
Fターム[4F211TA03]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 接着 (645)
Fターム[4F211TA03]の下位に属するFターム
ホットメルト接着剤によるもの (88)
接着テープによるもの (55)
Fターム[4F211TA03]に分類される特許
201 - 220 / 502
帯状物のつなぎ合わせ方法、継ぎ目構造および該つなぎ合わせ方法でつなぎ合わされてなる長尺状帯状物
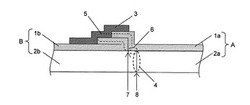
【課題】剥離ライナーと粘着剤層を貼り合わせて構成される帯状物同士をつなぎ合わせて長尺状帯状物とする方法であって、長尺状帯状物から剥離ライナーを剥離する際に継ぎ目部分において剥離ライナーの「ひっかかり」が生じない、作業性、生産性に優れた長尺状帯状物が得られるつなぎ合わせ方法を提供する。
【解決手段】本発明の帯状物のつなぎ合わせ方法は、剥離ライナーと粘着剤層を貼り合わせて構成される2本の帯状物をつなぎ合わせる方法であって、2本の帯状物のうち少なくとも一方の帯状物の長さ方向の端部では剥離ライナーが粘着剤層より延出しており、2本の帯状物の長さ方向の末端の粘着剤層の端面同士を突き合わせて接合させるとともに、2本の帯状物の剥離ライナーの端部同士を、剥離ライナーの長さ方向の末端から少なくとも1mmの部分の表面がいずれも粘着剤層表面に接しないように重ね合わせて固定することを特徴としている。
(もっと読む)
接合構造及び接合方法

【課題】金属部品の凹部内に液状シール材を充填した状態で、金属部品上に樹脂部品を成形する際に、液状シール材が凹部内から流れ出すおそれを防止すること。
【解決手段】金属部品12と樹脂部品13とをシール材17を介在させて接合する。この場合、金属部品12上の凹部16内に液状シール材17Aを充填した後に、その液状シール材17Aの表面を硬化させることにより、スキン層22を形成する。続いて、シール材17の未硬化部17aの表面のスキン層22を覆うように、金属部品12上に樹脂材料13Aを供給して樹脂部品13を成形する。この樹脂材料13Aの供給圧力によりスキン層22を破壊して、樹脂材料13Aとシール材17の未硬化部17aとを一体化させる。
(もっと読む)
シュリンクラベル用筒状体の製造方法
【課題】 回収PETボトルや通常のPET樹脂を用いて安価にシュリンクラベルを提供できるようにする。
【解決手段】 熱収縮はするが溶剤シールが不可であるポリエステル系シュリンクラベル用フィルムの片側又は両側端部に溶剤可溶物を塗工する溶剤可溶物塗工工程と、該溶剤可溶物塗工工程で溶剤可溶物が塗工されたシュリンクラベル用フィルムの両端部の溶剤可溶物を溶剤で溶かしてシールして筒状体を形成する筒状体形成工程とを有する。ポリエステル系樹脂が、回収PET100%又は回収PETに繊維用PET樹脂を混合した混合物のいずれか100重量部と、分子内に2個のエポキシ基を有する化合物10〜90重量%と分子内に少なくとも3個のエポキシ基を有する化合物90〜10重量%との混合物0.1〜2重量部と、有機酸の金属塩0.05〜2重量部とからなる混合物をPETの融点以上の温度で溶融し反応させて得られた樹脂100%又はこの得られた樹脂に他のポリエステル樹脂を混合した樹脂、若しくは通常のPET樹脂と非晶性ポリエステル樹脂の混合樹脂である。
(もっと読む)
FRP構造体、FRP構造体の接着方法、及びFRP構造体の製造方法
【課題】環境等への負荷を低減すると共に、軽合金製インサートとFRP製部材との接着強度を長期にわたり維持することができるFRP構造体を得る。
【解決手段】アルミニウム合金製インサート14の接着面14Aに化成皮膜20が形成されており、この化成皮膜20の表面にカチオン電着塗装により電着塗膜22が形成されている。さらに、電着塗膜22とFRP製部材12の接着面12Aとの間に介在された接着剤24により、アルミニウム合金製インサート14とFRP製部材12の接着面12Aとが接着されている。すなわち、化成皮膜20と電着塗膜22と接着剤24とで構成される接合部18によってアルミニウム合金製インサート14とFRP製部材12とが接合されてFRP構造体10が形成されている。
