
Fターム[4F212UA01]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 全体的特徴(発泡成形技術) (490) | 発泡性粒子、予備発泡粒子の発泡融着 (300)
Fターム[4F212UA01]の下位に属するFターム
特殊な物性、構造、形状の粒子の使用 (29)
Fターム[4F212UA01]に分類される特許
121 - 140 / 271
成形装置及びこの成形装置を用いた発泡成形品の製造方法

【課題】 本発明は、発泡成形品の離型性に優れた成形装置を提供する。
【解決手段】 本発明の成形装置Aは、チャンバー5、7を備えたアルミニウム材製の一対の金型1、2を備え、上記一対の金型1、2を型締めして形成されるキャビティ3の壁面はアルミニウム材の陽極酸化被膜層31とされており、この陽極酸化被膜層31の被膜セル31aの微細孔31bが上記キャビティ3内に開口していることを特徴とするので、キャビティ内の発泡成形品を優れた離型性でもって金型内から取り出すことができる。
(もっと読む)
パネル芯材、パネル材、車両用扉、及びパネル材の製造方法。

【課題】 厚み方向の剛性が高く、水に強いパネルを提供する。
【解決手段】 未発泡状態での粒度分布UTが2.6以下の発泡性スチレン系樹脂ビーズを金型内で発泡させた、発泡倍率3〜30倍(好ましくは3〜10倍)の発泡スチレン系樹脂板体をパネル芯材16として用い、該パネル芯材16に外板17と内板18を接着する。パネル芯材16はビーズ内部のセルが緻密で、厚み方向の剛性が高まる。
パネル芯材を扉に用いる場合、金具類などの緊締具を所定の締め付けトルクでパネル材にポルト締結することができ、水による膨張もない。
(もっと読む)
導電性ポリマー発泡体、その製造方法、およびその物品
ポリマー発泡複合体を製造する方法が記載される。本方法は、第一の表面および反対側の第二の表面を有する物品を前駆体組成物から形成する工程であって、前駆体組成物が、ポリマー発泡体前駆体組成物、および複数の磁性導電性粒子を含む充填剤組成物を含む、工程と;前駆体組成物中に複数の気泡を形成するために前駆体組成物を発泡させる工程と;発泡させた前駆体組成物に磁場を印加する工程であって、磁場が、磁性導電性粒子を物品の第一の表面と反対側の第二の表面との間に相互に孤立した鎖状に整列させるのに有効な強度で有効な時間印加される、工程と;1立方フィートあたり約1〜約125ポンドの密度および1平方インチあたり60ポンドの圧力で約10−3Ω・cm〜約103Ω・cmの体積抵抗率を有するポリマー発泡複合体を得るために、ポリマー発泡体前駆体組成物を凝固させる工程とを含む。本方法により製造されるポリマー発泡複合体、ならびにそれから形成される物品も記載する。 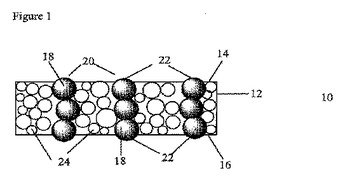 (もっと読む)
(もっと読む)
容器成形用ポリ乳酸系樹脂発泡粒子及びその製造方法、並びに、容器成形用ポリ乳酸系樹脂発泡粒子を用いたポリ乳酸系樹脂発泡容器の製造方法
【課題】型内発泡成形によって耐熱性、耐油性及び機械的強度に優れたポリ乳酸系樹脂発泡容器を得ることができる容器成形用ポリ乳酸系樹脂発泡粒子を提供する。
【解決手段】容器成形用ポリ乳酸系樹脂発泡粒子の製造方法は、回転刃5をノズル金型1の前端面に常時、接触させながら所定回転数で回転させ、ノズル金型から押出発泡されたポリ乳酸系樹脂押出物を上記回転刃によって切断しているので、ポリ乳酸系樹脂押出物を確実に切断して、略球状のポリ乳酸系樹脂発泡粒子を得ることができる。従って、ポリ乳酸系樹脂発泡粒子を型内発泡成形に用いた場合には、ポリ乳酸系樹脂発泡粒子は全方向に略均一に発泡して、発泡粒子同士が互いに全方向において強固に熱融着一体化する。
