
Fターム[4F213AD20]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (746) | 形状、構造 (542) | 層状体、積層体 (18)
Fターム[4F213AD20]に分類される特許
1 - 18 / 18
複合成形体の製造方法
【課題】ガラス繊維間に多数の気孔を存在させ軽量性と吸音性、強度を確保できる複合成形体の製造方法を提供。
【解決手段】無機繊維と耐熱有機繊維からなる繊維マット(I)1の少なくとも一方の表面に、合成樹脂フィルム(II)2を積層し、一対の搬送ベルトで搬送し、所定の温度に加熱して、繊維マットと合成樹脂フィルム(II)を圧接し、繊維マット内の結着樹脂繊維cを溶融しつつ、合成樹脂フィルムの結着樹脂dの少なくとも一部を、繊維マットの内部に含浸させた後冷却して、繊維マット内部の無機繊維と耐熱性有機繊維を結着させるとともに、合成樹脂フィルムの一部を繊維マットに含浸結着させた複合シートを得る第1工程と、複合シートを常圧下又は減圧下で、前記温度Tで加熱して、バックリング現象を生じさた後、冷却金型にて賦型加圧成形する第2工程を有する複合成形体の製造方法。
(もっと読む)
中間転写ベルト、その製造方法、及び該中間転写ベルトを用いた画像形成装置

【課題】屈曲などに対しても粒子が抜け落ちず、良好な耐久性を持ち、トナーの離型性が初期状態を維持できる中間転写ベルトを提供する。
【解決手段】少なくとも弾性層、該弾性層上に球形樹脂粒子からなる樹脂層を設けた電子写真装置用中間転写ベルトであって、該弾性層の深さ方向に該球形樹脂粒子が埋没されており、該弾性層の露出部分の投影面積と該球形樹脂粒子の投影面積との和の70%以上が該球形樹脂粒子の投影面積であり、及び該球形樹脂粒子の露出部分において、平均粒子径aの球形樹脂粒子A群と平均粒子径bの球形樹脂粒子B群とが混在して存在し、該平均粒子径がb≦4a/5を満たし、かつ該球形樹脂粒子A群と該球形樹脂粒子B群との数量の割合(個数比)が2:8〜8:2の範囲で存在することを特徴とする。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
適合させたパッチを用いた複合構造の予測可能な結合補修
複合構造の不整合領域の補修用のパッチは、複合積層パッチと、積層パッチを複合構造に結合する接着層とを含んでいる。積層パッチは、不整合領域周辺の歪みエネルギーをそれぞれ異なる速度で放出する少なくとも第1及び第2の領域を有している。 (もっと読む)
複合構造の予測可能な結合補修のためのテーパつきパッチ
複合構造の不整合領域の補修用のパッチは、不整合な領域を覆うように構成され、接着層により構造に結合される複合積層パッチを含んでいる。パッチは、テーパの付いた断面と、それぞれ異なる破壊靭性を有する少なくとも第1及び第2の領域とを有する複数の複合プライを含む。 (もっと読む)
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品
【課題】
レーザ彫刻およびインモールド転写技術によりプラスチック製品上にレーザ彫刻パターンを形成する方法およびその製品を提供する。
【解決手段】
まず、透明薄膜21を有する転写薄膜20を製作し、透明薄膜21の底面に1層の紫外線硬化透明ワニスを塗布して保護層22を形成した後、保護層22の下方に1層の印刷層23を塗布する工程と、射出成形金型のキャビティ中に転写薄膜20を配置し、金型のキャビティ中にプラスチックを注入してプラスチック射出成形物品10を形成し、プラスチック射出成形物品10の表面に転写薄膜20を貼り付ける工程と、保護層22が貼り付けられたプラスチック射出成形物品10の表面に紫外線を照射し、保護層22を硬化させる工程と、レーザ彫刻機が生成させるレーザビーム31により、プラスチック射出成形物品10の表面上にレーザ彫刻パターンを形成させる工程とを含む。
(もっと読む)
車両用電波透過カバー、及び車両用電波透過カバーの製造方法
【課題】第一の意匠と第二の意匠とを高精度に位置合せする
