
Fターム[4F211TJ26]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 供給の調整 (467)
Fターム[4F211TJ26]の下位に属するFターム
Fターム[4F211TJ26]に分類される特許
1 - 20 / 52
溶着ユニット及び前記溶着ユニットを備えた包装装置
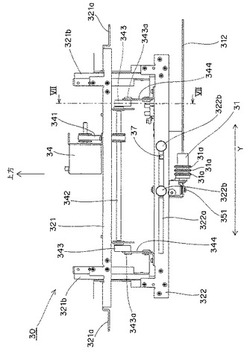
【課題】簡単な構成で、溶着部材が被溶着部材に一定の押圧力を付与できる溶着ユニットを提供する。
【解決手段】被溶着部材101を熱溶着させる溶着部材31と、溶着部材31を、弾性部材36を介して支持する、支持部材32と、溶着部材31が被溶着部材101に接触したことを検知する検知手段37と、溶着部材31が被溶着部材101に対して接離する方向に移動するよう、支持部材32を移動させる駆動手段34と、駆動手段の作動を制御する制御手段と、を備え、前記制御手段は、検知手段37が溶着部材31が被溶着部材101に接触したことを検知すると、被溶着部材101に向けて支持部材32を所定距離だけ移動させるように、駆動手段34を制御することを特徴とする。
(もっと読む)
包装用フィルムの溶断装置及び溶断方法

【課題】低コストで安定した溶断動作を可能とする包装用フィルムの溶断装置及び溶断方法を提供する。
【解決手段】溶断装置は、溶断刃と、溶断刃の上流側に配設され且つ溶断刃よりもフィルム帯状体に向けて突出する上流側フィルム押圧体と、溶断刃の下流側に配設され且つ溶断刃よりもフィルム帯状体に向けて突出する下流側フィルム押圧体と、溶断刃が設置された第1取付部材と、第1取付部材に対して上流側フィルム押圧体をスライド移動可能に支持する第2取付部材と、第1取付部材に対して下流側フィルム押圧体をスライド移動可能に支持する第3取付部材と、第1取付部材と上流側及び下流側のフィルム押圧体との間にそれぞれ介在するとともに、上流側及び下流側のフィルム押圧体をそれぞれフィルム帯状体に向けて付勢する弾性体と、溶断刃をフィルム帯状体に対して接離自在に駆動する駆動源と、を備える。
(もっと読む)
貼付装置および貼付方法
【課題】貼付部材が傷つくのを防ぐことができ、かつ被貼付部材と貼付部材との間に気泡が生じるのを防ぐことができる貼付装置および貼付方法を提供する。
【解決手段】被貼付部材20が載置されるワークステージ2と、貼付部材21が保持される保持シート4と、保持シート4を押圧した状態のまま保持シート4の一端と他端との間を移動する押圧機構7と、押圧機構7とともに移動して保持シート4を押圧機構7に沿って上方に折り曲げることで貼付部材21を保持シート4から剥離しやすくする剥離機構8とを備え、押圧機構7により貼付部材21の貼始端を被貼付部材20に押し付けるとともに、貼付部材21の貼終端を貼始端よりも上方に位置させた状態で、押圧機構7および剥離機構8を保持シート4の一端側から他端側に移動させることにより、被貼付部材20に貼付部材21を貼り付けることを特徴とする。
(もっと読む)
積層シート製造装置および積層シートの製造方法
【課題】 所望の積層シートを得ることができる積層シート製造装置、および積層シートの製造方法を提供すること。
【解決手段】加熱装置30Bは、繊維基材2と、繊維基材2の片面または両面に供給された、樹脂層3,4(3A,4A)とを備える積層シート(加熱装置30Bで加熱する前の積層シート40(40A)を加熱して、加熱された積層シート40(40A)を製造する積層シート製造装置である。この加熱装置30Bは、積層シート40(40A)が通過するチャンバ91と、チャンバ91内を加熱して、積層シート40(40A)を加熱する加熱手段92と、積層シート40(40A)のチャンバ91内の通過経路の長さを可変にする経路長可変手段とを備える。
(もっと読む)
