブ21と、拡径チューブ21の両端部の保持部材23A、23Bとを備える。保持部材23Aには、拡径チューブ21内に流体を供給する供給口231が設けられて流体のエア供給管3が接続される。保持部材23Bには、拡径チューブ21内の流体圧力を制御する圧力制御器235と、拡径チューブ21内の流体を排出する排出口233とが設けられる。拡径チューブ21内の流体は、圧力制御器235を経由して排出可能とされ、保持部材23Aから保持部材23B方向への流体の流れを形成する。
(もっと読む)
真空チャンバの真空度制御機構、これを備えた接合装置、真空チャンバの真空度制御方法、及び接合装置の真空度制御方法
【課題】簡易な構成で、真空圧制御の精度を高めることができる真空チャンバの真空度制御機構、これを備えた接合装置、真空チャンバの真空度制御方法、及び接合装置の真空度制御方法を提供する。
【解決手段】真空チャンバDの真空圧力値を制御するための真空チャンバの真空度制御機構であって、真空チャンバDを真空引きするための真空経路と、真空チャンバDに気体を導入する流量調整弁30と、流量調整弁30の開閉率を制御する制御部32と、を備え、制御部32は、真空チャンバDの真空圧力値に基づいて流量調整弁30の開閉率を制御して、真空チャンバDの真空圧力値を目標真空圧力値に調整する。
(もっと読む)
振動溶着方法
【課題】 振動溶着において樹脂製の一対の被溶着物を溶着する際、溶着後の製品にひずみが発生するのを抑制し、外観品質が低下するのを防止する。
【解決手段】 一対の樹脂製の被溶着物1、2の溶着面同士を対面させ、加圧力を加えて一対の被溶着物1、2を圧接させると同時に振動を付加して摩擦熱を発生させることで溶着面の融着部を溶融させ、所定の押し込み量に達した時点で振動を停止して溶融部を冷却させることで溶融部を溶着するようにした振動溶着方法において、振動工程が終了すると直ちに圧接力を所定圧力まで低下させて冷却固化させる。
(もっと読む)
溶着条件の決定方法
【課題】一対の樹脂成形品を振動溶着法により溶着する際の好適な溶着条件を容易に決定する方法を提供する。
【解決手段】振動の摩擦エネルギーにより一方の樹脂成形品が溶融する面積(S1)と他方の樹脂成形品が溶融する面積(S2)との差を考慮し(S1≦S2)、振動溶着時の摩擦により発生する熱エネルギーの内、他方の樹脂成形品に吸収される吸収エネルギーを考慮する。具体的には、溶着部での溶着強度と、他方の樹脂成形品の上記吸収エネルギーとの相関関係に基づいて溶着条件を決定する。
(もっと読む)
製管装置
【課題】本発明は、既設管内における人的作業をできるだけ省略し、既設管の内壁と更生管の外壁との間の間隙に自動的且つ過不足無く裏込め材を注入することができる新規な製管装置を提供することを目的とする。
【解決手段】製管作業中、既設管の内壁と更生管の外壁との間の間隙の単位時間当たりの体積変化量を算出し、算出された体積変化量を基に裏込め材の単位時間当たりの注入量を決定し、決定された単位時間当たりの注入量による裏込め材の注入実行を行うことによって、裏込め材を過不足無く注入できると共に、裏込め材の注入作業を自動化することができ、これより、既設管内における人的作業を省略することができる。
(もっと読む)
被試験体の架橋密度の測定方法、被試験体の架橋密度の条件設定方法、ラミネート加工製品のラミネート処理方法、被試験体の架橋密度の測定装置、被試験体の架橋密度の調整装置
【課題】ラミネート処理における架橋密度の測定を格段に容易にしかも精度良く行うことができ、架橋密度の解析を迅速に行う方法、装置を提供する。
【解決手段】透明基板、及び裏面材で架橋密度測定用シートを挟み込んで積層させた被試験体1Aを用意し、被試験体1Aをラミネート加工手段100に配設してラミネート処理を施し、被試験体1Aをラミネート加工手段100から取り出して、透明基板及び裏面材を架橋密度測定用シートから剥離させて架橋密度測定用シートを取り出し、架橋密度測定用シートの一の基準地点と少なくとも一の比較地点を選定しそれらの架橋密度を測定する。架橋密度測定用シートはラミネート処理によって架橋反応を呈し、架橋反応によって透明基板、及び裏面材のいずれとも接着が生じない。
(もっと読む)
貼合装置及び貼合方法
【課題】薄型電子部品等の第1の部材とシート材等の第2の部材とをムラなく貼合することができる貼合装置及び貼合方法を提供すること。
【解決手段】被着体Eを保持するテーブル14と、このテーブル14に相対移動可能に設けられるとともに、シート材Sを保持するシート材保持手段15と、テーブル14及びシート材保持手段15の相対移動によって被着体E1に重ね合わされたシート材Sに所定の押圧力を付与する押圧部材17とを備えて貼合装置10が構成されている。テーブル14は、押圧部材17によるシート材Sへの単位面積当たりの押圧力を一定に維持するように構成されている。