(もっと読む)
発泡容器成形金型
【課題】発泡容器の側壁に肉盗みを形成する発泡容器成形金型において、成型時間を飛躍的に短縮する。
【解決手段】肉盗みを形成する肉盗み形成用部材7を通気孔18を有するパンチングメタルによって中空に構成し、雌金型3に設けられた開口9に装着する。加熱工程において、肉盗み形成用部材7の通気孔18からキャビティ空間10にスチームを直接的に送り込むことにより、発泡樹脂の加熱に要する時間を飛躍的に短縮する。また、中空の肉盗み形成用部材7によって熱容量が減少することにより、金型2の水冷工程において肉盗み形成用部材7の温度を顕著に低減する。また、真空冷却工程において肉盗み形成用部材7の内面に付着した水滴が気化し、肉盗み形成用部材7から大量の気化熱が奪われるので、肉盗み形成用部材7の冷却に要する時間を飛躍的に短縮する。
(もっと読む)
緩衝材の製造方法
【課題】 多品種少量物品の梱包に使用する緩衝材を、低コストで容易に製造すること。
【解決手段】 被梱包物体又はその模型を、それよりも大きな空間を有する容器に入れ、被梱包物体又はその模型と、容器との空間に熱可塑性樹脂発泡粒子を充填し、常圧で、且つ熱可塑性樹脂発泡粒子のガラス転移点(Tg)以上且つTg+120℃以下の加工温度Tで加熱成形し、その際の加工温度Tにおける該熱可塑性樹脂発泡粒子の2次発泡力Ex[T]が、ρrel<Ex[T]<2、であることを特徴とする緩衝材の製造方法に従って、緩衝材を作製すること。
(もっと読む)
断熱容器およびその製造方法
【課題】大量生産が適さない断熱性能に優れた断熱容器および該断熱容器を低コストで製造する方法を提供すること。
【解決手段】壁材から構成される空隙にポリ乳酸系樹脂発泡粒子を充填した後、充填されたポリ乳酸系樹脂発泡粒子からなる内部粒子を2次発泡させてなる断熱壁を有する断熱容器であって、2次発泡後の断熱壁内部の発泡粒子の平均充填率が75%以上、且つ100%未満で、該壁材は該内部粒子が2次発泡する際に変形しない。
(もっと読む)
発泡体及びこれを製造又は施工する方法
【課題】塗装や他の表面との接着に適した発泡体及びこれを製造又は施工する方法を提供する。
【解決手段】熱可塑性樹脂を含有する原料の発泡成形により形成された発泡体30であって、前記熱可塑性樹脂を再溶融させる加熱下におけるプレスにより形成された処理表面31を有する発泡体30とする。
(もっと読む)
発泡樹脂材の製造方法およびそれに使用される成形機
【課題】製品の外装面に適するような高硬度の表面層を有すると共に、同質の素材から構成されるリサイクルに適した発泡樹脂材を少ない作業工数で成形できるような発泡樹脂材の製造方法およびその製造方法で使用される成形機を提供する。
【解決手段】金型を加熱して前記金型に発泡性原料を充填し、その一部を溶融させる溶融充填工程と、前記充填された発泡性原料の残部を発泡溶着させる発泡溶着工程とから少なくともなるように構成する。それら工程から少なくともなる発泡樹脂材の製造方法で使用される成形機において、金型の近傍に配置されると共に、発泡性原料の一部を溶融可能な温度まで金型を加熱する金型加熱装置を備えるように構成する。
(もっと読む)
発泡コアサンドイッチ板の製造方法
【課題】安価で性能の良い発泡コアサンドイッチ板を製造し得る発泡コアサンドイッチ板の製造方法を提供する。
【解決手段】発泡材とされる芯材2を表面材3、3で挟持した発泡コアサンドイッチ板1を製造する製造方法であって、発泡剤が分散されたフィルム状の樹脂2aを、表面材3、3を形成する板材の間に挟み込み、次いで、フィルム状の樹脂2aを発泡させ、同時に、発泡した樹脂2aと板材3とを接着させる。