ガラスフィルム積層体、ガラスフィルム積層体ロール、カラーフィルタ用画素付ガラスフィルム積層体およびガラスフィルム積層体の製造方法
【課題】ガラスフィルムの損傷を防止しつつ、ガラスフィルムの取扱い性を向上させたガラスフィルム積層体を提供する。
【解決手段】支持フィルム2と、支持フィルム2の一主面の全体に付着される粘着層3と、粘着層3を介して支持フィルム2と接合されるガラスフィルム4と、ガラスフィルム4の長手方向に沿ってガラスフィルム4の長手方向端部に連接される端部フィルム5と、前記ガラスフィルムおよび前記端部フィルムに粘着される第1のテープ部材と、を備えたガラスフィルム積層体1。ガラスフィルム4と端部フィルム5とを両者の長手方向に連接して、これらの両主面に第1のテープ部材6を粘着させるため、端部フィルム5との境界付近で、ガラスフィルム4の端部が割れるおそれが少なくなり、端部フィルム5にてガラスフィルム4を牽引する際に、ガラスフィルム4が傷つかなくなる。
(もっと読む)
多層積層フィルムの製造方法
【課題】 樹脂フィルムと透明フィルムの間に発生する気泡を効果的に抑えることができる多層積層フィルムの製造方法を提供することを目的とする。
【解決手段】 本発明は、樹脂フィルムの一方の面に第1透明フィルムを、他面に第2透明フィルムを接着層又は粘着層を介して貼り合わせる多層積層フィルムの製造方法において、第2透明フィルムは、厚みが60μm以上かつ引張弾性率が2000MPa以上であり、樹脂フィルムと第1透明フィルムを、第1の一対のロール間を通過させることにより圧着して積層フィルムを形成した後、当該積層フィルムを巻き取ることなく、当該積層フィルムと第2透明フィルムを、第2の一対のロール間を通過させることにより圧着して多層積層フィルムを形成することを特徴とする。
(もっと読む)
ラミネーター
【課題】基板と感光性フィルム間の密着力を阻害する異物の発生を最小化してラミネーティングを容易に実施するようにしたラミネーターを提供する。
【解決手段】基板1を垂直駆動方式で供給する基板供給部10;前記基板1にラミネートされる感光性フィルム2を供給するためのフィルム供給部20;及び前記基板1に感光性フィルム2をラミネートするための圧着部30を含む。前記基板供給部10は、垂直方向に配置されたクランプローラー11;前記クランプローラーによる基板の移送位置を検出するセンサー12;及び前記クランプローラー11によって移送される基板1を圧着部30に案内するガイドパネル13を含む。
(もっと読む)
粘接着シートの製造方法
【課題】 粘接着剤13が芯材15へ含浸してなる粘接着層11であっても、抱き込む気泡が少なく、低コストで製造できる粘接着シート1の製造方法を提供する。
【解決手段】 (1)第1離型紙21Aの離型層面へ、粘接着剤13を塗布法で第1粘接着層13Aを形成し、巻き取る第1積層体工程と、(2)第2離型紙21Bの離型層面へ、粘接着剤13を塗布法で第2粘接着層13Bを形成し、巻き取る第2積層体工程と、(3)第1積層体31Aの第1粘接着層13A面へ、芯材15を重ねて加熱加圧する熱ラミネーション法で、積層して巻き取る第3積層体工程と、(4)第3積層体31Cの芯材15面へ、第2積層体31Bの第2粘接着層13B面を重ねて加熱加圧する熱ラミネーション法で、積層して巻き取る粘接着シート工程とからなり、25℃における粘接着剤13の粘度が50〜1000mPa・sであることを特徴とする。
(もっと読む)
樹脂成形品の振動溶着構造
【課題】毛バリが樹脂成形品の表面に出ないようにする。
【解決手段】第2パネル13側の溶着リブ31先端を対向する第1パネル11の上面壁17裏面(内面)に圧接させて振動溶着する際、第1パネル11の周壁19突出端と第2パネル13の周壁29突出端との間に形成された隙間Sを第1パネル11側の表皮端末23aで外側方から覆って塞ぐ。
(もっと読む)
マスキングテープ貼付製造装置およびマスキングテープの貼付方法