(もっと読む)
管状接合複合体
【課題】金属管状体とCFRP管状体をその端部で相互に接着させ、軽量で強固な管状接合複合体を構成する。
【解決手段】金属管状体30の接合部に化学エッチングによるミクロンオーダーの粗度があり、且つその表面は電子顕微鏡観察で、高さ又は深さ及び幅が10〜500nmで長さが10nm以上の仕切り状凸部、又は溝状凹部が10〜数百nm周期で全面に存在する超微細凹凸形状を形成し、その端部を金属酸化物又は金属リン酸化物の薄層21とする。この金属管状体30の端部に管状の繊維強化プラスチック材32をエポキシ系樹脂接着剤34により接着させ、管状接合複合体を形成する。金属管状体30は、アルミニウム合金、マグネシウム合金、銅合金、チタン合金、ステンレス合金、鉄鋼材等である。
(もっと読む)
半導体加工中のフレキシブル基板のwarpおよびbowを減少させるアセンブリおよび方法
半導体プロセシングの熱的課題の結果生じる、剛性キャリヤに取り付けられたフレキシブル基板のbowおよび/またはwarpに取り組む方法について説明する。詳細には、剛性キャリヤへフレキシブル基板を結合することが可能な粘弾性接着剤が提供され、剛性キャリヤ(例えばケイ素ウェーハ)に対する大半のフレキシブル基板(例えばプラスチックフィルム)の明確に異なる材料特性により存在することが多い熱的不適合を調節することが可能である。本願で説明する方法により生産されるアセンブリも提供される。 (もっと読む)
爪又は人工爪の装飾方法、及びこの装飾方法に用いられる爪又は人工爪装飾用具
【課題】下部が略逆円錐状とされた宝石を、確実かつ見栄え良く爪又は人工爪に取付け得る爪又は人工爪の装飾方法を提供する。また、大きさの異なる複数個の宝石を、容易かつ確実に爪又は人工爪に取付け得る爪又は人工爪の装飾方法を提供する。さらに、上記装飾方法に用いられる爪又は人工爪用貼着フィルム、上記装飾方法に用いられる爪又は人工爪用回転式切削工具、及びこの回転式切削工具を備えた爪又は人工爪用回転式ハンドピースを提供する。
【解決手段】下部21が略逆円錐状とされた宝石2を、爪N又は人工爪1に取付けて爪又は人工爪を装飾する方法であって、前記爪又は人工爪に、前記宝石の下部の形状に合わせて回転式切削工具3によりすり鉢状の凹部4を形成し、該凹部に接着剤5を塗布した後、前記宝石の下部を該凹部に嵌め込み接着する。
(もっと読む)
被塗装物品の接着組立方法
【課題】被塗装物品に予め形成された塗料排出用穴部を有効利用して簡単な方法で接着剤に電磁波のエネルギー線を付与し、そのエネルギー線付与に伴う連鎖硬化反応を確実に確保する被塗装物品の接着組立方法を提供する。
【解決手段】車体部材4の電着塗料排出用穴部7を介して電磁波のエネルギー線Lを接着剤架橋部13に局部的に直接付与すると、そのエネルギー線Lにより接着剤Aが硬化してカチオンと硬化反応熱Hrが発生し、その硬化反応熱Hrに隣接する部分が硬化反応熱Hrにより連鎖的に硬化が開始されて接着剤架橋部13の両端まで連鎖硬化反応が進行し、連鎖硬化反応により、その両端と連結する接合フランジ部3a,4a間の接着剤Aの連鎖硬化反応が誘発されて接合フランジ部3a,4a間に介在する接着剤Aが連鎖的に硬化する。
(もっと読む)
化粧パネルおよび化粧パネルにおける通気性基材に対する表層材の接着方法
【課題】化粧パネルにおける通気性基材に対する表層材の接着方法において、表層材を通気性基材に強力に接着しながら、表層材と通気性基材との間に高い通気性・透湿性を実現する。
【解決手段】通気性基材2と通気性を有した表層材3との間に、接着剤5と、熱により膨張可能な膨張性マイクロカプセル6とを含有する複合接着剤4を介在させて上記通気性基材2と上記表層材3とを添着する添着工程S1と、上記複合接着剤4の中の膨張性マイクロカプセル6を加熱し、膨張破裂させて、通気性基材2と表層材3との間に空隙7を形成する加熱工程S2とを備えた。
(もっと読む)
複合材料のシートを製造するための方法および装置
【課題】複合ラミネート材料を含んだ複合材料のシートを製造するための方法および装置を提供する。
