
Fターム[4F211SH06]の内容
プラスチック等のライニング、接合 (31,000) | ライニング材料の前処理・コンディショニング (283) | 加熱、予熱 (94)
Fターム[4F211SH06]の下位に属するFターム
不均一加熱、部分加熱
Fターム[4F211SH06]に分類される特許
1 - 20 / 94
ライニング施工方法及びライニング部材の製造方法
熱可塑性樹脂管更生工法、及びドラム搬送用台車
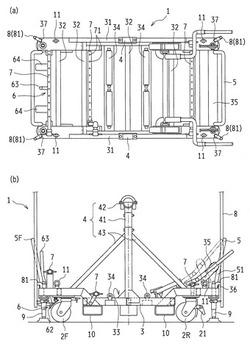
【課題】 本発明は、施工開始地点として選択された立坑が狭小道路に存する場合にあっても、好適に既設管を更生することができる新規な熱可塑性樹脂管更生工法、及びこの熱可塑性樹脂管更生工法に用いられるドラム搬送用台車を提供することを目的とする。
【解決手段】 熱可塑性樹脂管更生工法において、熱可塑性樹脂管100が巻き回された巻取りドラム12を、施工開始地点まで搬送するにあたり、車幅700〜1600mmのドラム搬送用台車1を用い、前記巻取りドラム12を積載した前記ドラム搬送用台車1を、前記施工開始地点に通じる道路を介して、前記施工開始地点まで走行させる。
(もっと読む)
細長い物品の製造

【課題】プラスチックの外層を有するコアを成形することと、前記コアとの間に隙間を与えるようにして、このコアにシームレスの金属層を押し出し成形することと、前記金属層を冷却することと、前記金属層の内面に前記コアの外面を接触させることとを具備する、細長い物品を製造する方法を提供する。
【解決手段】最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層4が、シームレスであるように押し出し成形される。金属層42が押し出し成形されるとき、隙間16が、金属層とコアとの間に与えられる。金属層4が冷却された後に、コア2の外面は、金属層4の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。
(もっと読む)
管路補修部材およびそれを用いた管路ならびに管路補修部材の製造方法
【構成】 管路補修部材10は、管本体12および補強繊維14を含み、既設管路100内で拡径されてその内面と密着することによって、既設管路100を補修する。補強繊維14は、一般繊維によって形成される芯糸(22)と高強度繊維によって形成されて芯糸(22)の外面に巻き付けられる鞘糸(24)とを含む複合糸であり、管本体12の管壁部に周方向に巻回される。管路補修部材10が拡径される際には、芯糸(22)が伸長または破断し、それに伴って螺旋形状であった鞘糸(24)が真っ直ぐに伸びるように変形することによって、管路補修部材10が拡径可能となる。
【効果】 補強繊維によって補強しながらも拡径可能であり、かつコストを低減できる管路補修部材を提供できる。
(もっと読む)
ラミネート装置及びラミネート方法
【課題】予熱部による予熱に起因した被加工物の反りを抑制できるラミネート装置及びラミネート方法を得ること。
【解決手段】ラミネート装置は、被加工物を予熱する予熱部と、前記予熱部により予熱された前記被加工物に対してラミネート加工を施すラミネート部とを備え、前記予熱部は、予熱ヒータと、前記予熱ヒータの上方に前記被加工物が位置するように前記被加工物を支持する複数の支持部材と、前記被加工物における温度分布が均一になるように、前記複数の支持部材をそれぞれ上下させる支持制御部とを有する。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
枝管の内張り方法及び樹脂管処理装置
【課題】短時間で枝管の内張りを行う。
【解決手段】高温高圧のエアにより、樹脂パイプ10の内面と外面とを反転させるとともに、その反転部分10aを枝管12に進行させつつ、枝管12の径方向に広げることによって、樹脂パイプ10を枝管12に設置する。次に、樹脂パイプ10が高温で軟化している間に、樹脂パイプ10の本管11へのはみ出し部10cをその根元部分において折り曲げる。次に、折り曲げたはみ出し部10cに貫通孔10eを形成することで、樹脂パイプ10内のエアを排出させて、樹脂パイプ10を冷えやすくする。次に、樹脂パイプ10が冷えて硬化してから、はみ出し部10cをその根元部分を残して切断することで鍔部10fを形成し、その後、鍔部10fを、本管11の内面に溶着させる。
(もっと読む)
枝管ライニング材及び枝管ライニング材の製造方法
【課題】簡単な方法で管状樹脂吸収材の端部に鍔を形成することが可能な枝管ライニング材及び該枝管ライニング材の製造方法を提供する。
【解決手段】外周面がプラスチックフィルム4でコーティングされた管状の樹脂吸収材2が作製される。管状樹脂吸収材のプラスチックフィルムと熱溶着可能な熱可塑性樹脂でできた鍔3の円筒部3bが、管状樹脂吸収材の一端のプラスチックフィルムと密着される。ヒーター5により、鍔の熱可塑性樹脂と管状樹脂吸収材のプラスチックフィルムが熱溶着されて管状樹脂吸収材の一端に鍔が結合される。鍔と結合された管状樹脂吸収材に液状の硬化性樹脂が含浸されて枝管ライニング材が製造される。
