
Fターム[4F212UA01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 全体的特徴(発泡成形技術) (490) | 発泡性粒子、予備発泡粒子の発泡融着 (300)
Fターム[4F212UA01]の下位に属するFターム
特殊な物性、構造、形状の粒子の使用 (29)
Fターム[4F212UA01]に分類される特許
201 - 220 / 271
型内発泡成形樹脂製品及びその製造方法

【課題】明瞭な印刷が可能であり該印刷部の表面を擦っても印刷が消え難い印刷部を有する型内発泡成形樹脂製品の提供。
【解決手段】少なくとも一部の表面に、算術平均粗さRaが10〜60μmの範囲である印刷予定部が設けられたことを特徴とする型内発泡成形樹脂製品。型内発泡成形型のキャビティ空間側の面の少なくとも一部を微小凹凸面とし、このキャビティ空間内に予備発泡樹脂粒子を充填し、次いでキャビティ空間内を加熱して予備発泡粒子を融着させて一体化し、冷却後、表面の少なくとも一部に算術平均粗さRaが10〜60μmの範囲である印刷予定部が設けられた型内発泡成形樹脂製品を得ることを特徴とする型内発泡成形樹脂製品の製造方法。
(もっと読む)
多孔体の製造方法および多孔体

【課題】亜臨界または超臨界流体を利用することにより、環境に対する負荷が少なく、製造条件の幅が広くて生産性に優れた多孔体の製造方法を提供する。
【解決手段】厚さ方向に連通性を有する微小孔が多数存在する多孔体の製造方法であって、ハードセグメントとソフトセグメントを有する熱可塑性樹脂からなる中間層を少なくとも1層含み、中間層の両側に熱可塑性樹脂組成物からなる両側外層を積層させた少なくとも3層構造の積層体を作製する工程と、得られた積層体に超臨界状態または亜臨界状態の流体を含浸させた後に、該超臨界状態または亜臨界状態から解放して前記流体を気化させることにより前記積層体に微小孔を形成して多孔化する工程と、前微小孔を形成した後に前記両側外層を剥離する工程とを備える。
(もっと読む)
軽量で強度のあるプラスチックの成形体
【課題】軽量で強度のある成形体を提供すること。
【解決手段】平均厚さが0.1mm以上のプラスチック膜からなる、径が5mm以上の球状体が、多数集合し、相互に接合し、一体化してなることを特徴とする、表面のプラスチック膜が1枚で、内部のプラスチック膜が2枚合わせの、軽量で強度のある成形体。
(もっと読む)
膨張性成形体及び充填具
【課題】支持部材への組み付け作業の手間を軽減することのできる膨張性成形体、及び設計や製造の簡素化を図ることのできる充填具を提供する。
【解決手段】膨張性部材を曲成するための膨張性成形体11には、複数の本体部12と、複数の本体部12を連結する連結部13とが備えられている。連結部13は、その両側面間の距離D1が本体部12の両側面間の距離D2よりも短くなるように形成されている。充填具は、膨張性成形体11から曲成された膨張性部材が支持部材に支持されたものである。
(もっと読む)
発泡性ポリ乳酸系樹脂の製造方法
【課題】 本発明は、平均気泡径が小さくて加熱寸法安定性に優れたポリ乳酸系樹脂発泡成形品を得ることができる発泡性ポリ乳酸系樹脂の製造方法を提案する。
【解決手段】 本発明の発泡性ポリ乳酸系樹脂の製造方法は、動的粘弾性測定にて得られた、貯蔵弾性率曲線と損失弾性率曲線との交点Aにおける温度Tが120〜150℃であり且つ上記交点Aにおける貯蔵弾性率が1.0×103 〜1.0×105 Paであるポリ乳酸系樹脂に無機ガスを1.4〜3.5MPaの圧力で気相含浸させることを特徴とする。
