
Fターム[4F212AG20]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 一般形状、構造物品(用途物品優先) (698) | 多孔質、細胞質 (451)
Fターム[4F212AG20]に分類される特許
121 - 140 / 451
寸法安定性を有する厚い赤外線吸収発泡体
第1及び第2ポリマー発泡体を一緒に層状の配向を成すように貼り合わせて少なくとも50ミリメートル厚の物品を製造することにより、寸法安定性を有するポリマー物品を調製する。少なくとも第1発泡体は赤外吸収剤を含有し、二酸化炭素を含有する発泡剤を用いて調製される。 (もっと読む)
発泡成形体の製造方法、発泡成形体及び該発泡成形体からなる車両用ラゲージボックス
【課題】 凹凸模様を有する成形金型を用いることなく、発泡成形体の表面の全域に凹凸を形成することができ、意匠性を向上させることができると共に、表面に傷等が付き難い発泡成形体を得ることができる発泡成形体の製造方法を提供することを課題とする。また、かかる方法によって成形された発泡成形体及び該発泡成形体からなる車両用ラゲージボックスを提供することを課題とする。
【解決手段】 成形金型内の成形空間に充填された複数の発泡樹脂粒子を型内成形して一次成形体を形成する発泡成形工程と、成形空間から取りだされた一次成形体を加温することで一次成形体の少なくとも表面を再膨張させて凹凸を形成する凹凸形成工程とを備えることを特徴とする。
(もっと読む)
ポリウレタンガスケットおよびそれを形成する方法
シールを形成する方法は、一成分ポリウレタン前駆体からフロスを調製する工程、該フロスを物品の面に適用する工程、および水を該フロスとともに同時に適用する工程を含み、該フロスは硬化して、該物品に接着した350kg/m3以下の密度を有するガスケットを形成する。  (もっと読む)
(もっと読む)
自転車用タイヤ

【課題】自転車用タイヤを提供すること。
【解決手段】本発明は自転車用タイヤに係り、さらに詳しくは、合成樹脂材を発泡成形した自転車用タイヤが自転車リムに取り付けられた状態で使用中にタイヤが任意に抜け落ちないようにした自転車用タイヤに関する。すなわち、本発明は、射出発泡工法により製造される自転車用タイヤ1のリム係合部2に所定の間隔をあけて多数の係合孔3を穿設し、前記係合孔3に合成樹脂製のストッパ4が固定され、前記ストッパ4は自転車リム5にタイヤ1を取り付けるときに係止環爪6に係止されるようにし、前記ストッパ4は係合孔3への嵌着時に両端面4cが突出するように円弧面4a及び水平面4bからなり、前記両端面4cは傾設されたことを特徴とする。このように、本発明に係る自転車用タイヤは、リムへのタイヤの取り付け時に多数のストッパがリムの係止環爪に係止された状態を維持して、自転車の走行中にタイヤが外部から加えられる衝撃などによりリムから任意に抜け落ちることを防ぐことができる結果、走行中における安全事故の発生率を低減することができる。
(もっと読む)
物品を注文製作する方法及び膨張可能部材を含む装置
【課題】 グラフィック転写アッセンブリを提供する。
【解決手段】 グラフィック転写アッセンブリは、膨張することによって履物の内部を充填できる膨張可能部材を含む。グラフィック転写アッセンブリは、膨張可能部材を充填するための流体ポンプを含んでいてもよい。
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 本発明は、見かけ密度が相互に異なる部分を有する高品質のポリプロピレン系樹脂型内発泡成形体を容易に製造する方法を提供することをその課題とする。