(もっと読む)
ラミネート処理方法
【課題】ラミネート処理のスループットを向上させる。
【解決手段】まず、被保護部材である太陽電池セルをラミネート用の保護フィルムで挟んでプレス式のラミネート装置100内に配置する。次いで、保護フィルムを加熱するとともに、保護フィルムの温度がこの保護フィルムの軟化点以上である第1の温度になったときに、保護フィルム及び太陽電池セルのプレスを開始する。そして保護フィルム及び被保護部材をプレスしたまま、保護フィルムを、第1の温度よりも高い第2の温度(目標温度)に保持する。
(もっと読む)
ラミネート装置及びダイヤフラムの取り付け方法
【課題】取り付け作業に必要な人間の数を減らし、且つ、取り付け作業に伴う危険を除去する。
【解決手段】ラミネート装置20の上ケース2には、上面、側面、及び下面により囲まれた内部空間により上チャンバ14が形成され、下面側に少なくとも1つの空気孔31が形成される。下ケース3は、上ケース2の下方に配置される。ヒータ盤8は、下ケース3内に配置され、被ラミネート体6を加熱する。上フレーム41は、上ケース2の下面側の縁部に固定される。下フレーム42は、上フレーム41の下面側に、ダイヤフラム5を上フレーム41との間に挟んで固定される。上フレーム41の内側端部は、上ケース2の下面との接触部から上フレーム41の外側に向かって斜め下方に形成された第1テーパ部を有する。下フレーム42の内側端部は、ダイヤフラム5との接触部から下フレーム42の内側に向かって斜め下方に形成された第2テーパ部を有する。
(もっと読む)
缶体へのフィルムラベル貼着方法及びその装置
【課題】薄肉化された缶体でも高速で貼着ムダなく安定してフィルムラベルを貼着でき、且つ樹脂被覆缶体であっても缶体内面の樹脂にダメージを与えることなく良好に貼着できる缶体へのフィルムラベルの貼着方法及び装置を提供する。
【解決手段】マンドレルに装着された缶体と、ラベルを接着可能な温度に加熱された加熱貼着ローラ3の間に、吸着搬送ベルトコンベヤ20からフィルムラベルfを缶体及び加熱貼着ローラ3の双方に非接触状態で供給し、加熱貼着ローラ3によりフィルムラベルを缶体に押圧することによりラベルを接着可能な温度に加熱して貼着する。
(もっと読む)
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法
【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
(もっと読む)
ラミネータ
【課題】構造が簡単でありながら、フィルム交換時の作業性を向上したラミネータを提供する。
【解決手段】ラミネータ1は、下ラミネートフィルム6aを加熱して、粘着性を発現させる下ヒートローラ22と、下ロール6を回転可能に保持し、下ロール6から下ラミネートフィルム6aを下ヒートローラ22へとガイドするガイドローラ202を有する下ロールホルダ20と、使用位置P1及び交換位置P3の間で下ロールホルダ20を回転可能に支持し、使用位置P1から交換位置P3に移動することにより、下ロール6を下側Z1に移動しガイドローラ202を下ヒートローラ22から離間するように回転軸21aが配置された回転支持部21とを備える。
(もっと読む)
ライニング材及びそのライニング材を使用した既設管の更生方法
【課題】熱可塑性の母材樹脂フィラメント及び補強材料の複合材料でなるライニング材に対し、加熱の不均一化を解消することができるライニング材及びそのライニング材を使用した既設管の更生方法を提供する。
【解決手段】一実施形態としてのライニング材1は、母材樹脂フィラメント及び補強材料を含む複合材料からなる可撓性を有する複数のライナー基材21、22を備え、ライナー基材2の外周側に着色層3を有している。既設管5の更生は、ライニング材1を既設管5内に挿入して補修対象箇所に配置し、母材樹脂フィラメント融点以上の温度で加熱して軟化させ、拡径用チューブにより内側から加圧して既設管5の内周面に沿う管状に成形し、拡径したライナー基材21、22を冷却及び硬化させて既設管5をライニングする。
(もっと読む)
フレキシブル積層板の製造方法
【課題】 シワの発生を低減させて外観を向上させたフレキシブル積層板の製造方法を提供する。
【解決手段】 耐熱性接着フィルム3の少なくとも一面に金属箔2を貼り合わせてなるフレキシブル積層板の製造方法であって、耐熱性接着フィルム3と金属箔2とを一対の金属ロール4の間において保護フィルム1を介して熱ラミネートする工程と、保護フィルム1を分離する工程とを含み、金属ロール4への進入時における耐熱性接着フィルム3と耐熱