(もっと読む)
自動車用ウエザーストリップおよび同製造方法
【課題】 軽量で、表面の見栄えに優れ、かつ、充分な硬度や強度を有する自動車用のウエザーストリップを提供する。
【解決手段】 取付基部11と中空シール部12を備える自動車用のウエザーストリップにおいて、前記取付基部11は、平均粒子径:3〜20μm(望ましくは、5〜15μm)、膨張開始温度:110℃〜150℃、最大膨張温度:130〜150℃、殻壁:アクリロニトリル共重合体である熱膨張性マイクロカプセルを所定量混練して、加硫工程で発泡させ、平均気泡径:100μm以下の気泡を持つ微発泡ソリッドゴムで形成したものである。
(もっと読む)
緩衝材用樹脂発泡体及びその製造方法
【課題】表面が滑らかで、接触物の傷付き性を抑制することができるとともに、柔軟性が良好で、衝撃の吸収性を向上させることができる緩衝材用樹脂発泡体及びその容易な製造方法を提供する。
【解決手段】緩衝材用樹脂発泡体は、ポリオレフィン系樹脂発泡体により形成されるものである。係るポリオレフィン系樹脂発泡体は、JIS K 6767に準拠して測定される見掛け密度が60〜100kg/m3であるとともに、平均気泡径が130〜200μmである。さらに、ポリオレフィン系樹脂発泡体は、JIS K 7312に準拠して測定されるアスカーC硬度が30〜50であることが好ましい。この緩衝材用樹脂発泡体は、その原料に無機充填剤を含有し、原料を加熱して発泡させるに際し、加熱後4〜10分の間に発泡が開始され、その際の粘性トルクが1.0〜2.0dN・mに設定されることで製造される。
(もっと読む)
発泡成形体およびその製造方法
【課題】接着用樹脂を使用することなく、発泡樹脂成形体において好ましい細孔構造と構造強度の両立を図る。
【解決手段】型内に充填した発泡性樹脂粒子を加熱発泡して得られる多数の発泡セル11、11、・・で構成される発泡成形体である。この発泡成形体では、隣り合う発泡セル11、11、・・の接触面11a、11a、・・がそれ自体が溶融した融着部となって、発泡セル相互を結合されている。そして、前記多数の発泡セル11、11、・・の間にある空隙12、12、・・は、発泡成形体内部を縦横に連通する三次元連通気孔を形成している。この発泡成形体の強度は、曲げ限界強度を、少なくとも10Nの強度を備える。
(もっと読む)
発泡樹脂成形容器及びその製造方法
【課題】容器内面に表皮層を有しかつ凹部及び凸部の少なくとも一方による段差部を有する発泡樹脂成形容器で、凸部上端の段部あるいは凹部下端の段部等においても充分な保形強度を保有できる容器を容易に成形できるようにする。
【解決手段】容器内面に合成樹脂フィルムやシートよりなる表皮層1が形成され、容器内面に凹部15及び凸部の少なくとも一方による段差部を有する発泡樹脂成形容器において、容器内面の段差部の少なくとも一部を含む所要領域に、これに対応した成形品よりなる補強部材5を表皮層1と発泡樹脂Fとの間に介設して一体化させる。
(もっと読む)
表皮シート付き発泡樹脂成形品とその製造方法
【課題】基材の表面形状が3次元的にうねったような曲面を持つ発泡樹脂成形品1であっても、基材の強度低下を招くことなく、熱可塑性樹脂である表皮シート4をその表面形状に追従した状態で、容易かつ確実に熱接着できるようにする。
【解決手段】表皮シート4を熱接着する基材(発泡樹脂成形品)1として、縁部の少なくとも2箇所に連通している凹条3が表面全面にほぼ等しい分布で形成されているものを用いる。それを真空引きできるテーブル10の上にセットし、加熱軟化した表皮シート4を発泡樹脂成形品の凹凸模様(凹条3)が施されている面側に配置した状態で、テーブル10の下方から真空引きする。
