
Fターム[4F212AG20]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 一般形状、構造物品(用途物品優先) (698) | 多孔質、細胞質 (451)
Fターム[4F212AG20]に分類される特許
101 - 120 / 451
保冷容器
【課題】 予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いた保冷容器を提供する。
【解決手段】スチレン系樹脂粒子に発泡剤を含浸させてなる発泡性スチレン系樹脂粒子を予備発泡し、この予備発泡粒子を成形して得られるポリスチレン系発泡成形体の保冷容器であって、
前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.03〜0.3重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されており、
前記ポリスチレン系発泡成形体は粒子径が600μm〜1400μmのポリスチレン系樹脂粒子であり、前記ポリスチレン系発泡成形体の密度が0.01g/cm3〜0.033g/cm3であり、前記ポリスチレン系発泡成形体の平均弦長が20μm〜150μmであり、前記ポリスチレン系発泡成形体の5%圧縮強度は3N/cm2〜20N/cm2であることを特徴とする。
(もっと読む)
カップ容器
【課題】予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いたカップ容器を提供する。
【解決手段】前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.1〜0.8重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されている。
(もっと読む)
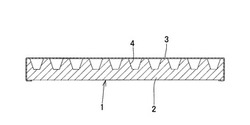
板状吸音材及びそれを用いた防音パネル
【課題】
人間の耳において感度が高い周波数領域で、広い範囲の音を吸収し、あるいは特定の音源からの音を効率良く吸収できる吸音材を提供し、併せてその吸音材を用いた防音パネルを提供する。
【解決手段】
独立気泡ビーズを用いて成形した空隙率15%以上50%以下の樹脂発泡成形体からなり、該樹脂発泡成形体の厚さと吸音周波数との相関を利用し、該樹脂発泡成形体の厚さを吸音対象の周波数に応じて部分的に変化させて板状吸音材2を作製した。また、板状吸音材の少なくとも一面を遮音シート3で覆って防音パネル1とした。
(もっと読む)
発泡性充填材

【課題】部品点数を削減することが可能であり、貫通孔を有するパネルへの取り付けに際して、所定の形状に曲成した状態で維持することができる発泡性充填材を提供する。
【解決手段】発泡性充填材11は、湾曲可能な本体部12と、第1及び第2取付挿通部13,14とを備えている。第1及び第2取付挿通部13,14は、本体部12の第1及び第2端縁12a,12bにそれぞれ連結する第1及び第2本体連結部15,16に設けられている。本体部12は、第1及び第2取付挿通部13,14が挿通される第1及び第2挿通孔17,18を有している。第1及び第2取付挿通部13,14が第1及び第2貫通孔51a,51bに挿通されるとともに係止されることで、本体部12はインナパネル51に取り付けられる。本体部12、第1及び第2取付挿通部13,14、並びに第1及び第2本体連結部15,16は一体に成形されている。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡樹脂容器
【課題】発泡性原料により表面硬化層を生成し、表面硬化層が剥離し難い発泡樹脂製品を提供する。
【解決手段】発泡樹脂容器は、発泡性原料が発泡溶着された発泡層36を有する発泡樹脂容器であって、容器外部の少なくとも2つの面に形成された発泡性原料からなる溶融硬化層34と、溶融硬化層34と発泡層36との間に介在する発泡層の発泡率より小さい発泡率を有する中間層35とを備える。このように中間層35を有することにより、発泡層36と溶融硬化層34との接合強度が向上する。また、容器外部の少なくとも2つの面に溶融硬化層34を有しているので、防水性を高めることができ、容器の用途が広くなる。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡成形品の成形装置
【課題】1つの原料充填口を具えた発泡樹脂用の成形装置にて、成形品を容易に多数個取りする。
