
Fターム[4G053AA02]の内容
型、中子、マンドレル (3,005) | 目的、機能 (412) | 成形品の形状を調整可能にするもの (49) | 寸法の調整 (19)
Fターム[4G053AA02]の下位に属するFターム
直径の
Fターム[4G053AA02]に分類される特許
1 - 19 / 19
ブロック成形用型枠装置
【課題】内部の形状断面が単純でないブロックについても、控え長さの異なる複数種類の製品を容易に製造できるようにし、型枠関連の設備コストを節減する。
【解決手段】最小の控え長さを有する基本ブロックの成形に使用される基本型枠と、前記基本ブロックよりも控え長さが延伸された延伸ブロックの成形に付加使用される重ね継ぎ型枠とからなり、前記重ね継ぎ型枠は前記基本型枠と同一断面を有するとともに、前記基本ブロックと前記延伸ブロックとの控え長さの差分に対応した長さを有し、前記基本型枠の控え長さ方向に整列させて前記基本型枠に接合固定する。
(もっと読む)
斜角頂版ブロックの製造用型枠

【課題】 頂版部の接合部端面の傾斜角度が異なる斜角頂版ブロックを、頂版部小口板を取り替えるだけの簡単な作業で変更することができる成形用型枠を提供する。
【解決手段】 頂版部成形型枠部Aを挟んで、側板11及び小口板10からなる左右一対の定着部成形型枠部Bを配設するとゝもに、該両定着部成形型枠部から前記頂版部成形型枠部方向にそれぞれ延出する前記両定着部底版14,14に跨がって、前記頂版部成形型枠部に設置した頂版部底版8の上面と面接する頂版部小口板16を、一方を前後方向に移動させた前記一対の両定着部成形型枠部の前記小口板10を任意の角度で固定した。
(もっと読む)
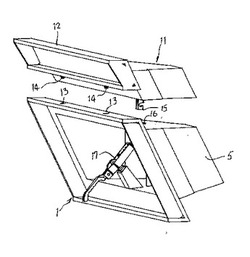
プレキャストコンクリート階段の製造方法と型枠装置
【課題】多数の型板11を高精度に位置決めして、蹴上げ面14の高さが異なる何種類もの階段用の型枠装置を、要求どおり効率よく組み立てたり、組み替えたりする。
【解決手段】断面L字状の型板11は、設計上の奥行寸法に合致させた踏面12と設計上の高さ以上の寸法の蹴上げ面14とが折れ線15を介して連続し、折れ線15を軸にして両者の挟む角を可変とする。全ての型板11の両端近傍に設けられたサイドリブ16を、一対の位置決め板18に固定し、傾きと型板相互の間隔とを決める。この状態で、全ての型板11のバックリブ24を、隣接する型板11の蹴上げ面14に固定する。位置決め板18を平行に直立させ、側板30で型板11の両側面を覆い、コンクリートを流し込む、
(もっと読む)
ポーラスコンクリート成形具
【課題】ほぼ同じ空隙率を有するポーラスコンクリートを繰り返し成形し得るポーラスコンクリート成形具を提供する。
【解決手段】上部が開口した容器状の受け型枠11に充填したコンクリートを所定空隙率のポーラスコンクリートに成形する際、加圧体14が、規制手段17により停止するまで受け型枠11内に挿入される。受け型枠11内に挿入された加圧体14の挿入を規制手段17により常に一定に規制することで、受け型枠11内に所定レベルまで充填されたコンクリートに対して所定の容積変化が与えられ、所定の空隙率を有するポーラスコンクリート22が成形される。その結果、繰り返し成形されるポーラスコンクリートは、ほほ同じ性質を有し、よってその大量生産が可能となる。
(もっと読む)
コンクリート等自硬性物質の成形用型枠および成形方法
【課題】高粘性・高流動性を有するコンクリート等自硬性物質を成形させるのに、自硬性物質を確実に成形空間に移動させて、成形精度を高めることができるコンクリート等自硬性物質の成形用型枠および成形方法を提供する。