【解決手段】 ポリプロピレン系樹脂型内発泡成形体の製造方法は、型内を2以上の区画に仕切って各区画にポリプロピレン系樹脂発泡粒子を充填し、次いで該ポリプロピレン系樹脂発泡粒子を型内成形することによって、見かけ密度が異なる2以上の単位成形体が隣接して一体的に成形された部分を持ち、該隣接する2つの単位成形体の一方の単位成形体が特定の見かけ密度の高密度単位成形体であり、他方の単位成形体が特定の見かけ密度であって且つ該高密度単位成形体の見かけ密度よりも低い見かけ密度を有する低密度単位成形体である、ポリプロピレン系樹脂型内発泡成形体の製造方法であり、該区画の全てに充填する発泡粒子が引張弾性率1200MPa以上のポリプロピレン系樹脂又はポリプロピレン系樹脂組成物からなると共に、見かけ密度D1(g/L)と、高温ピーク熱量E1(J/g)との関係が特定の式(1)及び(2)を満足する発泡粒子である。
(もっと読む)
樹脂成形体およびその製造方法
【課題】金属調光沢を有しながら、リサイクル性が高く、かつ安価な樹脂成形体、および、金属調光沢を有しながらリサイクル性が高い樹脂成形体を、簡易な工程かつ低コストで製造できる樹脂成形体の製造方法を提供すること。
【解決手段】複数の非球形の空隙を内部に有し、該複数の空隙は、特定の方向に対して樹脂と空隙との繰り返し構造を形成するように分散している。また、原料樹脂成形体に、第一温度において不活性ガスを含浸させる第一含浸工程と、前記不活性ガスを含浸させた原料樹脂成形体に、前記第一温度よりも低い第二温度において、不飽和状態となるように不活性ガスをさらに含浸させる第二含浸工程と、前記不活性ガスをさらに含浸させた原料樹脂成形体を加熱する加熱工程と、を含む。
(もっと読む)
Z−1,1,1,4,4,4−ヘキサフルオロ−2−ブテンの共沸および共沸混合物様組成物
共沸もしくは共沸混合物様組成物が開示される。この共沸もしくは共沸混合物様組成物は、Z−1,1,1,4,4,4−ヘキサフルオロ−2−ブテンと、エタノール、2−クロロ−3,3,3−トリフルオロプロペン、メタノール、E−1,1,1,4,4,5,5,5−オクタフルオロ−2−ペンテン、2−ブロモ−3,3,3−トリフルオロプロペン、酢酸メチル、アセトン、クロロホルム、n−ヘキサンまたは1−クロロ−3,3,3−トリフルオロプロペンとの混合物である。かかる共沸もしくは共沸混合物様組成物を発泡剤として使用することによる熱可塑性または熱硬化性発泡体の製造方法もまた開示される。かかる共沸もしくは共沸混合物様組成物を使用することによる冷却を行う方法もまた開示される。かかる共沸もしくは共沸混合物様組成物を溶媒として使用する方法もまた開示される。かかる共沸もしくは共沸混合物様組成物を使用することによるエアゾール製品の製造方法もまた開示される。かかる共沸もしくは共沸混合物様組成物を熱媒として使用する方法もまた開示される。かかる共沸もしくは共沸混合物様組成物を使用することによる消火または鎮火方法もまた開示される。かかる共沸もしくは共沸混合物様組成物を誘電体として使用する方法もまた開示される。 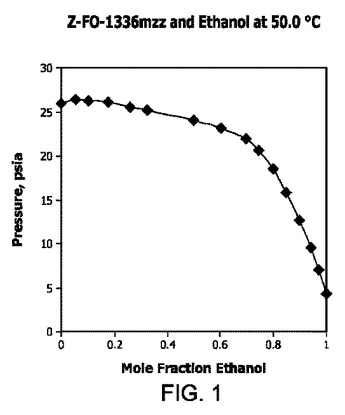 (もっと読む)
(もっと読む)
成形体の製造方法および成形体
【課題】成形体の製造方法における熱可塑性接着剤の硬化不良を回避する。
【解決手段】成形体の製造方法では、多数の粒子及び熱可塑性接着剤を含む成形材料を、所定の成形型内に充填し、次いで、該成形型内に加熱蒸気を導入して熱可塑性接着剤を加熱溶融させた後に冷却硬化させることにより、成形材料を所定形状の成形体に成形する。成形材料として、熱可塑性接着剤の含有量が、該熱可塑性接着剤中の不揮発成分が成形後の成形体に含まれる粒子の全表面を覆い尽くす熱可塑性接着剤の量よりも少ないものを用いる。