(もっと読む)
発泡樹脂積層板の製造方法
【課題】加熱発泡後における積層板の板厚精度を向上させることができる発泡樹脂積層板の製造方法を提供すること。
【解決手段】加熱工程において、積層板の温度が、Tf−100℃≦Ts≦Tf−50℃ (Tf:発泡剤の分解温度、Ts:積層板の温度)を満たすとともに、積層板の各部間の温度差が、ΔTs≦30℃(ΔTs:積層板の各部間の温度差)を満たすように当該積層板を加熱する。その後、発泡可能樹脂層に含まれる発泡剤の分解温度以上に当該積層板を加熱して加熱発泡させる。
(もっと読む)
新規生分解性脂肪族ポリエステル系樹脂発泡粒子成形体
【課題】 本発明の目的は、通気性や通水性、さらには生分解性を有する脂肪族ポリエステル系樹脂発泡粒子成形体を提供すること。
【解決手段】 L/Dが1.2以上、且つ5.0以下の柱状形状である脂肪族ポリエステル系樹脂発泡粒子を用いてなる脂肪族ポリエステル系樹脂発泡粒子成形体を用いて、通気性や通水性、さらには生分解性を必要とする、植生トレーなどの用途に用いること。
(もっと読む)
密閉容器に収納されたポリ乳酸系樹脂発泡粒子およびその使用
【課題】60〜100℃の水で加熱することで発泡成形体を得ることのできる結晶化度が30%以下でかつ連続気泡率が30%以下のポリ乳酸系樹脂発泡粒子を、任意の場所でかつ任意のときに発泡成形処理できるようにする。
【解決手段】結晶化度が30%以下でかつ連続気泡率が30%以下のポリ乳酸系樹脂発泡粒子10を密閉容器20内に封入する。それを成形用型30と共に1つの組み合わせ体40とし、物流および保管に供する。この組み合わせ体40は、教材、玩具や雑誌の付録等として有効に用いることができる。
(もっと読む)
ポリオレフィン発泡体熱圧成形品の製造方法
【課題】バリの発生が無く、外観のきれいな成形品の製造方法を提供する。
【解決手段】本発明に係る発泡体熱圧成形品の製造方法は、ポリオレフィン樹脂に発泡剤、架橋剤を添加混練し、得られた架橋性発泡性組成物を密閉金型Aに充填し、加圧下に加熱、整形して取り出し、次いで密閉金型Bに入れ加圧下に加熱して発泡剤、架橋剤を分解した後冷却して成形品よりも小さい発泡体を得、得られた発泡体を金型Cに入れ加圧下に加熱して成形することを特徴とする製造方法。発泡体熱圧成形品の製造方法
(もっと読む)
延伸発泡成形体の製造方法及び該方法により製造される延伸発泡容器
【課題】微細かつ均一な大きさの発泡セルが分布している延伸発泡成形体を製造することが可能な方法を提供する。
【解決手段】ガスが含浸された樹脂成形体を加熱発泡する工程;加熱発泡後に、前記樹脂成形体を冷却固化し、さらに該樹脂成形体に残存しているガスを放出する工程;及び残存するガスが放出された前記樹脂成形体を、加熱延伸する工程;からなることを特徴とする。
(もっと読む)
帯電防止性スチレン系樹脂発泡成形体及びその製造方法
【課題】スチレン系樹脂粒子に易揮発性発泡剤及び界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことでスチレン系発泡成形体を製造する方法で、より高い帯電防止性能を有し、更に、得られる発泡成形体の部位による帯電防止性能にバラツキのない発泡成形体が得られる成形方法を提供する。
【解決手段】スチレン系樹脂粒子に易揮発性発泡剤及び非イオン系界面活性剤を含浸させ、加熱して得られた予備発泡粒子を、金型内に充填し加熱及び冷却工程に付すことで型内発泡成形を行なうに際し、型内発泡後の冷却工程を行なった後に、更に水処理工程を行なうことで上記の課題を解決する。
(もっと読む)
発泡成形装置における金型冷却装置及びこれを用いた発泡成形方法