(もっと読む)
スチレン系樹脂発泡性粒子とその製造方法及びスチレン系樹脂発泡成形体
【課題】 常圧、常温下においても揮発性発泡剤の逸散が少なく、製造後の保管、輸送が容易で、高度に発泡させることができ、かつスチレン樹脂製発泡体よりも耐衝撃性や緩衝性に優れた発泡体を製造可能なスチレン系樹脂発泡性粒子と発泡成形体の提供。
【解決手段】 スチレン系樹脂(a)とスチレン系エラストマー(b)とオレフィン系樹脂(c)とを含む樹脂組成物(i)と、揮発性発泡剤とを含むスチレン系樹脂発泡性粒子であって、前記樹脂組成物(i)は、前記スチレン系樹脂(a)として2〜8質量%のゴム成分を含むスチレン系樹脂60〜80質量%、前記スチレン系エラストマー(b)としてスチレンと共役ジエンとの共重合体又はその水素添加物である樹脂10〜30質量%、及び前記オレフィン系樹脂(c)として密度0.880〜0.910g/cm3の範囲であるポリエチレン系樹脂5〜20質量%からなる混合樹脂であるスチレン系樹脂発泡性粒子。
(もっと読む)
複合発泡成形体
【課題】 ポリオレフィン樹脂発泡成形体に広い周波数領域で高い吸音率を付与すること
【解決手段】 好ましくは、示差走査熱量測定によって得られるDSC曲線に二つの融解ピークを有し、該低温側ピークの融解熱量α(J/g)、該高温側ピークの融解熱量β(J/g)とした時、β/(α+β)が0.35以上0.75以下であるポリオレフィン系樹脂予備発泡粒子と好ましくはポリエステル系繊維である繊維とが共連続的に一体化されてなる複合発泡成形体。
(もっと読む)
樹脂発泡体の製造方法及び樹脂発泡体
【課題】 耐熱性や断熱性に優れた変形の少ない発泡体を比較的簡素に得ることができる樹脂発泡体の製造方法及び樹脂発泡体を提供する。
【解決手段】 樹脂に不活性ガスを加圧下で含浸してこれら樹脂と不活性ガスとの混合体を製造する工程と、この混合体に作用する圧力を急激に開放する工程と、混合体を加熱して樹脂発泡体を製造する工程とを備え、不活性ガスの加圧下での含浸工程から混合体を加熱するまでの工程を複数回繰り返す。
(もっと読む)
ポリオレフィン系樹脂予備発泡粒子の内圧付与方法
【課題】 ポリオレフィン系樹脂予備発泡粒子の内圧付与製造方法において、小設備空間、安価な設備にて、ポリオレフィン系樹脂予備発泡粒子内に無機ガスを安定的に圧入する方法を提供すること。
【解決手段】 無機ガスにて加圧制御された内圧付与槽内に、単位時間当たり一定量の該予備発泡粒子をバッチ式に供給し、前記内圧付与槽内で該予備発泡粒子供給口から払出し口にかけて該粒子の内圧を略連続的に高め、内圧付与槽の払出し口近傍におけるポリオレフィン系樹脂予備発泡粒子が所望の内圧となった後、内圧付与槽払出し口より予備発泡粒子を供給時と同量、且つ単位時間当たり一定量払い出すポリオレフィン系予備発泡粒子の内圧付与方法。
(もっと読む)
ラベルの貼られた容器およびその製造方法および製造装置
ラベルの貼られた発泡樹脂容器製造用の装置および方法。この方法は、静電荷を維持することができるラベル材料から形成されるラベルシートを2部鋳型の雌部分の内壁に付着させるステップと、2部鋳型の1つまたは複数の雄部分を1つまたは複数の鋳型空洞を形成するように対応する雌部分と接触して位置決めするステップと、発泡性樹脂ビードまたは予備発泡された樹脂ビードを鋳型空洞内に加えるステップと、発泡性樹脂ビードまたは予備発泡された樹脂ビード発泡がラベルの貼られた容器を形成するのを達成させるために、鋳型空洞に十分な長さの時間十分な量の熱を加えるステップと、ラベルの貼られた容器を冷却するステップと、ラベルの貼られた容器を鋳型空洞から取り外すステップとを含む。ラベルの貼られた容器の外壁上のラベルは、平滑な円周表面を示す。 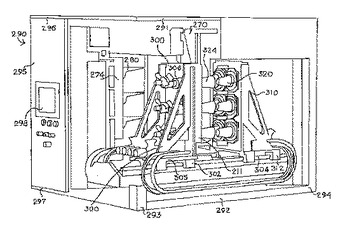 (もっと読む)