(もっと読む)
医療用チューブシール装置
【課題】複数種類のチューブやチューブ径の大きなチューブに対して比較的容易に対応することができる医療用チューブシール装置を提供する。
【解決手段】電極21,22を有するチューブ溶着部20と、電動シリンダ30と、電極21,22によって医療用チューブを挟んだときの、電動シリンダ30に加わる負荷を検出することにより、チューブの属性を識別するチューブ属性識別部50と、制御部90とを備える医療用チューブシール装置1。制御部90は、チューブ溶着動作制御機能と、電動シリンダ駆動制御機能と、最接近距離調整機能と、溶着時間調整機能とを少なくとも有する。制御部90は、チューブ溶着動作制御機能及び電動シリンダ駆動制御機能の発揮により、チューブ属性識別部50による識別結果に基づいて、チューブを溶着しているときの電極の移動速度を調整する。
(もっと読む)
積層基板の製造装置及び製造方法
【課題】簡単な構成及び工程で、支持層が剥離された樹脂層を良好に平滑化することができ、高品質な積層基板を効率的に製造することを可能にする。
【解決手段】製造装置20は、感光性ウエブ22をガラス基板24に接着して貼り付け基板24aを得る貼り付け機構46と、前記取り付け基板24aからベースフイルム26を剥離して積層基板112を得る剥離機構114と、前記ベースフイルム26が剥離された樹脂層表面124に圧着され、前記積層基板112と相対的に移動することにより前記樹脂層表面124の凹凸形状を平坦化させる圧着ローラ機構120とを備える。
(もっと読む)
光透過領域を有する研磨パッドを製造するための超音波溶接法
【課題】光透過領域を有する研磨パッドの製造方法として、多彩な研磨パッド材料とウインドウ材料に適用することができ、ウインドウと研磨パッドの間に安定で一体化した結合を形成することができて漏れの傾向がなく、時間効率とコスト効率を犠牲にすることなく製造できる方法が相変わらず必要とされている。
【解決手段】少なくとも1つの光透過領域を有する化学−機械研磨パッドを形成する方法であって、(i)開口部を有する研磨パッドを用意し、(ii)その研磨パッドの開口部に光透過ウインドウを挿入し、(iii)その光透過ウインドウを研磨パッドに超音波溶接によって接合することを含む、方法。
(もっと読む)
包装機
【課題】本発明の課題は、多層フィルムを超音波溶着して袋を作製する包装機において溶着箇所の見た目の美しさを維持しつつ良好な溶着強度を有する袋を作製することにある。
【解決手段】本発明に係る包装機3は、(a)ホーンとアンビルとの挟持圧力の変化に対する多層フィルムの溶着強度等の変化曲線における屈曲点に対応する挟持圧力(以下「屈曲点対応挟持圧力」という)の情報および(b)超音波の振幅の変化に対する多層フィルムの溶着強度等の変化曲線における屈曲点に対応する超音波の振幅(以下「屈曲点対応振幅」という)の情報の少なくとも一方を記憶し、(c)屈曲点対応挟持圧力を利用した適切挟持圧力の算出および(d)屈曲点対応超音波振幅を利用した適切超音波振幅の算出の少なくとも一方を行い、(e)適切挟持圧力に基づくホーンとアンビルとの挟持圧力の制御および(f)適切超音波振幅に基づく超音波の振幅の制御の少なくとも一方を行う。
(もっと読む)
筒状体のレーザ加工方法と筒状体のレーザ加工装置
【課題】 円錐状の反射面に照射されるレーザ光線を中心位置に配置する筒状材の外周面や内周面・端面周囲に反射照射させるとともに高速スキャンで周回させて各面を変形加工・表面処理・熱処理・溶着させるレーザ加工方法とレーザ加工装置を提供する。
【解決手段】 レーザ発振器50から導き出されたレーザ光線Lをガルバノ機構30により円周軌跡S1で凹状の円錐反射筒90に周回照射させて円錐中心部91に集束させ、上記円錐反射筒の中心孔91に挿通させた筒状体の外周面P0を照射加工する筒状体のレーザ加工方法である。
(もっと読む)
枝管ライニング工法及びこの工法に用いられる枝管ライニング材の鍔押圧具
【課題】枝管ライニング材の鍔を本管の枝管開口部周縁に良好に密着させて枝管をライニングすることが可能な枝管ライニング工法、及び該工法に使用される鍔押圧具を提供する。
