
Fターム[4G054BA39]の内容
プレス成形、コンベアを利用した成形 (2,780) | ラムによるプレス成形 (549) | 装置、工程の要素 (297) | 給材 (55) | 素地(荒地)の供給 (18)
Fターム[4G054BA39]に分類される特許
1 - 18 / 18
セラミックス焼結体の製造方法
【課題】本発明は、除去すべき余肉の少ない球状または円柱状のセラミックス焼結体を製造可能な製造方法を提供することを、その目的としている。
【解決手段】本発明は、セラミックスグリーンシートを巻回して球状または円柱状の素体を形成する素体形成工程と、素体形成工程で形成された素体を焼結する焼結工程とを含むことを特徴とするセラミックス焼結体の製造方法である。空孔の生成を抑制してセラミックス焼結体の密度を高めるためには、素体形成工程の後に、素体を加圧する加圧工程を含むことが望ましく、さらに加圧工程では、素体の形状を保持しつつ加圧することが好ましい。
(もっと読む)
陶磁器製ねじ式蓋の製造方法及び陶磁器製ねじ式蓋付き陶磁器製瓶の製造方法

【課題】離型性が良く、効率的に、寸法精度の高い陶磁器製ねじ式蓋を製造することができる陶磁器製ねじ式蓋の製造方法を提供する。
【解決手段】有底筒状の第1外側金型1の成形用穴2に、成形原料を挿入し、第1外側金型1の成形用穴2が開口する側の端部3に、リング状の第2外側金型11を取り付け、先端部22に雌ねじ構造形成部23を有する柱状の挿入部22aを備えた内側金型21の当該雌ねじ構造形成部23を、成形用穴2に挿入することにより成形原料を成形して、第1外側金型1と内側金型21と第2外側金型11とにより形成される成形空間20内に、ねじ式蓋形状の成形体Bを形成し、内側金型21を、ねじを緩める方向に回転させながら引き抜くとともに、第2外側金型11及び第1外側金型1からねじ式蓋形状の成形体Bを取り出し、ねじ式蓋形状の成形体を焼成してねじ式蓋を得る陶磁器製ねじ式蓋の製造方法。
(もっと読む)
無機質成形体の製造方法、及び無機質成形体
【課題】無機成形材料を用いた無機質成形体の製造方法であって、簡易な設備と生産条件で、欠損や空隙などの成形不良や凍害などが生じにくい無機質成形体を安定して供給することができ、さらには、立体的で複雑な形状の、表面に細かな模様を施した無機質成形体の製造を可能にする、経済性にも優れた無機質成形体の製造方法の提供。
【解決手段】少なくとも、粉体状の無機成形材料に水を添加して、平均粒径0.5〜25mmの造粒物を生成する工程と、該造粒物を成形型内に充填してプレス成形する工程と、を有することを特徴とする無機質成形体の製造方法。
(もっと読む)
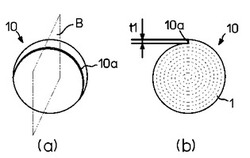
着磁建材及びその製造方法
【課題】セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化された着磁建材を提供する。
【解決手段】着磁建材1は、セラミックス板状体2の裏面の全面に、着磁された硬質磁性体(永久磁石)3が設けられたものである。この着磁建材1は、乾式プレス又は押し出し法等により、坏土成形体と硬質磁性粉末成形体とを一体成形してなる複合成形体を、焼成し、次いで着磁加工を施すことにより製造される。坏土成形体の裏面に硬質磁性粉末成形体が配置された状態で焼成して着磁建材としているため、セラミックス板状体と着磁された硬質磁性体(永久磁石)とが強固に一体化されたものとなり、着磁された硬質磁性体(永久磁石)がセラミックス板状体から剥離し難いものとなる。
(もっと読む)
自立型平板瓦の製造方法
【課題】金型構造が簡単になり、前記したようなメンテナンスを省略できる自立型平板瓦の製造方法を提供する。
【解決手段】第1に、2箇所に設けられた成形体2の引掛け凸部33、33の尻側小端面33a、33aを成形体の尻24から外方向に突出させて成形するため、表型4では、尻側端面3を成形するための表型側面板42の成形面42aを、表型主板41面に対して91度〜98度の角度に開いて傾斜させて固定している。さらに、尻側端面3の引掛け凸部33の両側に2箇所、計4箇所に小凸部34を成形するため、表主板41に固定された、尻側端面3を成形するための側面板42の成形面42aに対応した凹形状の小凹部43を設けている。