【課題】マスキングテープを高精度に貼り付けることのできる、マスキングテープ貼付製造装置およびマスキングテープの貼付方法を提供する。
【解決手段】製品Pを載せるXY軸テーブル3を有する。
XY軸テーブル3上方に、テープ材4tを一方側から他方側へ走行させるテープ走行手段4と、テープ材4tを表面に貼り付けてなるパレット5と、このパレット5をテープ材4tと共に、所定の位置に搬送するための直動搬送手段6とを設ける。
また、テープ走行路上方には、パレット5表面に貼り付けたテープ材4tに対しレーザ光を照射して、所定サイズのテープ片trを打ち抜くための切断条を付与するレーザ切断条付与加工手段7を配設する。
さらに、XY軸テーブル3上方には、打ち抜くための切断条が付与されたテープ片trを吸着しつつ、テープ材4tを打ち抜き製品Pに貼り付けるようにした吸着打抜加工手段8を配設する。
(もっと読む)
インサートナット圧入装置
【課題】 簡素な構造で、小型、安価であると共に設置面積が小さくてよいインサートナット圧入装置を提供する。
【解決手段】 インサート供給部120を有している。インサート供給部120は、貯留ホッパ10と、昇降柱20と、インサートナット検出器30と、ワイパ40とを有している。インサートナット検出器30の検出結果に基づき、昇降柱20の凹部21にインサートナットが正規ではない姿勢で有る場合は、ワイパ40によってインサートナットをワイプして正規の姿勢に改めるか貯留ホッパ10内に落下させる。昇降柱20の凹部21にインサートナットが無い場合は、昇降柱20が下降して再び上昇する。
(もっと読む)
基材の表面に表皮材を貼り合わせた複合成形品の製造装置
【課題】一台の製造装置により複数種類の複合成形品の木目込みと耳部の処理を行う。
【解決手段】下段回転ドラム5を多角形に形成してこの各面に成形品受け治具7を取り付けると共に上段回転ドラム35を多角形に形成して前記各成形品受け治具7と対となる成形品押え治具43を取り付ける。更に各成形品受け治具7側には、木目込み装置11と耳部折り返し装置12を設け、ドアトリム100の形態ごとに形状の違うものを用意し、この形態に合わせて下段回転ドラム5と上段回転ドラム35を回転させることで成形品受け治具7と成形品押え治具43を選択して一台の装置で形態の違う4枚のドアトリム100の表皮材102の木目込みと耳部折り返し加工を行うことができるようにする。
(もっと読む)
熱可塑性樹脂製長尺体の接続方法
【課題】乗客コンベアやエスカレータ等の移動手摺のように、熱可塑性樹脂の内部に導電性の非伸長性部材を埋設した熱可塑性樹脂製長尺体の端部を、短時間に且つ確実に接続できる接続方法を提供する。
【解決手段】熱可塑性樹脂2の内部に長手方向に沿って導電性の非伸長性部材3を埋設した樹脂製長尺体1の端部を互いに接続する樹脂製長尺体の接続方法において、樹脂製長尺体1の両端部の所定区域における非伸長性部材3を誘導加熱手段6によりそれぞれ加熱し、伸長性部材3を覆っている熱可塑性樹脂2を溶融除去して非伸長性部材3を露出させた後、露出した互いの非伸長性部材3が突き合わせられるように保持した状態で、樹脂製長尺体1の両端部を接続する。
(もっと読む)
紫外線照射ヘッド及び紫外線照射装置
【課題】放熱性を改善して紫外線源となる半導体素子の性能を向上させることができる紫外線照射ヘッド及び紫外線照射装置を提供する。
【解決手段】紫外線硬化型樹脂を硬化するための紫外線を照射する半導体素子20を備えた紫外線照射ヘッド14であって、紫外線照射ヘッド14は、半導体素子20を保持する中空状の筐体部18、38と、筐体部18、38の内部に空気流を発生させる空気流発生部24、26、28、30と、を備えた構成とした。
(もっと読む)
感光性積層体の製造装置及び製造方法
【課題】基板や長尺状感光性ウエブを無駄にすることなく、高精度な感光性積層体を製造することのできる感光性積層体の製造装置及び製造方法を提供する。
