
Fターム[4F212UB22]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 全体的特徴 (545) | 多種材料物品の成形 (48) | 多層化成形 (44)
Fターム[4F212UB22]に分類される特許
1 - 20 / 44
発泡樹脂ブロック、及びその製造方法
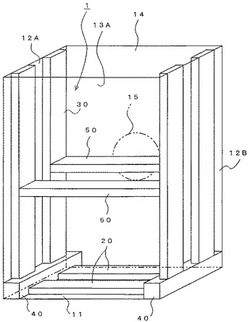
【課題】支持材を後付することなく、その表面にビスなどの金具を固定できる発泡樹脂ブロックを提供する。
【解決手段】発泡樹脂ブロックを成型するための型枠の内部空間1の中に、第1補助材40、第2補助材50で位置決めして、底支持材20と、側面支持材30を、型枠の底面11と、側面12A、12Bにその一面を沿わせて配し、その状態で主発泡樹脂の予備発泡物を内部空間1に供給して二次発泡させる。第1補助材40、第2補助材50、底支持材20と、側面支持材30はいずれも、主発泡樹脂よりも予備発泡倍率が小さい発泡樹脂でできている。
(もっと読む)
発泡プラスチック複合断熱材およびその製造方法

【課題】遮熱性、断熱性、耐久性および抗菌性に優れた発泡プラスチック複合断熱材とその製造方法を提供する。
【解決手段】発泡プラスチックから構成される芯材2の両面に、水溶性樹脂12により被覆された比重1未満のセラミック系またはガラス系の多数のバルーン粒子11と、水溶性樹脂12をバインダーとしてセラミック系またはガラス系のバルーン粒子11および遮熱顔料13が結合された多数のバルーン粒子・遮熱顔料結合体16を含む混練水溶液10を塗布し、乾燥させて、芯材2の両面に、表層部3Aに水溶性樹脂12を遮熱バインダーとしてバルーン粒子11と遮熱顔料13が結合されたバルーン粒子・遮熱顔料結合体16が多数配列され、内層部3Bに水溶性樹脂12をバインダーとしてバルーン粒子11が多数配列された遮熱断熱塗膜層3を形成する。
(もっと読む)
発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法
【課題】溶接等の加熱を伴う取り付け方法においても、構造物への取り付け施工性に優れた発泡樹脂積層金属板、発泡樹脂積層金属板からなる構造体、及びその製造方法を提供する。
【解決手段】発泡樹脂積層金属板1を製造する際には、先ず、加熱により発泡する未発泡状態の発泡樹脂材12を2枚の金属板11間の所定の位置に配置する。引き続き、断面がU溝状をなす金属製の縁部材のU溝内に金属板11の縁部を挿入する。発泡樹脂材12が金属板11の縁部に配置されている場合には、金属板11及び発泡樹脂材12により構成された積層体の縁部を縁部材のU溝内に挿入する。そして、縁部材13と金属板11とを固定する。必要に応じて、発泡樹脂材12を発泡温度まで加熱して発泡させる。縁部材13の固定方法としては、例えば縁部材13を1対の電極2により挟持して、電極2に通電することによるスポット溶接を行う。
(もっと読む)
成形体の製造方法
【課題】二次発泡の発泡倍率が高く、かつ、高いクッション性を有する成形体の製造方法を提供する。また、型形状の賦形性が良く、特に絞り形状部を有する場合、絞り形状部における成形体の外観に優れる成形体の製造方法を提供する。
【解決手段】第一の発泡シートからなる基材層と、この基材層の上に設けられた第二の発泡シートからなる中間層と、この中間層の上に設けられた非発泡シートからなる表皮層と、を有する積層体からなる成形体の製造方法であって、前記積層体の基材層側の面を、前記表皮層側の面の表面温度よりも高い温度となるよう加熱する加熱工程と、密閉可能な成形型のキャビティ内に、加熱された前記積層体を、この積層体の少なくとも一方の面が、対向する成形型のキャビティ面に直接接触しないよう配置し、前記成形型を型締する型締工程と、前記キャビティ内の圧力を減少させて前記積層体を膨張させる減圧工程と、前記減圧工程を経た積層体を冷却する冷却工程と、を有する。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡樹脂製品及びこれを製造するための発泡樹脂製造金型