(もっと読む)
瓦の製造方法
【課題】乾燥によって瓦素地が変形しても、変形に伴う不良品の発生頻度を極めて抑制することのできる瓦の製造方法を提供すること。
【解決手段】粘土材料をプレス加工して瓦素地を成形する。この成形された瓦素地55は乾燥工程を経ることによって全体的に収縮するが、この際に収縮量を考慮して成形部位の収縮量に応じた追加的な肉付けをする。つまり、収縮率が大きい成形部位はそうではない成形部位に対して収縮後にその成形部分が目標とする外形形状と近似するように相対的により大きく突出(肉付け)させて成形する。収縮率が小さい成形部位では相対的に大きく突出させないように成形する。このような構成とすると乾燥によって瓦素地55が収縮すると本来瓦素地55が乾燥によって目標とする当該成形部位の外形形状に近似させることが可能となる。
(もっと読む)
平瓦の製造方法
【課題】瓦素地を自立焼成させるために尻側端面を研削加工する際に加工時間が短くなおかつ加工に伴う粉塵の発生を抑制するようにした平瓦の製造方法を提供すること。
【解決手段】粘土材料をプレス加工して尻部端面12に下方側に突出する左右一対の尻剣部14とその間に上方に突出する係合フック13が形成された平瓦素地55を成形する。尻部端面12には両尻剣部14及び係合フック13位置に後方側に突出した突出部を形成する。この成形された平瓦素地55は乾燥工程において収縮するが、収縮の結果突出部のみが平瓦素地55の同尻部端面14が目標とする基準平面よりも後方側に突出するようになっている。このようにして得られた平瓦素地55は突出部が尻部端面12の基準平面から後方に突出することとなる。これら突出部を研削工程で基準平面と略一致するまで研削加工して長方形領域18及びフック形状領域19を形成する。
(もっと読む)
押し型成形用石膏型及びそれを使用した成形方法
【課題】セラミックスの成形体に穴を簡単に、精度よく成形する石膏型及びそれを使用したセラミックスや陶磁器の成形方法を提供する。
【解決手段】穴を開ける芯材を設置する窪みを石膏型の対向する部分に設けた石膏型を使用し、片方の石膏型の窪みに芯材を設置して、その周りに坏土を設置し、他方の石膏型を押し付けて、余分な坏土を排出しながら成形し、その後、芯材を抜いて穴を開ける成形方法を提供する。操作が簡単で、精度のよい穴を開けることができ、穴は軸に沿って大きさを変えることができ、円錐や星型など円形以外の穴を開けることができる。
(もっと読む)
プレス装置
【課題】水硬性セメントの湿潤シート等の成形体に対してプレス加工を施すにあたり、離型シートを介在させて離型する際に成形体の浮き上がりを確実に防止し、成形体における変形や破損等の不良の発生を防止することができるプレス装置を提供する。
【解決手段】成形体1の表面に凹凸加工を施すプレス装置に関する。下面に凹凸形状を有する成形面3が設けられた上盤2を具備する。プレス成形時に前記上盤2と成形体1との間に介在して、離型時に成形体1を支える離型シート4を具備する。前記離型シート4の上方に配置され、離型時に前記離型シート4を成形体1に向けて押圧する押圧部材5を具備する。
(もっと読む)
成形装置
【課題】狭い空間であっても設置可能な成形装置を提供する。
【解決手段】成形装置1は、制御装置2と、下パンチ部10と、成形部30と、上パンチ部40と、横パンチ部60とを備えている。下パンチ部10は、第1−1サーボ駆動装置13と、第1−2サーボ駆動装置14とを備えている。第1−1サーボ駆動装置13の第1斜面スライダユニット16は、水平方向に延びるボールネジ16Eと、斜面スライダ16Fと、第2直動ガイド16Hと、シャフト16Iとを有している。斜面スライダ16Fの水平方向の移動に伴って、シャフト16Iは、第2直動ガイド16H上を移動し、かつ鉛直方向に移動する。第1−1パンチ18は、第1斜面スライダユニット16及び第1パンチ支持部17を介して、第1−1サーボモータ15により鉛直方向にサーボ駆動される。
(もっと読む)
屋根材の製造方法及び屋根材
【課題】積み重ねた状態で輸送・保管などしても傷が付かない屋根材を簡便に製造することができる屋根材の製造方法を提供する。