【解決手段】ゴムローラ80a、80bの交換後の貼り付け前期、貼り付け中期及び貼り付け後期の各期間において、ゴムローラ80a、80bの前後の長尺状感光性ウエブ22a、22bに付与するテンションを、所定値よりも大きい設定、前記貼り付け前期での所定値よりも小さい設定、及び、前記貼り付け中期よりも大きい設定にそれぞれ切り替えて、貼り付け処理を連続的に行う。
(もっと読む)
超音波溶着装置
【課題】加工時の超音波ホーンのずれを防止し、良好な加工結果を得られる超音波溶着装置を得る。
【解決手段】被加工物の加工時に、ホーン8の振動における節の位置を支持するガイド9を設ける。ホーン8が被加工物方向に移送され、被加工物に当接して加工を行う際、ガイド9のガイドローラ10は、ホーン8の節の位置を支持する。これにより、ホーン8により被加工物への荷重が加えられてもホーン8の心ずれが防止され、被加工物の良好な加工結果が得られる。
(もっと読む)
プラスチック製積層材の加工装置
【課題】プラスチック製積層材からプラスチック製換気部材その他のプラスチック成形品を、自動的に効率よく製造することができるプラスチック製積層材の加工装置を提供することを課題とする。
【解決手段】直方体状のフレーム1内に上下動可能に支持される昇降枠24を配置し、昇降枠24の下側に、上下一対の熱線38、39を所定間隔置きに多数並設して成る溶断装置を取り付け、溶断装置の下方に積層材46の載置台を設置して成り、溶断装置の熱線38、39は、昇降枠24と共に下降動作するに際し、その下降動作前半時は昇降枠24と一体に移動し、その下降動作後半時には昇降枠24とは独立して斜め下方向に移動する。
(もっと読む)
プラスチック製積層材の加工装置
【課題】プラスチック製積層材から製造されるプラスチック製換気部材、その他のプラスチック成形品を、自動的に効率よく製造することができるプラスチック製積層材の加工装置を提供することを課題とする。
【解決手段】架台1の上面に加工テーブル2を配置し、加工テーブル2上に加工ヘッド3を設置してその入り口側と出口側に、加工テーブル2上に供給される材料の搬送手段4、5を配し、加工ヘッド3の片側又は両側に、上下方向に張架した熱線11を所定間隔置きに並置した熱線列10、10aを設置すると共に、熱線列10、10aに向けてエアを吹付けるエア吹付け手段12を配備して成る。
(もっと読む)
光学部材貼合せ方法およびそれを用いた装置
【課題】枚葉体への光学部材の貼り合わせを自動で効率よく、かつ、精度よく行う。
【解決手段】一方面に保護フィルムが添設され、他方面にセパレータの添設された帯状の偏光フィルFをフィルム供給部1から繰り出し供給し、外観検査をした後、セパレータを残して保護フィルムと偏光フィルムFをレーザー装置11でハーフカットする。その後、剥離機構4に搬送案内してナイフエッジでセパレータを剥離しながら偏光フィルムFを貼合せ機構5に送り込む。この偏光フィルム5の送り込み動作に同調させてパネル搬送装置18から搬送されてくる液晶パネルWを貼合せ機構5に搬送案内し、液晶パネルWに偏光フィルムFを貼り合せる。
(もっと読む)
製袋搬送装置
【課題】フィルムの指標が厳密に等間隔に配列されていなくても、フィルムから形成される封筒を、挿入物の移動に同期するよう連続搬送できる製袋搬送装置を提供する。
【解決手段】制御装置10は、位相差を打ち消す方向に、走行手段2の速度を加速、又は減速する。例えば、挿入物Sよりも封筒Eの位置が搬送方向に対して後退し(遅れ)ている場合、走行手段2の駆動源22の回転数を上昇させ、位相差がゼロになるまで走行手段2の牽体24を加速する。反対に、挿入物Sよりも封筒Eの位置が搬送方向に対して前進(先行)している場合、走行手段2の駆動源22の回転数を減少させ、位相差がゼロになるまで走行手段2の牽体24を減速する。
(もっと読む)
1 - 20 / 52
[ Back to top ]