第1成形面を有する第1金型と、第2成形面を有する第2金型と、第3金型と、を含む発泡樹脂製造金型が開示される。前記第1成形面と前記第2成形面との間にキャビティが形成され、前記第3金型は、前記第1成形面に対して移動可能に装着されてキャビティ内に突出し、前記キャビティは樹脂粒子で充填されることが可能である。
 (もっと読む)
(もっと読む)
ポリプロピレン系樹脂型内発泡成形体の製造方法
【課題】 本発明は、見かけ密度が相互に異なる部分を有する高品質のポリプロピレン系樹脂型内発泡成形体を容易に製造する方法を提供することをその課題とする。
【解決手段】 ポリプロピレン系樹脂型内発泡成形体の製造方法は、型内を2以上の区画に仕切って各区画にポリプロピレン系樹脂発泡粒子を充填し、次いで該ポリプロピレン系樹脂発泡粒子を型内成形することによって、見かけ密度が異なる2以上の単位成形体が隣接して一体的に成形された部分を持ち、該隣接する2つの単位成形体の一方の単位成形体が特定の見かけ密度の高密度単位成形体であり、他方の単位成形体が特定の見かけ密度であって且つ該高密度単位成形体の見かけ密度よりも低い見かけ密度を有する低密度単位成形体である、ポリプロピレン系樹脂型内発泡成形体の製造方法であり、該区画の全てに充填する発泡粒子が引張弾性率1200MPa以上のポリプロピレン系樹脂又はポリプロピレン系樹脂組成物からなると共に、見かけ密度D1(g/L)と、高温ピーク熱量E1(J/g)との関係が特定の式(1)及び(2)を満足する発泡粒子である。
(もっと読む)
断熱性紙容器の製造方法
【課題】
ガスバリア性を有する断熱性紙容器を製造する方法を提供する。
【解決手段】
紙容器2の胴部21を構成する断熱性紙容器用素材1は、低融点オレフィン系樹脂層12、ガスバリア層13、オーバーコート層14、含水澱粉粒を含む澱粉と接着剤との混合塗工層15、低融点オレフィン系樹脂からなる樹脂層16を、この順で紙製の基材11の外側表面に積層して構成されている。この断熱性紙容器用素材1の外面側が加熱、減圧吸引されて、含水澱粉と接着剤との混合塗工層15に含まれる澱粉粒中の水分の蒸発で、厚さの高い独立気泡の発泡層16aが形成される。本発明では断熱性紙容器用素材の巻取りを連続的に発泡させたブランクを作成した後に、成形加工して断熱性紙容器とする効率的な製造方法を提供する。
(もっと読む)
車両用フロアスペーサ
【課題】製造効率を高めることができ、出来上がりの形状精度が極めて高い車両用フロアスペーサを提供すること。
【解決手段】車両への設置時に室内側となる上面が水平に形成されている水平パッド2と、車両への設置時に車体側となる底面に複数の突起4が形成されている下肢部衝撃吸収パッド1とからなる車両用フロアスペーサ10Cであり、下肢部衝撃吸収パッド1と水平パッド2は発泡性樹脂粒子によって一体に成形されており、かつ、下肢部衝撃吸収パッド1に形成されている突起4の車両前方側の側面42は水平パッド2の上面に対して垂直または略垂直に形成されている。突起4の車両後方側の側面4a1は水平パッドの上面に対する垂線よりも車両前方側に開いた面となるように形成されており、車両前方側の側面4a2は水平パッド2の上面に対する垂線よりも車両後方側に開いた面となるように形成されていてもよい。
(もっと読む)
発泡樹脂複合構造体の製造方法
【課題】 軽量でありながら、導電性や防虫などの機能を有する発泡樹脂複合構造体を実現する。
【解決手段】 上面から下面に連通した連通孔が存在し、連通孔の平均径が10〜150μmの母材1の上面に、銅粉が分散された粘度が2000mPa・s以下の樹脂水性エマルションなどの流動性材料4を配置し、減圧装置3を作動して減圧室2dを減圧する。これにより、流動性材料4が母材1の連通孔に浸透し、粉末が連通孔の内壁面に付着する。そして、その母材の乾燥後に樹脂水性エマルションなどの流動性材料を母材に浸透させ、粉末を固着するとともに連通孔を閉塞する。