【解決手段】硬化性樹脂を含浸した管状樹脂吸収材2の一端に鍔3が形成される枝管ライニング材を用いて本管30と交差する枝管31がライニングされる。枝管ライニング材の鍔を膨張可能な鍔押圧具70上に配置する。鍔押圧具に温水を供給することにより鍔押圧具は膨張して枝管ライニング材の鍔が本管の枝管開口部周縁に押圧される。この状態で、鍔3上の接着剤82が温水により加熱硬化することにより、鍔3は本管の枝管開口部周縁30aに固着される。枝管ライニング材の鍔と本管の枝管開口部周縁間には隙間が発生することがなく、地下水や土砂が本管内に流れ込むことがないので、本管の排水性能を向上させることができる。
(もっと読む)
光学フィルム貼付装置
【課題】光学フィルムを吸着保持および押圧して貼付を行なうときに、良好な貼付状態を得ることを目的とする。
【解決手段】偏光フィルム2を吸着保持するための負圧吸引力の経路となる吸引通路31を複数箇所に設けたホルダドラム10と偏光フィルム2が貼付されるパネル基板1との間に押圧力を作用させて貼付を行う光学フィルム貼付装置であって、吸引通路31に着脱可能に設けられ、吸引通路31の径よりも細径の貫通孔35が複数箇所に形成された吸着押圧部材34と、押圧力を作用したときに、吸着押圧部材34を偏光フィルム2に向けて押圧する段差部33と、を備えている。吸着押圧部材34の超極細の貫通孔35により偏光フィルム2が吸着保持され、また押圧時には段差部33により吸着押圧部材34が偏光フィルム2に対して押圧力を作用するようになる。
(もっと読む)
シート融着体の製造方法及びレーザー式接合装置
【課題】シート積層体を搬送しつつ、該積層体のシートどうしをレーザー光を用いて融着させる際に、融着するシート同士を連続的に加圧し密着させることが可能であり、更に、シート融着体の表面が硬くなることを防止ないし軽減することのできる、シート融着体の製造方法を提供すること。
【解決手段】本発明のシート融着体の製造方法は、複数枚のシート31,32が重ねられたシート積層体3を、周面にレーザー光透過性部を有する回転ロールの該周面に沿った形状に変形させて搬送しながら、該シート積層体3に対して該回転ロール2の内側からレーザー光51を照射し、該シート積層体3内のシートどうし31,32を融着させる工程を具備する。
(もっと読む)
導管の融着方法
【課題】従来技術の欠点を克服するPVC導管のための融着方法を提供する。
【解決手段】第1導管部分10の第1端縁18を第2導管部分12の第1端縁20に対して取り外し可能に対向配置する工程、第1端縁18と第1端縁20とを面削りする工程、第1端縁18を第1端縁20と位置合わせする工程、第1端縁18と第1端縁20のうち少なくとも一部を溶融する工程、溶融端縁18を溶融端縁20と接当させる工程、及び、接当端縁18と接当端縁20との間の圧力を維持することによって、融着結合領域を形成する工程、を備え、第1導管部分10と第2導管部分12とのうち少なくとも一方がポリ塩化ビニルを含み、接当工程のためのゲージ圧は、以下の式を利用して計算される第1導管部分10を第2導管部分12に融着する方法。 (もっと読む)
(もっと読む)
ラミネート装置、及びラミネート方法
【課題】気泡の混入や皺の発生を抑制したラミネート装置を適用すること。
【解決手段】第1樹脂フィルム11を搬送する第1搬送路21と、第1搬送路21に対して傾斜すると共に第1樹脂フィルム11の搬送方向に向かって第1搬送路21に次第に近づいて配設され、第2樹脂フィルム12を搬送する第2搬送路22と、搬送された第1樹脂フィルム11の搬送方向端部と、搬送された第1樹脂フィルム11の搬送方向端部と、を重ね合わせると共に位置合せする位置合せ部材30と、重ね合わされた第1樹脂フィルム11及び第2樹脂フィルム12の搬送方向端部における一方の角部から他方の角部に向かって順次圧力を付与する圧力付与部材40と、圧力が付与された第1樹脂フィルム及び前記第2樹脂フィルムをラミネートするラミネート部材50と、をラミネート装置101に具備させる。
(もっと読む)
振動溶着方法及びそれに用いる振動溶着装置
【課題】樹脂部品同士の摩擦の際、その当接面が溶融する前に発生する磨耗粉の量を極力抑えることができる振動溶着方法及びそれに用いる振動溶着装置を提供する。
【解決手段】2つの樹脂部品を加圧しながら当接させ、その当接面に振動による摩擦熱を発生させて該当接面を溶融させ、該2つの樹脂部品を溶着する振動溶着方法において、振動の振幅Aを可変させ、少なくとも振動開始T0から当接面の溶融開始T1までの期間は前記振幅を所定値(第1所定値A1)以下に保持し、その後、当接面の溶融開始以降に振幅Aを所定値A1よりも大きい値(第2所定値A2)まで上昇させる。加圧力Fは、振幅Aと所定の相関をもって可変させる。
(もっと読む)
1 - 20 / 82
[ Back to top ]