(もっと読む)
スチレン改質ポリエチレン系樹脂発泡成形体
【課題】低い温度で成形された、即ち省エネルギー成形によりつくられ、かつ、耐油性の高いスチレン改質ポリエチレン系樹脂発泡成形体を提供すること。
【解決手段】ATR−FTIRにより測定された発泡成形体表面の赤外線吸収スペクトルから得られる698cm-1および2850cm-1での吸光度比(D698/D2850)が2.5を超えて11.0以下であるスチレン改質ポリエチレン系樹脂発泡成形体。
(もっと読む)
ポリ乳酸樹脂組成物気孔体およびその製造方法
【課題】本発明は、量産時に気孔径が微細であるとともに当該気孔径のばらつきが少ないポリ乳酸樹脂気孔体を安価に安定して提供することを目的とする。
【解決手段】ポリ乳酸樹脂(A)に、JIS K2398 による水との接触角が87度以上のポリマー(B)を含有し、内部に平均気孔径50μm以下の気孔を有することを特徴とするポリ乳酸樹脂組成物気孔体。
(もっと読む)
発泡性熱可塑性樹脂粒子とその製造方法、予備発泡粒子及び発泡成形体
【課題】揮発性有機化合物の残存量を低減でき、揮発性有機化合物の残存による発泡成形体の耐熱性能の悪化をなくして十分な耐熱性を得ることができる発泡性熱可塑性樹脂粒子の提供。
【解決手段】DSC法によって測定されるガラス転移点温度が110℃以上の耐熱性樹脂、又は該耐熱性樹脂とポリスチレン系樹脂との混合樹脂からなる熱可塑性樹脂に揮発性発泡剤を含有させた発泡性熱可塑性樹脂粒子であって、前記熱可塑性樹脂100質量部に対し、融点が65℃以上の高級脂肪酸系滑剤0.01〜1.0質量部を含有させたことを特徴とする発泡性熱可塑性樹脂粒子。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
発泡成形品の製造方法および梱包材
【課題】本体部の周縁に起立部を有する発泡成形品を、金型における取り数を大幅に増やすことにより、安価に製造できる方法を提供する。
【解決手段】本体部の周縁に起立部を有する発泡成形品の製造方法であって、前記本体部の起立部が形成される側の板面は、雄型金型20および雌型金型30のそれぞれに形成された凸部21,31が型締め時に互いに交互に入り込むことにより画成される連続した凸部の側面21b,31bにより成形し、前記起立部の内面は、型締め時に互いに交互に入り込んだ前記凸部の先端面21a,31aにより成形する発泡成形品の製造方法。
(もっと読む)
樹脂成形体およびその製造方法
【課題】本発明は、内部に複数の微細気泡を含有した成形体を得ることができる微細発泡樹脂成形体に関するもので、特に押出成形性、射出成形性に優れる発泡性組成物を提供することを目的とする。
【解決手段】熱可塑性樹脂からなる短径が30μm以上の成形体であり、1000個/mm2以上の気泡を含有し、かつ、気泡径0.5μm未満の気泡が気泡数全体の30%以上である、成形体。
(もっと読む)
ポリウレタン成型品の製造方法、貯氷容器の製造方法、ポリウレタン成型品および貯氷容器
【課題】表面が硬いインテグラルスキン層が形成される水発泡による貯氷容器の製造方法を提供する。
【解決手段】ポリウレタン発泡原液に含まれたイソシアネートと水が化学反応することにより発生した炭酸ガスを用いてポリウレタンを発泡させ、容器2を囲繞するようにポリウレタンを成型する貯氷容器の製造方法において、流動抵抗の大きな容器2の側部が上に、流動抵抗の小さな容器2の底部が下となるように、型と容器2との間に成型空間Cを形成するようにしたので、容器2の側部に最後にポリウレタンが充填されることになる。したがって、ポリウレタンの充填密度は均一なものとなり、貯氷容器の表面には、フロンにより発泡された貯氷容器と同様に、表面が硬いインテグラルスキン層が形成される。この結果、水発泡により発泡された貯氷容器の表面に面材を設ける必要がない。