【解決手段】複合材料を互いに横方向に隣接するように(サイド・バイ・サイド)配置することによって、複合材料の製品シートが製造される。複合材料(36a、36b)は、熱可塑性マトリックス材料の中に繊維を有する。隣接する複合材料は、固着されて複合材料の製品シートを供給する。好ましくは、複合材料のクロス層(60)が複合材料(36a、36b)の上に配置される。クロス層は、例えば単一方向指向性のシートであり、またクロス層の中の繊維は、例えば複合材料の中の繊維に対して横断するような関係で配置されている。
(もっと読む)
非接着部を有するマイクロチップの製造方法
【課題】 非接着部を有するマイクロチップを製造する際に、マスクを使用せず、また非接着性物質又はプラズマで活性化しない物質も塗布せずに非接着部を形成することができるマイクロチップの製造方法を提供する。
【解決手段】 互いに恒久接着可能な材質からなる第1の基板と第2の基板のうちの少なくとも一方の基板の貼り合わせ面を表面改質処理してから両基板を貼り合わせて恒久接着させることによりマイクロチップを製造する方法において、非接着部となるべき箇所に対応する箇所の前記第1の基板の外表面を吸引手段により引き上げながら前記第2の基板と貼り合わせることにより両基板間の非接着部となるべき箇所を剥離状態に維持し、前記表面改質処理による活性化状態が消失した後に、前記吸引手段による前記第1の基板の引き上げを停止させることにより非接着部を形成することを特徴とする非接着部を有するマイクロチップの製造方法。
(もっと読む)
樹脂被覆金属基材の製造方法
【課題】フィルムラミネート法及び押出ラミネート法を組み合わせて、効率よく樹脂被覆金属基板を製造し得る方法を提供する。
【解決手段】金属基材1の少なくとも一方の面に、少なくとも2層の樹脂被覆を形成させる樹脂被覆金属基材6の製法であって、融点が220℃未満のポリエステル樹脂5をTダイ2から膜状に押出し、融点が220℃以上のポリエステル樹脂フィルム4によって、押出した溶融樹脂を加熱された金属基材1と挟み込み、ラミネートロール3にて金属基材1と溶融樹脂3と樹脂フィルム4とを圧着する。
(もっと読む)
粘着フィルム位置検出器および粘着フィルム貼付装置
【課題】基板への粘着フィルム貼付装置において、粘着フィルムおよびベースフィルムの着色の有無、及び着色の濃さ、並びに透明度に関係なく、粘着フィルムを基板上に貼付けるための位置検出器および粘着フィルム貼付装置を提供すること。
【解決手段】
粘着フィルム5の端部に対して斜め方向から光を照射し、その端部より散乱反射した反射光を粘着フィルム5の垂直方向に設置されたCCDカメラ11にて撮像する。粘着フィルム5の背景には黒色のプレート13が配置されているので、粘着フィルム5の端部のみが反射光により白く映し出される。この端部のラインを基に粘着フィルム5の位置決めを行う。粘着フィルム5の端部からの反射光を利用するので、粘着フィルム5および粘着フィルムが貼られているベースフィルム3の着色の有無または色の濃さに関係なく正確な位置決めをすることができる。
(もっと読む)
包装容器、その製造装置および製造方法
【課題】開封視認が容易に行え、容易かつ安価に製造できる、再封可能な包装容器、その製造装置および製造方法の提供。
【解決手段】包装容器100Aは、容器本体200と容器本体200の開口部を塞ぐための蓋材300がフランジ部230のシール部240でヒートシールされている。容器本体200は、一角が外側に突き出して一連に形成された略三角形状の張出部250を有し、蓋材300は、張出部250と略同形状で、開封前は張出部250に重なる開封開始部400を有している。開封開始部400は、把持可能に形成された第一把持部410と、第一把持部410に隣接して配置され、張出部250にシールされた開封シール部420と、開封シール部420およびシール部240を連結する連結部430と、を備え、開封シール部420および連結部430の境界には破線部423が設けられている。
(もっと読む)
防水ケースの水密構造
【課題】上カバーと下カバーとを互いの周縁で合わせた状態で、周縁の全周にわたって双方の周縁を互いに接合して内部が水密に密閉される防水ケースを作成する際に、両カバーの周縁にフランジ状のリブを全周にわたって形成すると共に、このリブの合わせ面に、接着剤が塗布される接着領域と、レーザ光により溶着される溶着領域とを内外2重の環状に設けると、接着領域の接着剤が溶着領域にはみ出して、レーザ光を照射してもリブが充分に溶融せず、溶着が不完全になる恐れがある。