(もっと読む)
発泡樹脂積層板の製造方法
【課題】硬質層と硬質層との間に発泡樹脂層を有する発泡樹脂積層板の製造に際し、硬質層と硬質層との間にある未発泡状態の発泡可能樹脂の層の加熱方法として遠赤外線加熱による加熱方法を適用でき、この遠赤外線加熱により前記発泡可能樹脂を発泡させることができる発泡樹脂積層板の製造方法を提供する。
【解決手段】(1) 硬質層と硬質層との間に未発泡状態の発泡可能樹脂の層を有する積層板20を作製し、この積層板20の片方または両方の硬質層の表面に遠赤外線吸収性および伝熱性を有する遠赤外線吸収伝熱層21、22を接触させて設け、遠赤外線加熱を行って前記発泡可能樹脂を発泡させて発泡樹脂層と成すことを特徴とする発泡樹脂積層板の製造方法、(2) 前記発泡樹脂積層板の製造方法において、遠赤外線吸収伝熱層の重量が0.1 〜5.0 mg/mm2 であるもの等。
(もっと読む)
多層発泡高分子体及び関連方法
本明細書に開示される本発明は、内部が成層したセル構造を有する発泡熱可塑性材料体及び製造品、及びその製造方法に関する。ある実施形態において、本発明は、非積層化多層熱可塑性材料シートを備える多層発泡高分子製造品を目的とし、前記多層熱可塑性材料シートは第1及び第2の分離した外層を有し、該第1及び第2の分離した外層は複数の分離した内側発泡層を間に挟んでおり、前記2つの外層及び複数の分離した内側発泡層は互いに一体となっている。熱可塑性材料は、例えばPET(ポリエチレンテレフタラート)、PEEK(ポリエーテルエーテルケトン)、PEN(ポリエチレンナフタレート)、PBT(ポリブチレンテレフタレート)、PMMA(ポリメタクリル酸メチル)、PLA(ポリ乳酸)、ポリヒドロキシ酸(PHA)、熱可塑性ウレタン(TPU)、及びそれらの混合物等の半結晶性高分子とすることができる。二つの外層は平坦な外表面を有する非発泡のスキン層であることができ、また分離した内側発泡層はマイクロセルであることができる。 (もっと読む)
型内発泡成形装置及び方法並びに型内発泡成形品
【課題】1つの成形品に異なる特性の成形部分を成形可能な成形装置を格段に簡素に構成でき、しかも仕切部材による各種不具合を効果的に防止し得る型内発泡成形装置及び方法、並びにバリの少ない型内発泡成形品を提供する。
【解決手段】コア型11とキャビティ型12の少なくとも一方の金型に、成形空間13内を複数の区画成形空間13A,13Bに区画する仕切部材33を固定するとともに、各区画成形空間13A,13Bに原料ビーズを充填する充填器14を設けて、隣接する区画成形空間13A,13Bに異なる特性の原料ビーズを充填可能となし、仕切部材33として、隣接する区画成形空間13A,13Bに充填する原料ビーズの少なくとも一方が通り抜け不能な間隔をあけて型開閉方向に片持ち状に延びる複数の櫛歯31を有する仕切部材33を用い、エジェクタピンを有する金型に仕切部材33を固定した。
(もっと読む)
熱発泡性シート及び当該熱発泡性シートを用いた車両用成形品並びにそれらの製造方法
【課題】軽量かつ高剛性で、しかも成形性に富む熱発泡性シート及び車両用成形品並びにそれらの製造方法を提供する。
【解決手段】不織布層12の両面に補強材層13を接合し、不織布層12及び補強材層13に、所定温度に加熱することで発泡する熱発泡性マイクロカプセルを分散させた熱硬化性樹脂組成物が含浸された熱発泡性シート11を形成する。この熱発泡性シート11をその板厚より大きなクリアランスを有する熱成形型31にセットした状態で所定温度に加熱し、熱発泡性マイクロカプセルを発泡させるとともに、熱硬化性樹脂を硬化させる。これにより、不織布層12を板厚方向に膨張させることにより嵩高にできる熱発泡性シート11を所定形状に賦形する。
(もっと読む)
発泡体の製造方法