【解決手段】充填する高粘性・高流動性を有するコンクリート等自硬性物質6を収容できるように側壁板5で囲む深さ空間7を有する固定型枠1に対して、固定型枠1に下端部を軸着し、自硬性物質6を挟み込むようにしてこの固定型枠1の深さ空間7に入り込み、かつ、固定型枠1側に移動して最終には必要とする成形空間9を得る可動型枠2とからなるコンクリート等自硬性物質の成形用型枠を使用し、可動型枠2を固定型枠1側に移動することにより、充填したコンクリート等自硬性物質6を展伸させて成形する。
(もっと読む)
粉末焼結体の製造方法、粉末焼結体成型用オス型、および粉末焼結体成型用メス型
【解決手段】
目的とする粉末焼結体と同一形状の元型を用いて第1メス型を作成し、この第1メス型を用いて発泡可能な樹脂製オス型前駆体を形成し、次いでこの発泡可能な樹脂製オス型前駆体を発泡膨張させて得られる樹脂製発泡膨張オス型を用いて第2メス型を作成し、この第2メス型に粉末原料を充填成形して得られる成形体を焼結して粉末焼結体を製造する粉末焼結体の製造方法、並びにこの方法に使用する粉末焼結体成型用オス型および粉末焼結体成型用メス型である。
【効果】
この発明によれば、製品ごとに数値化して設計をする必要がないので、生体材料等の少量生産品または複雑な形状の製品であっても、簡易に、また安価にセラミックス等の粉末焼結体を製造することができる。
(もっと読む)
穴明形セメントレンガ用成形型枠
【目的】敷き材に長時間水分を保持させ又透水機能も有る敷き材を安価に生産する事に関する。
【構成】成形上型に長、短二種類のピンを設け案内板と連結棒の作用により一サイクルで出来ることお特徴とする。
(もっと読む)
瓦成形用の金型及び成形方法
【課題】スクリュー型の羽根を備えた混練機より押出された粘土で成形される桟瓦の捩れを矯正する。
【解決手段】キャビティを形成する下型の桟側及びすて側の瓦尻に対応する箇所に凹所を形成し、凹所には凹所の深さを調整する深さ調整手段を設ける。下型のキャビティに混練機より押出した粘土を充填し、上型を被せて加圧することにより粘土瓦を成形する。成形された粘土瓦には、上記凹所に対応した所要高さの突部28が形成される。次に成形された粘土瓦をパレット2上に置き、突部28で捩れにより沈み込んだ該突部28が形成される箇所を持上げ、捩れを矯正する。
(もっと読む)
コンクリート製品の成型型枠
【課題】側枠を製品から離脱された位置で姿勢転換して成形面を作業者へ正対させることによって、成形面の掃除、剥離剤の塗布、金具の取り付け等を容易、迅速にしかも確実に行なうことができるコンクリート製品の成型型枠を提供すること。
【解決手段】側面に溝状の凹部が長手方向に形成されるコンクリート製品を成形する型枠であって、この型枠Aの側枠3は、上記溝状の凹部7に適合する溝形に形成されて、内部の空間8に側方より支持腕11を入り込ませ、この支持腕11の先端側へ枢軸12によって取り付けることにで、横向きの型組み姿勢と上向きの準備姿勢に転換ができるようにし、上記支持腕11の下部に設けられる取付部13は底盤2の下側より側方へ延出させたガイド19を進退する移動台17へ定着してあること。
(もっと読む)
長さが異なるプレキャスト・コンクリートブロック製造用の装置
【課題】
凹凸噛合とボルト緊結のために必要な端部構造の精度を保ちつつ、同一の型枠装置で、長さが連続的に異なるプレキャスト・コンクリートブロックを製造する。
【解決手段】
両側面型枠(5)の間を、移動可能端面型枠(1)を動かして任意の位置にセットできるようにすることで長さを連続的に変えられる。コンクリート充填後に移動可能端面型枠(1)の移動の妨げになる出っ張り部は、型枠付属部(2)として取り付け、コンクリート打設後、上方に取り外しを行えるようにする。型枠を支持する装置とは独立の可動式フレーム(11)あるいは固定フレー(14)から、移動端面型枠(1)の側面および上面に力を加えてコンクリート充填をすることで端部構造の精度を確保することができる。
(もっと読む)
可動ライナーを有するブロックモールド