【解決手段】成形装置1は、固定型2と可動型3を具え、固定型2に成形材料である発泡樹脂ビーズを供給する原料充填口5を設けている。両型2、3の間に、成形材料が充填される複数のキャビティ20を原料充填口5の周りに形成している。可動型3上にて原料充填口5に対向した部位に、成形材料を各キャビティ20に案内するガイド部30が形成されている。可動型3に、キャビティ20内を向いたピン6を設け、固定型2に該ピン6が嵌まる凹部60を形成し、ピン6が凹部60に嵌まる長さは、可動型3のクラッキング時の移動量よりも長く設定されている。
(もっと読む)
軽量吸音ポリウレタン成型品
【課題】ポリウレタンのチップ状物から出来上がるウレタン成型品において、低密度を実現しつつ硬さ、撓み難さの両立を図り、しかも吸音性能も満足する軽量吸音ポリウレタン成型品を提供する。
【解決手段】ポリウレタン発泡材を粉砕してなるポリウレタンチップにおいて最小のチップ(C1)の最短の一辺は8mm以上であり、かつ最大のチップ(C2)の最長の一辺は25mm以下であることを満たすチップとする原料ポリウレタンチップ11、反毛材よりなる反毛糸状片12、ウレタン系接着剤13とを混合し水蒸気を導入しながらプレス成型してなり、原料ポリウレタンチップと反毛糸状片との重量混合割合が20:80ないし80:20を満たし、かつ、ポリウレタン成型品の密度が0.03〜0.07g/cm3であり、プッシュプルゲージを用いた計測において28N以上の荷重を満たすポリウレタン成型品10である。
(もっと読む)
多孔質膜の製造方法、多孔質膜、多孔質膜製造装置
【課題】多孔質状の薄膜を簡便で効率よく製造できる多孔質膜の製造方法、その方法で得られる多孔質膜及び多孔質膜製造装置を提供する。
【解決手段】有機化合物と疎水性有機溶媒とを含む塗布液を支持体上に塗布して、0℃以上10℃以下に調整された塗布膜を形成する工程と、塗布膜の温度より露点を高く調整した水蒸気を含む水蒸気含有気体を塗布膜に供給して、塗布膜上で水蒸気を凝結させて塗布膜を乾燥させる工程とを含む多孔質膜の製造方法、その方法で得られる多孔質膜及び本発明の製造方法に適用可能な多孔質膜製造装置である。
(もっと読む)
型内成形用充填機
【課題】予備発泡粒子を型内成形するに際し、発泡成形品の充填機プランジャー先端と接する意匠面の表面性と融着性を向上させうる充填機を提供する。
【解決手段】金型内に予備発泡粒子を充填する主管部3と、主管部内3でプランジャー6を往復移動させるシリンダー部2と、予備発泡粒子を受入して主管部3に供給する分岐管5部分を有する基幹部1を有する型内発泡用充填機において、該プランジャー6内部に空間部23を設けることを特徴とする充填機。
(もっと読む)
インサート成形された成形品及びインサート成形方法
【課題】インサート部材と発泡成形体の固定強度が強く、且つ生産効率がよいインサート成形品を提供する。
【解決手段】インサート成形品4は、成形体6内にインサート部材5の少なくとも一部を埋設して構成され、インサート部材5には成形体6を構成する発泡性樹脂によって充填される貫通孔50又は折れ部分51が形成されている。インサート成形品4は、固定型2と型締め状態で該固定型2との間に、発泡性樹脂が充填するキャビティ10を形成する可動型3を用いて形成され、固定型2に原料充填フィーダ7が取り付けられている。インサート部材5はキャビティ10内に配備される。貫通孔50又は折れ部分51は成形時に発泡性樹脂によって充填されるとともに、原料充填フィーダ7からの原料充填時にキャビティ10内に供給される圧縮空気を通過させる役目を有する。
(もっと読む)
発泡樹脂製品及びこれを製造するための発泡樹脂製造金型
第1成形面を有する第1金型と、第2成形面を有する第2金型と、第3金型と、を含む発泡樹脂製造金型が開示される。前記第1成形面と前記第2成形面との間にキャビティが形成され、前記第3金型は、前記第1成形面に対して移動可能に装着されてキャビティ内に突出し、前記キャビティは樹脂粒子で充填されることが可能である。
 (もっと読む)
(もっと読む)
発泡充填具、その取付構造及び取付方法
【課題】複数の発泡部材又は複数の支持部材の相対的な位置を規定することが容易であり、かつ、構成部材を簡素化することの容易な発泡充填具、その取付構造及び取付方法を提供する。
【解決手段】発泡充填具11は、加熱されることで発泡体を形成する第1及び第2発泡部材12,13から構成されている。第1及び第2発泡部材12,13は、それぞれ第1及び第2取付部14,15を有している。第1発泡部材12には、嵌合凸部16が形成されるとともに、第2発泡部材13には嵌合凹部17が形成されている。発泡充填具11は、ピラーのリンフォースパネルに取り付けられる。このとき、嵌合凸部16及び嵌合凹部17の嵌合により、第1及び第2発泡部材12,13は連結されるとともに第1及び第2発泡部材12,13の離間が規制される。