(もっと読む)
難燃性複合材料の製造方法およびそれにより得られる複合材料
本発明は、難燃性複合材料、難燃性を有する被覆を有する発泡ポリマーの複合材料を製造する方法、および又そのような複合材料の使用に関する。本発明による方法は、i)発泡ポリマーのビーズを提供する段階;ii)被覆剤を段階i)のビーズに塗布する段階;およびiii)こうして被覆されたビーズを前記複合材料に造形する段階を含む。 (もっと読む)
発泡樹脂成形の型内成形方法
【課題】成形時間の短縮を図り製造コストを低減し、成形品質の安定化が図れる発泡樹脂の型内成形方法を提供する。
【解決手段】成形機の蒸気配管3に減圧弁8を設置し、樹脂加熱に最適な蒸気温度となる様に発泡樹脂の軟化温度又は融点近傍の蒸気温度となる様に蒸気配管圧力を減圧して金型1a、1b内に供給して、0.3〜1.2kg/秒の範囲内で蒸気流量が供給出来る蒸気配管径及び配管本数を備え、この範囲内の水蒸気を金型内に供給する事で、加熱時間や冷却時間が20〜34%短縮する事が出来た。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】成形体の表面外観品質に優れ、均一性の高い発泡セル径が安定的に得られ、発泡率の高い熱可塑性樹脂発泡成形体と、その製造方法の提供を目的とする。
【解決手段】キャビティ容積を可変する可動コアを有する金型内に、予め不活性ガスを注入する工程と、化学発泡剤を混練した溶融樹脂に超臨界流体を浸透させてこの溶融樹脂を金型内に充填する工程と、溶融樹脂の金型内充填時に可動コアをキャビティ容積が増大する方向に後退させる工程とを有することを特徴とする熱可塑性樹脂発泡成形体の製造方法とした。
(もっと読む)
金型装置及びこれを用いた発泡樹脂成形品の製造方法
【課題】 発泡樹脂成形品の汚染を防止し得る金型装置及びこれを用いた発泡樹脂成形品の製造方法を提供。
【解決手段】 キャビティ6の下部に開口11Bを形成する支持フランジ18に、メス型2のインナープレート7の外周辺部を介してメス型2がキャビティ6内に隙間32を介して装着され、隙間32には発泡樹脂成形品Sを加工するための加工水を供給する配管を設けた金型装置1であって、キャビティ6の支持フランジ18の開口11B周辺部に下方に凹となる段部が設けられ、段部にインナープレート7の外周辺部が装着されることで段部が埋められている金型装置。
(もっと読む)
金型装置及びこれを用いた発泡樹脂成形品の製造方法
【課題】 発泡樹脂成形品の汚染を防止し得る金型装置及びこれを用いた発泡樹脂成形品の製造方法の提供。
【解決手段】 キャビティ6の下部に開口11Bを形成する支持フランジ18に、メス型2のインナープレート7の外周辺部を介してメス型2がキャビティ6に取付けられ、メス型2がキャビティ6に取付けられた状態でメス型2とキャビティ6との隙間32が設けられ、隙間32には発泡樹脂成形品Sを加工するための加工水を供給する配管を設けた金型装置1であって、インナープレート7がその周辺部を下方から重ねるよう支持フランジ18に取付けられ、支持フランジ18の開口周壁面26、インナープレート7の上面27及びメス型2の外側面12bで形成される凹部13を埋める嵩上げ部が設けられている構成。
(もっと読む)
201 - 220 / 271
[ Back to top ]