【解決手段】接着領域と溶着領域との間に、接着領域から溶着領域への接着剤の侵入を防止する接着剤溜まり6を設けた。
(もっと読む)
活性エネルギー線架橋型接着剤
【課題】第一接着剤層(アンダーコート層)の被着体に対する接着性を大幅に改善した活性エネルギー線架橋型接着剤組成物を提供する。
【解決手段】活性ネルギー線架橋型接着剤からなる第一接着剤層(アンダーコート層)及び第二接着剤層を介して被着体とゴム層とを接着するに当り、被着体と隣接する第一接着剤層を構成する接着剤組成物が、(A)一方の末端がイソシアネート基を少なくとも一つを有し、かつ、他方の末端が(メタ)アクリロイル基をもつ官能基を少なくとも一つ有する化合物を含む活性エネルギー線重合性モノマーを含有することを特徴とする活性エネルギー線架橋型接着剤である。
(もっと読む)
ベルトの継手加工方法
【課題】接合部分の平面性を容易に確保でき、かつ割れが生じにくい継手加工方法を提供する。
【解決手段】ベルトは、芯体層26と、芯体層26の上面26U、下面26Dそれぞれに積層される第1及び第2の表面層27、28とを備える。ベルト20は両端部20A、20Bを継ぎ合わして形成された無端状のベルトである。第1及び第2の表面層27、28の端面同士を突き合わせる位置は、芯体層26の端面26A、26Bを突き合わせる位置とベルト長手方向L’において異なる。第1及び第2の表面層27、28の端面はテーパー面に形成される。芯体層の両端面26A、26Bはフィンガー状に形成される。芯体層の両端面26A、26Bは、幅方向における挟圧によって接合される。
(もっと読む)
接着剤組成物およびそれを用いた積層体の製造方法
【課題】高周波加熱を伴う圧締に適した接着剤組成物および該接着剤組成物を用いて積層体を製造する方法を提供する。
【解決手段】レゾルシノール樹脂、硬化剤、ススを含有することを特徴とする接着剤組成物。また、レゾルシノール樹脂、硬化剤、ススを含有する接着剤組成物を用い、高周波加熱を伴う圧締により積層体を製造する方法。
(もっと読む)
繊維強化プラスチック製リンク構造体の製造方法、およびリンク構造体
【課題】所定の耐久性を有するリンク構造体の製造方法を提供すること。
【解決手段】リンク構造体の製造方法において、(A)繊維強化プラスチック本体8を成形する、(B)金属取付座9を作製する、(C)前記金属取付座を前記繊維強化プラスチック本体に接着する、(D)駆動部品が取り付けられる構造にするために、前記(C)の工程を経て接着された前記金属取付座と前記繊維強化プラスチック本体とを加工する工程を有し、前記(D)の工程は、前記金属取付座を、該金属取付座の軸線に対し凹凸構造に加工する工程、および/または、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座に貫通穴を加工する工程と、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座の軸線から略等距離になる箇所に貫通穴を加工する工程を有してなり、かつ、貫通穴を加工をする際には、前記繊維強化プラスチック本体側から加工をすること。
(もっと読む)
ベルトの継手加工方法
【課題】ベルト両端部の突き合わせ部から発生する割れを防止するためのベルトの継手加工方法を提供する。
【解決手段】ベルトの一方の端部21を、複数の凸部23を形成してフィンガー状にする。隣接する凸部23の間には凹部24’が形成される。ベルトの他方の端部22を、複数の凹部24を形成して端部21に相補的な形状にする。隣接する凹部24の間には凸部23’が形成される。両端部21、22のいずれか一方の端面に接着剤を塗布して、両端面を突き合わせこれらを接合する。次いで、突き合わせ部分Bのうち、凸部23、23’の先端部23T、23T’と凹部24、24’の底部24B、24B’との突き合わせ箇所P、P’に超音波振動を与える。その超音波振動により、先端部23T、23T’と底部24B、24B’とが熱融着する。
(もっと読む)
201 - 220 / 502
[ Back to top ]