本発明は発泡体の製造方法に係り、さらに詳しくは、任意の形状を有する成形面が具備される下部金型を準備した後、上面または下面から選択されるいずれかの一面または両面全部に任意の形状を有する少なくとも一つ以上の突出部が突設されている中間金型と任意の形状を有する成形面が具備される上部金型とを前記下部金型の上部に順次に位置させ、金型を密閉するステップと、前記中間金型によって区画される前記上部金型と前記下部金型との内部成形空間に発泡材料を充填させ、発泡が抑制された状態での上部プリフォームと下部プリフォームとをそれぞれ同時に成形するステップと、前記金型を開放させ、中間金型を取り外すステップと、前記中間金型の突出部によって前記プリフォームに形成される溝部に前記上部プリフォーム及び下部プリフォームの相互間の架橋が抑制できるように境界材料を挿入させるステップと、前記金型を密閉し、前記上部プリフォームと下部プリフォームとをそれぞれ同時に架橋発泡させるステップと、を含んでなることをその技術的特徴とする。  (もっと読む)
(もっと読む)
発泡体コアを有するFRP製成形品の成形法
【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
発泡樹脂積層板取付方法及び発泡樹脂積層板及び発泡樹脂積層板取付構造体
【課題】未発泡状態の発泡可能樹脂を用いた発泡樹脂積層板の取り付け後に取付部材の緩みを抑制でき、かつ加熱の際の発泡を阻害することなく取り付けることが可能な発泡樹脂積層板取付方法及び発泡樹脂積層板及び発泡樹脂積層板取付構造体を提供する。
【解決手段】加熱により発泡する発泡可能樹脂層2を硬質板1に隣接するように一体に配設した発泡可能樹脂積層板3に対して、硬質板1を貫通する貫通穴3aを形成し、発泡可能樹脂層2を加熱発泡させて発泡樹脂層8を形成し、締結具5の軸部5aを貫通穴3aに挿入し、軸部5aの一部を径方向に拡がるように塑性変形させることにより形成される拡径部5a’と締結具5のフランジ部5bとで硬質板1を挟み込むことにより締結具5を発泡樹脂積層板8に固定する。その後、締結具5を被取付部材10に固定する。
(もっと読む)
加熱発泡用押出ラミネート積層体
【目的】 加熱発泡することにより、発泡層が厚く、断熱性に優れ、発泡表面に大きな凹凸が生じ難く表面外観が良好な発泡積層体を得ることのできる、加熱発泡用押出ラミネート積層体を提供する。
【解決手段】 (a)〜(c)の要件を満たすポリエチレン系樹脂を、水分量が20〜30g/m2である基材層と隣接した層に少なくとも一層有し、加熱発泡により上記ポリエチレン系樹脂層が発泡層となる加熱発泡用押出ラミネート積層体を用いる。
(a)エチレン・α−オレフィン共重合体が1重量%以上50重量%未満、および高圧法低密度ポリエチレンが50重量%を超え99重量%以下
(b)毛管粘度計で測定した130℃における溶融張力が80〜180mN
(c)130℃において動的粘弾性を測定することで求められる、角速度0.01s−1におけるせん断粘度η0.01が5,000〜17,000Pa・s
(もっと読む)
多孔体の製造方法および多孔体
【課題】亜臨界または超臨界流体を利用することにより、環境に対する負荷が少なく、製造条件の幅が広くて生産性に優れた多孔体の製造方法を提供する。
【解決手段】厚さ方向に連通性を有する微小孔が多数存在する多孔体の製造方法であって、ハードセグメントとソフトセグメントを有する熱可塑性樹脂からなる中間層を少なくとも1層含み、中間層の両側に熱可塑性樹脂組成物からなる両側外層を積層させた少なくとも3層構造の積層体を作製する工程と、得られた積層体に超臨界状態または亜臨界状態の流体を含浸させた後に、該超臨界状態または亜臨界状態から解放して前記流体を気化させることにより前記積層体に微小孔を形成して多孔化する工程と、前微小孔を形成した後に前記両側外層を剥離する工程とを備える。
(もっと読む)
1 - 20 / 44
[ Back to top ]