コンクリートブロックを製造するための、コンクリートブロックマシンで使用するように構成されたモールドアセンブリである。該モールドアセンブリは、少なくとも第一のライナープレートが移動可能である少なくとも第一のモールドキャビティと、駆動アセンブリを形成する複数のライナーとを含む。該駆動アセンブリは、第一の端部を有し、第二の端部に隣接した第一の可動ライナープレートに連結された第一の駆動要素と、アクチュエータアセンブリとを含む。該アクチュエータアセンブリは、第一の端部に隣接して第一の駆動要素に選択的に連結された第二の駆動要素を含む。該アクチュエータアセンブリは、第二の駆動要素を第一の軸に沿って駆動するように構成されていることにより、第一の駆動要素の少なくとも第二の端部を第二の軸に沿って移動させ、第一の可動ライナープレートを第一のモールドキャビティに向かうように、およびこれから離れるように移動させる。  (もっと読む)
(もっと読む)
移動可能なライナーを有するブロックモールド
メーソンリブロックを生産するための、かつメーソンリブロックマシンに使用するためのモールドアセンブリ(30)。モールドアセンブリは、複数のライナープレート(32a−d)であって、各ライナープレートは主表面(44a−d)を有し、該ライナープレートは、モールドボックス内に配置され、該主表面は所望の形状を有するモールドキャビティ(46)を形成するように構成され、該ライナープレートのうちの少なくとも1つは、モールドキャビティの内側に向かって、収縮位置と所望の伸長位置との間で移動可能である、複数のライナープレートを含む。該少なくとも1つの移動可能なライナープレートに選択的に結合され、該少なくとも1つの移動可能なライナープレートを該収縮位置と該伸長位置との間で移動させるように構成されたギア駆動アセンブリ(31)。 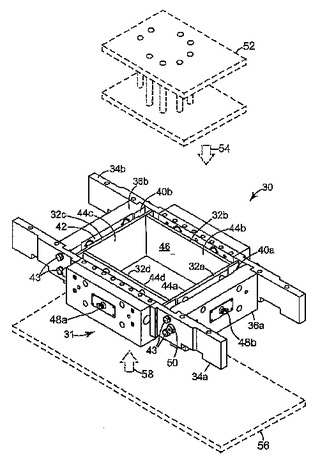 (もっと読む)
(もっと読む)
凹溝付きコンクリートブロックの製造方法
【課題】 コンクリートブロックの背面又は裏面に水案内用の凹溝を形成するのに、従来では枠板内面に凹溝形成用の凸状部を設けた型枠を使用する必要があるが、型枠の構造が複雑になり、しかも型枠解体時に離型しにくいとともに離型時に凹溝の口縁部分が欠け落ち易い。
【解決手段】 ブロック本体背面12(又は裏面12A)に水案内用の凹溝13(又は13A)を形成するのに、上面が開放する型枠1と、凹溝形成用の複数本の棒状体21を一体に組付けた組枠2と、型枠1を振動させる振動装置3とを使用し、型枠1内の所定高さまで生コンクリート6を充填し、該生コンクリート6の上面に組枠2を載せた状態で、型枠1を振動装置3で振動させて組枠2の棒状体21を生コンクリート6の上面部分に凹溝13の深さだけ沈み込ませ、生コンクリート6が固化した後に組枠2を取外すとともに型枠1を解体することで、凹溝付きコンクリートブロックを製造する。
(もっと読む)
メーソンリブロックおよびモールドされたユーティリティ開口部を有するメーソンリブロックアセンブリ
本発明の一実施形態は、モールドアセンブリを使用するメーソンリブロックマシーンによってモールドされたメーソンリブロックであって、該モールドアセンブリは、複数のライナープレートを有し、該複数のライナープレートのうちの少なくとも一つは移動可能である、メーソンリブロックを提供する。メーソンリブロックは、第1の横面と、第1の横面と対向する第2の横面と、第1の横面と第2の横面との間でメーソンリブロックを介して伸びている少なくとも一つの開口と、第1の横面と第2の横面とを接合する第1の端面と、第1の端面と対向する第2の端面であって、第1の横面と第2の横面とを接合する第2の端面と、第1の端面と第2の端面とを接合する接合する第1の主面と、第1の主面と対向する第2の主面であって、第1の端面と第2の端面とを接合する第2の主面とを含む。 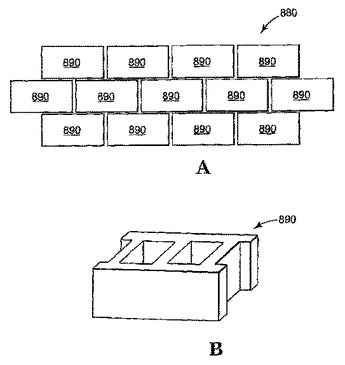 (もっと読む)