性接着フィルム3に最近接する金属箔2とが為す角度αが20°以内であるフレキシブル積層板の製造方法である。
(もっと読む)
ラミネーション方法及びラミネーション装置
【課題】作業の初期から対象物を圧着するダイヤフラムの温度を一定に維持して安定した品質のラミネーションを得ることができるラミネーション方法及びラミネーション装置を提供する。
【解決手段】チャンバの対象物を圧着するラミネーション方法であって、対象物をチャンバに配置するステップS110と、弾性材質のダイヤフラムを第1ヒータに密着させてダイヤフラムを所定の予熱温度に予熱するステップS120と、ダイヤフラムで対象物を圧着するステップS130と、を含むことを特徴とする。
(もっと読む)
管路の内張り材
【課題】 筒状織布で補強された管路の内張り材において、その筒状織布を構成する糸条における繊維の間隙を埋めて糸条を一体化し、繊維が切断や穿孔を妨げるのを防止することを目的とする。
【解決手段】 管路の内側に配置されて管路の流路を確保する内張り材1であって、気密性の合成樹脂パイプ2の肉厚内に筒状織布3を埋入してなる管路の内張り材1において、前記筒状織布3を構成する糸条が、当該糸条6を構成する繊維の一部が低融点樹脂9、11よりなり、当該糸条6を形成した後内張り材1で管路を内張りするまでの間のいずれかの時点において、前記低融点樹脂9、11が溶融する温度以上に加熱され、溶融した低融点樹脂9、11が前記糸条6における当該糸条6を構成する繊維の間隙を埋めている。
(もっと読む)
管状ライニング材及び既設管の更生方法
【課題】 熱可塑性フィラメント及び補強繊維フィラメントの複合材料からなるライナー基材に対し、加熱の不均一化を解消することができるライニング材及びそのライニング材を使用した既設管の更生方法を提供する。
【解決手段】 一実施形態では、ライニング材1は、熱可塑性フィラメント及び補強繊維フィラメントを含む複合材料からなるライナー基材2と、ライナー基材の外側に配設される外面被覆材層3aとからなる。外面被覆材層3aは、ライナー基材2の熱可塑性フィラメントの構成材料の融点よりも高い融点の熱可塑性材料により形成される。既設管5の更生は、外面被覆材層3aの熱可塑性材料の融点未満の温度でライナー基材2を加熱して軟化させ、拡径手段により内側から加圧し、ライニング材1を既設管5の内周面に沿う管状に成形してライニングする。
(もっと読む)
配向されかつ微細な波形が設けられたフィルムを含んでなる積層体を製造する方法及び装置及び結果として得られる製品
配向されかつ波形を設けたフィルム(A)と、フィルム又はウェブ(B)との積層体を製造する方法において、少なくともフィルム(A)は、配向可能な結晶性ポリマー材料からなり、該フィルム(A)は、ローラー又はバーの間に形成された線形状のニップ(D−F)によって形成される角度に関する配置で延伸される一方、その線形状のニップに対して垂直な面に対して鋭角(u)を形成する方向でこのニップに運ばれ、そして引き続き、牽引手段(1及び2)によって、該垂直な面に対して鋭角(v)の下に引き出され、この面の対向する面で測定される際、(v)は(u)よりも大きいが85°より小さく、これによって伸張及び一軸分子配向が形成され、延伸比(GD:FE)及び角度(u)及び(v)が、延伸された上記のフィルム(A)の配向の角度が、その長手方向から15°未満逸脱し、かつ、フィルム幅の減少がもたらされるように選択され、誘導ライン(direct line)において測定されたその減少は、長手方向へ伸びる波形を形成するように長手方向の伸張によって生じた幅の減少よりも大きく、かつ、該波形が、該牽引手段(1及び2)と接触する前に安定化され、かつ、フィルム(B)が、フィルム(A)が該ニップ(D−F)を去った後に(A)の波うった溝形状を維持しながら該フィルム(A)に積層される。 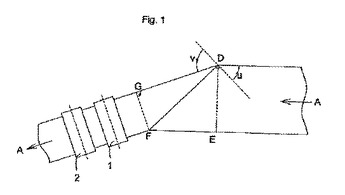 (もっと読む)
(もっと読む)
ラベリングシステム
【課題】刷品位がよいラベルを低コストで作製することができ、また、必要なときに必要な数量を作製することができるラベリングシステムを提供する。
【解決手段】ラベリングシステム1は、加熱により粘着性を発現し加熱前の温度に低下後にも粘着性を維持するフィルム粘着材層が、片面に設けられたラミネートフィルム3を供給するフィルム供給部30と、印刷紙2を供給する印刷紙供給部10と、フィルム供給部30が供給したラミネートフィルム3を加熱するヒートローラ41と、ヒートローラ41が加熱したラミネートフィルム3と、印刷紙供給部10が供給した印刷紙2とを、加熱により粘着性を発現したラミネートフィルム3のフィルム粘着材層によって接合して接合シート4を形成するラミネート部50と、ラミネート部50によって形成された接合シート4を、瓶Wに貼付するラベル貼付部100とを備える。
(もっと読む)
1 - 20 / 94
[ Back to top ]