【解決手段】フィルム250に第二の意匠となる凹凸形状304を賦形する際に、第一の意匠との位置合わせを考慮する必要がない。また、第一の意匠の黒色樹脂層350と第二の意匠の凹凸形状304との位置精度は、成形精度による。よって、黒色樹脂層(第一の意匠)350と凹凸形状(第二の意匠)304とが容易に高精度に位置合わせされる。
(もっと読む)
電子写真機器用帯電ロールおよび電子写真機器用帯電ロールの製造方法
【課題】導電性ゴム組成物を押出成形する際に生じる導電性ゴム組成物と押出機のダイスとの間の摩擦を低減して抵抗調整層の表面に斑状の微細な凹凸が生じるのを抑制するとともに、使用時において接触する像担持体の削れを防止することが可能な電子写真機器用帯電ロールを提供すること。
【解決手段】軸体12の外周に導電性弾性層14と抵抗調整層16とを有する帯電ロール10であり、抵抗調整層16が、平均粒径が2〜5μmの球状粒子を配合した導電性ゴム組成物を押出成形し、これを架橋してなるものであり、架橋後における抵抗調整層16の表面粗さ(Rz)を2〜5μmの範囲内とした帯電ロール10とする。この際、導電性ゴム組成物の粘度はMV50以下であることが好ましい。
(もっと読む)
プラスチックから複合材構成要素を製造するための方法、その方法に従って製造された複合材構成要素、およびそのような複合材構成要素の使用
本発明は、複合材構成要素(100)を製造するための方法であって、
1.1 少なくとも1層の裏当て層(114)および少なくとも1層の着色層(112)でできた装飾複合材(110)を製造するステップと、
1.2 少なくとも1層の外層(132;136)およびそれに接続された少なくとも1つのスペーサ(134)でできた構造複合材(130)を製造するステップと、
1.3 装飾複合材(110)と構造複合材(130)との間に接続層(120)を導入するステップと、
1.4 接続層(120)を硬化させながら、構造複合材(130)と装飾複合材(110)を接合するステップと
を含む方法に関する。 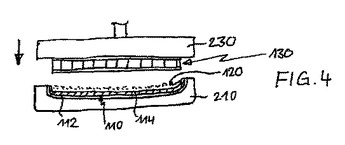 (もっと読む)
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】高い耐摩耗性や耐擦傷性を有し、成形性が良好でクラック等が入らない表面保護層を有し、かつ高い意匠性を有する加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供すること。
【解決手段】上に少なくとも撥液性インキ層と表面保護層とをこの順に有し、撥液性インキ層と表面保護層とが接触してなる加飾シート10であって、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜25:75の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
樹脂チューブの製造方法
【課題】樹脂チューブ内の残留応力を解消して耐疲労性を向上させた樹脂チューブを得ることのできる樹脂チューブの製造方法を提供する。
【解決手段】樹脂材料を成型して樹脂チューブ1とし、得られた樹脂チューブ1に、その残留応力を除去するための熱処理を施す。かかる熱処理は、好適には、樹脂チューブの樹脂材料の融点以下の温度で一定時間保持した後、常温まで徐冷する処理とする。樹脂チューブの樹脂材料としては、エンジニアリングプラスチック系の高結晶性樹脂、例えば、ポリアセタールまたはポリエーテルエーテルケトンが好適である。
(もっと読む)
加硫処理によってタイヤを修理するためのパッチ
本発明は、加硫処理によってタイヤ、ホースなどを修理するパッチに関し、パッチは、加硫処理されたゴム材料からなる少なくとも1つのカバー層(1)、ゴム材料からなり、かつ縁領域(4)において前記カバー層(1)に対して横方向に突出した接合層(3)、前記接合層(3)の上面を覆う保護膜、およびカバー層(1)の表面を緩く覆い、かつ前記接合層(3)の突出した縁(4)に貼りついた薄い可撓性のある剥離膜(7)を備え、前記カバー層(1)および前記接合層(3)の前記突出した縁(4)を覆う前記剥離膜(7)は、それを除去するための把持要素(8)を備える。 (もっと読む)