【課題】 本発明は、金型交換時に、金型取付フレーム内での冷却管の配置調整行うためのバックプレートの脱着作業を不要にして冷却管の配置調整を行うことなく効率良く金型の交換作業を行うことができる発泡成形装置における金型冷却装置を提供する。
【解決手段】 本発明の金型冷却構造は、金型取付フレーム1Aのバックプレート4の内面に互いに平行な複数条の管収納溝7を設けて、これらの管収納溝7内に、金型背面に向かって開口した多数の冷却水噴出孔9を設けている冷却枝管8bを収納してこれらの冷却枝管8bの端部を連結、連通させている冷却主管8aを通じて供給する冷却水を冷却水噴出孔9から金型に向かって噴射するように構成していると共に、金型交換時に、このバックプレート4を取り外すことなく、新たな金型の支柱をバックプレート4の内面に当接、受止させるように構成している。
(もっと読む)
帯電防止性熱可塑性樹脂発泡成形体とその製造方法、帯電防止性熱可塑性樹脂発泡成形体製造用成形型及び帯電防止性熱可塑性樹脂発泡成形体製造用成形装置
【課題】予備発泡粒子が水蒸気に接触した場合にカチオン系帯電防止剤の流亡が少なくなり、低コストで帯電防止特性に優れた発泡成形体を得ることが可能な技術の提供。
【解決手段】熱可塑性樹脂粒子に発泡剤を含ませ、少なくとも粒子表面にカチオン系帯電防止剤を付着させた発泡性熱可塑性樹脂粒子を用意し、該発泡性熱可塑性樹脂粒子を加熱し発泡させて予備発泡粒子を作製し、次いで該予備発泡粒子を、所望の成形体形状と合致するキャビティを有する成形型の該キャビティ内に充填し、成形型のベントホールを通してキャビティ内に水蒸気を流して加熱し、予備発泡粒子を膨張・融着させる型内発泡成形を行って発泡成形体を製造する方法において、成形型の発泡成形体が接触する成形面の面積に占めるベントホールの開口面積の割合である開口率を0.5%〜1.0%の範囲として型内発泡成形を行うことを特徴とする帯電防止性熱可塑性樹脂発泡成形体の製造方法。
(もっと読む)
発泡樹脂成形機
【課題】作業者の負担を軽減でき、かつ安全にして成形効率がよい小型の発泡樹脂成形機を提供する。
【解決手段】垂直方向の合わせ面31を有する固定型3が装着された固定ダイプレート1と、前記固定型3に水平方向から当接される移動型4が装着された移動ダイプレート2とを備える発泡樹脂成形機において、固定ダイプレート1を移動ダイプレート2に対して表裏反転させる反転機構5に支持させたうえに、固定ダイプレート1の表裏両面にインサート部品を装着可能な固定型3を取り付けて、移動型4に当接された表面側固定型3におけるインサート成形と、表面側固定型3とは反対側の裏面側固定型3における成形品の取り出し及びインサート部品を装着するための段取り作業とを並行して行うようにした。
(もっと読む)
ゴムローラの製造方法及びゴムローラ
【課題】発泡ゴム弾性層を有するゴムローラの製造方法において、3倍以上の発泡倍率の発泡ゴム弾性層の製造を、製造条件の変更により可能とする。
【解決手段】発泡剤を含むゴム組成物を加圧水蒸気を導入した密閉容器内で加硫発泡して製造する、発泡倍率((加硫発泡前のゴム密度)/(加硫発泡後のゴム密度))が3倍以上の発泡ゴム弾性層を有し、以下の条件を満たすゴムローラの製造方法。
(1)ゴム組成物のゴム成分100質量部に対し、カルボンアミド系発泡剤を15〜25質量部含有する。
(2)前記ゴム組成物の加硫進行度50%の時刻と発泡進行度50%の時刻との差の絶対値及び各々が90%の時刻の差の絶対値が、共に3分以下を満足する温度をT1とするとき、前記ゴム組成物を前記温度T1で1〜25分密閉容器内で加熱保持する工程を含む。
(もっと読む)
121 - 140 / 271
[ Back to top ]