(もっと読む)
断熱性紙容器の製造方法
【課題】
ガスバリア性を有する断熱性紙容器を製造する方法を提供する。
【解決手段】
紙容器2の胴部21を構成する断熱性紙容器用素材1は、低融点オレフィン系樹脂層12、ガスバリア層13、オーバーコート層14、含水澱粉粒を含む澱粉と接着剤との混合塗工層15、低融点オレフィン系樹脂からなる樹脂層16を、この順で紙製の基材11の外側表面に積層して構成されている。この断熱性紙容器用素材1の外面側が加熱、減圧吸引されて、含水澱粉と接着剤との混合塗工層15に含まれる澱粉粒中の水分の蒸発で、厚さの高い独立気泡の発泡層16aが形成される。本発明では断熱性紙容器用素材の巻取りを連続的に発泡させたブランクを作成した後に、成形加工して断熱性紙容器とする効率的な製造方法を提供する。
(もっと読む)
加熱発泡シート、充填発泡部材および中空部材の内部空間の充填方法
【課題】簡易に製造することができ、内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シート、さらには中空部材の内部空間の充填方法を提供すること。
【解決手段】160℃で20分加熱した場合に発泡して、一方向に伸長し、伸長方向Aと直交する方向における発泡前後の伸縮倍率に対する、伸長方向Aにおける発泡前後の伸縮倍率の比が、1.8以上である加熱発泡シート3を、熱可塑性樹脂、発泡剤、架橋剤、および、フィブリル成形性能を有する含フッ素ポリマーを含み、含フッ素ポリマーが、熱可塑性樹脂100重量部に対して、0.1〜10重量部の割合で配合されている加熱発泡組成物から、形成する。
(もっと読む)
発泡成形用型及び熱可塑性樹脂製発泡成形体の製造方法
【課題】所望の形状に成形された良好な外観の熱可塑性樹脂成形体を製造することができる発泡成形用型及び熱可塑性樹脂製発泡成形体の製造方法を提供することを目的とする。
【解決手段】本発明は、加熱軟化された熱可塑性樹脂製の発泡シート3が真空チャンバー2の内部に配置された状態で真空チャンバー2内を減圧することにより、発泡シート3を発泡させて熱可塑性樹脂製発泡成形体を成形するための発泡成形用型10であって、真空チャンバー2の内部に配置され、発泡シート3が配置される第1の成形面11aを有する第1の型部材11と、真空チャンバー2の内部に配置され、第1の成形面11aと対向する第2の成形面12aを有する第2の型部材12と、を備え、第1の型部材11及び第2の型部材12のうち少なくとも一方は、真空チャンバー2の内壁4a,5aから離間している。
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】発泡剤としてブタン等の炭化水素を用いて製造された発泡粒子を使用し、成形金型の充填機取り付け部位付近の融着不良がないポリプロピレン系樹脂型内発泡成形体の製造方法を提供すること。
【解決手段】ポリプロピレン系樹脂粒子を耐圧容器内で分散媒に分散させ、炭化水素を含む発泡剤を添加した後、ポリプロピレン系樹脂粒子が軟化する温度以上の温度に加熱し、ポリプロピレン系樹脂粒子内に炭化水素を含む発泡剤を含浸させたのち、耐圧容器の一端を開放してポリプロピレン系樹脂粒子を耐圧容器内よりも低圧の雰囲気中に放出することにより得られたポリプロピレン系樹脂発泡粒子を用いて型内発泡成形するポリプロピレン系樹脂型内発泡成形体の製造方法において、該ポリプロピレン系樹脂発泡粒子をさらに発泡させた多段発泡粒子を型内発泡成形するポリプロピレン系樹脂型内発泡成形体の製造方法。
(もっと読む)
121 - 140 / 451
[ Back to top ]