(もっと読む)
キャビティ充填材の改良
キャビティ、例えば自動車用ピラー及びレール内のキャビティ内にフォームを提供する積層構造体(1)が提供され、この積層構造体は、中央区分(2)及び2つの端区分(3,4)を備えた金属箔を有し、中央区分は、発泡可能な材料を支持し、端区分は、キャビティ形成部材(7,14)のフランジ(8,9,15,16)に固定可能である。発泡後にフォームを収容するキャビティも又、提供される。 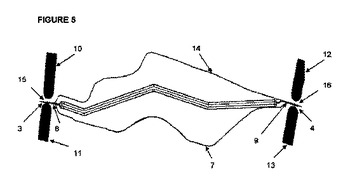 (もっと読む)
(もっと読む)
ビーズ法ポリスチレン発泡体を用いた真空発泡断熱体及び芯材の製造方法とその方法による真空発泡断熱体
【課題】 従来断熱材として使用しているビーズ法ポリスチレンの発泡体は、独立気泡体構造であるため、通気性が全く無いために、それ自体の真空引きが不可能であったが、特別な加工技術を用いることなく、簡便な手段により真空引き可能な構造体のビーズ法ポリスチレン発泡体を用いた真空発泡断熱体及び芯材の製造方法とその方法による真空発泡断熱体を提供する。
【解決手段】 容器に発泡粒子を入れ、これを釜内の蒸気で加熱しV/W(嵩倍数)が20倍から50倍、好ましくは37倍の予備発泡ビーズ3を作り、これを金型に入れて加熱し所望の形状の芯材30とし、この芯材30を真空封止材6で被覆し真空引きをして溶着封止することにより真空発泡断熱体5が形成される。
(もっと読む)
構造部材のカットアウト領域に適用される構造補強材
【課題】本発明者は、部品のコスト及び重量の増加を最小化しながら、構造部材の構造的完全性を向上させるカットアウト領域を有する構造部材の好ましい構成を提供する。
【解決手段】構造部材組立体は、ほぼ中空の構造部材(10)及び構造補強材(20)を含む。中空の構造部材(10)は複数の数のパネル(12、14)によって形成される。カットアウト領域(18)がパネル(12)によって完全に覆われないように、少なくとも1つのパネル(12)は、パネル(12)からパネルの内部に延在するカットアウト領域(18)を含む。構造補強材(20)は剛性キャリア(21)及び結合材(22)を含む。構造補強材(20)は前記カットアウト領域(18)にわたって構造部材(10)の内部に取り付けられる。
(もっと読む)
発泡性改質樹脂粒子、改質樹脂発泡粒子、及び改質樹脂発泡粒子成形体
【課題】発泡剤の保持性に優れると共に、発泡、型内成形後にオレフィン系樹脂特有の優れた粘り強さを示すことができる発泡性改質樹脂粒子、該発泡性改質樹脂粒子を用いてなる改質樹脂発泡粒子、及び改質樹脂発泡粒子成形体を提供すること。
【解決手段】オレフィン系樹脂を主成分とする連続相2中にスチレン系樹脂を主成分とする分散相3が分散されてなる改質樹脂を基材樹脂とし、物理発泡剤を含有する発泡性改質樹脂粒子1、これを発泡してなる改質樹脂発泡粒子、これを成形してなる改質樹脂発泡粒子成形体である。連続相2中に分散された分散相3の体積平均径は0.55μm以上である。また、上記オレフィン系樹脂20〜50質量部に対して、上記スチレン系樹脂を80〜50質量部含有する改質樹脂を基材樹脂とする発泡性改質樹脂粒子1である。
(もっと読む)
車両内装用熱膨張性基材の製造方法及びそれを用いた車両内装用基材の製造方法
【課題】軽量であり、且つ十分な吸音性及び高い剛性等を有する車両用内装材製造のための車両内装用熱膨張性基材の製造方法、及び車両内装用基材の製造方法を提供する。
【解決手段】無機繊維、熱可塑性樹脂繊維又は熱可塑性樹脂粉末及び熱膨張性マイクロカプセルを含有するウェブ11をニードリングして繊維マット1を作製し、その後、繊維マット1を、熱可塑性樹脂繊維が溶融し、且つ熱膨張性マイクロカプセルの熱膨張開始温度より低い温度範囲で加熱し、熱プレスし、次いで、冷却し、車両内装用熱膨張性基材を製造する。また、この基材2を、熱膨張性マイクロカプセルの熱膨張開始温度を越える温度範囲で加熱して熱膨張させ、車両内装用基材を製造する。
(もっと読む)
カーボンネガティブなバイオプラスチック製家具
家具は、カーボンネガティブなバイオプラスチックと、バイオプラスチックを型内で発泡させて、カーボンフットプリントがマイナスの家具を製造するための無害な発泡剤とを含む。  (もっと読む)
(もっと読む)
101 - 120 / 451
[ Back to top ]