被覆材付プラスチック管およびその製造方法
【課題】 配管部品を組立加工する際に、長尺の被覆材付プラスチック管から所定寸法の配管用部材を切り出したときでも、被覆材が殆ど収縮せず、切断端部からプラスチック管が突き出した状態とならない被覆材付プラスチック管を提供する。
【解決手段】 発泡ポリオレフィン層にポリオレフィン外被層が積層された複合シート24とプラスチック管1とを、円錐筒状ガイド4の広径入口部から挿通させ、複合シートをプラスチック管の外周を被うように丸く屈曲させ、縁部両側を加熱し付き合わせて融着させることにより、筒状被覆材が、長尺のプラスチック管の外周全面に被せられた構造とする。この際、発泡体シートが円錐筒状ガイドを通過する時の通過抵抗を4.5kg以下とする。これにより、長尺の被覆材付プラスチック管を所定長さに切断した時の筒状被覆材の収縮率が2%以下である被覆材付プラスチック管を製造する。
(もっと読む)
ゴムホース及びその製造方法
【課題】樹脂による被覆管でゴムホースを被覆することなくその後の加硫処理を行い得て、被覆管の形成及び加硫後における被覆管の除去処理を省略でき、また加硫を短時間で行い得て、加硫処理を含めたホース製造を連続生産可能とし、生産性を従来に増して高め得るゴムホースを提供する。
【解決手段】ゴム内層18と、その外周側の補強線材を編組して成る第1補強層20と、更に外周側のカバー層22とを積層した形態のゴムホース10において、カバー層22の外周面に、最終の加硫処理の前において補強線材を編組して成る第2補強層23を被覆層として設けておく。
(もっと読む)
導電性弾性ロールおよびその製造方法
【課題】導電性弾性材層の厚みがきわめて薄く小径である上、芯金への電圧印加時に感光体ドラムへの電流のリークが生じない導電性弾性ロールを提供する。
【解決手段】導電性弾性ロールRは、ステンレス製の芯金1の両端縁際以外の表層に、約5μmの厚みの絶縁性接着剤層2が設けられている。さらに、その絶縁性接着剤層2の外側には、約5μmの厚みのベース保持用接着剤層3が設けられており、そのベース保持用接着剤層3の外側には、四級アンモニウム塩を充填したNBRからなる約100μmの厚みの導電性弾性材層4が設けられている。また、導電性弾性ロールRの芯金1の両端縁際の表層にも、約10μmの厚みの絶縁性接着剤層2が設けられている。
(もっと読む)
極低温複合材圧力容器の製造方法
【課題】 軽量で強度特性に優れるとともに、極低温環境下においても亀裂が発生することがなく高い気密性を有する極低温複合材圧力容器を製造する方法を提供する。
【解決手段】 内殻10及び外殻20を有する耐圧層と、内殻10の内面に形成された気密樹脂層30と、を備える極低温複合材圧力容器の製造方法である。気密樹脂層30の融点以上の加熱に耐え得る繊維強化樹脂複合材で内殻10を成形し、内殻10の内面に熱可塑型気密性樹脂フィルムを融着することにより気密樹脂層30を形成し、気密樹脂層30の融点未満の温度で成形される繊維強化樹脂複合材で外殻20を成形する。
(もっと読む)
プラスチックまたは金属プラスチック製軟質チューブの製造方法
軟質チューブ胴部の製造方法であって、一つまたは複数のプラスチックまたは金属層から成る平坦な帯材から円筒状のスリーブを製造する過程と、それに続いて前記胴部を得るために所望の長さに前記円筒状のスリーブを切り抜く過程とから成る製造方法。該製造方法は、円筒状のスリーブの製造過程の前に、少なくとも0.5%に等しい薄肉化、または振幅が少なくとも厚みの1/30とその5倍の間に含まれる凹凸の生成となる塑性変形を前記帯材に加える予備過程を備える。帯材は例えば、ほぼ平行な二本のカレンダーロールの間に含まれるギャップ内を通る。典型的には、カレンダーロールは帯材の幅1ミリメートルあたり2.5ニュートンと500ニュートンの間に含まれる応力を、該帯材にかける。  (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]