(もっと読む)
可変深さフランジを有する保持壁ブロックを形成する装置および方法
モールドアセンブリであって、所望の形状を有するモールドキャビティを形成するように構成された複数のモールドコンポーネントであって、該モールドコンポーネントのうちの少なくとも1つは、該モールドキャビティ内に形成されたメーソンリブロックにおけるセットバックフランジを形成するように構成されたノッチを有し、該ノッチは深さを有する複数のモールドコンポーネント、を含むモールドアセンブリ。該モールドアセンブリは、移動可能なフランジプレートと、駆動アセンブリであって、所望の距離の範囲内で、該移動可能なフランジプレートを、ノッチの中に伸長させ、該移動可能なフランジプレートを該ノッチから収縮させることにより該ノッチの深さを調節するように構成された駆動アセンブリ、とをさらに含む。 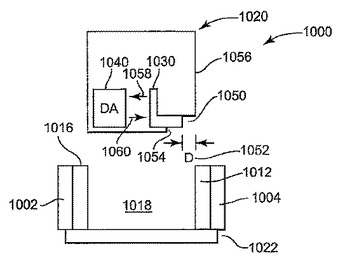 (もっと読む)
(もっと読む)
コンクリート製品の製造方法とその成型型枠
【課題】 接合面の寸法精度を高め、且つ型枠の転用サイクルを向上させることのできるコンクリート製品の製造方法とその成型型枠を提供する。
【解決手段】 他部材との接合面を有するコンクリート製品を成型するための型枠1である。前記接合面を含む部分を成型する第1フレーム3と、この第1フレーム3と分割構成され前記接合面を含まない部分を成型する第2フレーム4と、を有し、これら両フレームが互いに着脱自在とされている。
(もっと読む)
コンクリート板の製造方法およびそれに用いる型枠構造
【課題】 コンクリート板の製造における工程数を削減し、かつ側枠が面型と一体である型枠においてもコンクリート材側面を容易に所望形状に形成することが可能なコンクリート板の製造方法およびそれに用いる型枠構造を提供する。
【解決手段】 本発明のコンクリート板の製造方法は、型枠が外枠と該外枠に着脱自在に装着される型材とからなり、打設コンクリート養生後にコンクリートを前記型材とともに脱型し、ついで同型材を取り外してコンクリート板の製造をなすものである。本発明の型枠構造は、型枠構造が外枠と該外枠に着脱自在に装着される型材とからなるものである。
(もっと読む)
門形ブロック製造用型枠とそれにより作られた門形ブロック
【課題】半端寸法を含む所要幅員と、左右水路壁を任意角度に形成可能な門形ブロック製造用型枠とそれにより作られた門形ブロックを提供する。
【解決手段】平面視下で前後動、左右動又は旋回して互いに連結可能な、左右端部中子100L,100Rと複数の調整中子50と、前後妻板80と前後端部妻板280から成り、左右端部中子100L,100Rは、フレーム112上に設けた中子端部と、底面部材152を挟んで前後左右に摺動して固定可能に立設した鋭角状端部220を有する側板200から成り、任意数の調整中子50と組付け、調整中子50と左右端部中子100L,100Rに前記妻板80と端部妻板280を装着し、所要幅員と左右の水路壁SL,SRが任意角度に形成可能な門形ブロック製造用型枠PKを構成した。
(もっと読む)
モジュール式型枠構造を用いたコンクリートブロックの製造方法
本発明はコンクリートブロックの製造方法に関しており、一つのベースフレームに複数の個別に選択可能な個別型枠を装着可能であり、前記ベースフレームXに選択された複数の個別型枠A、B、C及びDが実装されて、前記各個別型枠A、B、C及びDをロックするために、前記各個別型枠A、B、C及びDが前記ベースフレームXに取外し可能であるように接続され、前記各個別型枠A、B、C及びDに液状コンクリート材料が充填され、硬化後のコンクリートブロックが前記各個別型枠A、B、C及びDから取り出されて、前記各個別型枠A、B、C及びDが前記ベースフレームXから切り離される。 (もっと読む)
1 - 19 / 19
[ Back to top ]