【解決手段】一対の成形型1を用いて成形材料2をプレス成形することによって屋根材Aを製造する方法に関する。一方の成形型1に緩衝部材3を設置してからプレス成形することによって、緩衝部材3の一部を露出させつつ、この緩衝部材3と成形材料2とを一体化する。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様を形成することができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料を出隅形状に成形し、この成形材料の出隅側の二つの外面に対応する二つの成形型を用いて、成形材料の各外面に各成形型に設けた凹凸模様賦型部によって凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記二つの成形型を下型として用いる。これらの成形型を断面L字形となるように一体化して配置する。これらの成形型の凹凸模様賦型部に成形材料を供給する。上型によるプレスを行なった後に、各成形型を成形材料の各外面に対して垂直な方向に移動させて離型する。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】バリの除去を行なう必要がなく、しかも抜け角を確保する必要がなくて成形材料に様々な凹凸模様をシャープに形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】成形材料1を出隅形状に成形し、この成形材料1の出隅側の二つの外面1aに対応する二つの成形型2を用いて、成形材料1の各外面1aに凹凸模様を成形するようにした出隅役物用成形材料のプレス成形方法に関する。上記成形材料1として弾性限界応力が0.001〜0.2MPaであるものを用いる。上記二つの成形型2を断面L字形に配置して一体化し、この状態でプレスを行なった後に、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させて離型する。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】 バリの除去を行なう必要なく成形材料に凹凸模様を形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】 成形材料1を出隅形状に成形し、この成形材料1の出隅の二つの外面1aに対応する二つの成形型2を用いて、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させてプレスすることによって、成形材料1の各外面1aに凹凸模様3を成形する。この際に、出隅頂部が欠ける形状で成形材料1を出隅形状に成形して、上記二つの成形型2によるプレスを行なう。成形型2で成形材料1を成形する際に、出隅頂部の欠けている部分に成形材料1が押されて埋められるようになり、成形型2の対向する端部間に成形材料1が押し出されることを防ぐことができ、成形型2の端部間にバリが生じることを防止することができる。
(もっと読む)
ロータリー式配合原料供給装置
【課題】 配合原料を金枠で加圧成形する際に問題となる配合原料の均一化の精度を高めて成形時の厚みを一定にし、カサ比重の振れがないロータリー式配合原料供給装置の提供。
【解決手段】 リング歯車(9)の内部に直径方向に延びる互いに連結する少なくとも1本のロッド(6)と、そのロッド(6)から下方に延びる複数の攪拌棒体(7)を設けて回転羽根体3を構成し、その回転羽根体(3)の攪拌棒体7を包囲する容器体部(14)を備えて水平方向に移動するチャージ容器(19)を設け、前記回転羽根体3を回転させる回転駆動装置(Mg)を設け、前記チャージ容器(19)を所定の位置で水平方向に前後動可能な往復駆動装置(Cy)を設けている。
(もっと読む)
未硬化状態の屋根瓦に水止めを製造する装置と方法
【課題】
より多い製造工程数に適していて、同時に水止めの改良され且つ永続的機能性を保証する水止めを備えるコンクリート屋根瓦を製造する方法と装置を創作すること。
【解決手段】
この発明は、未硬化状態の屋根瓦における水止めを製造する装置に関する。この装置は、屋根瓦の一端の上に配置された窪みをもつ成形部材を有する。この成形部材は屋根瓦の端部の上部に配置されている。この場合に、ドロップハンマーは未加工屋根瓦の後辺を全体に或いは部分的に上方へ押圧される。引き続いて、未加工屋根瓦が乾燥される。 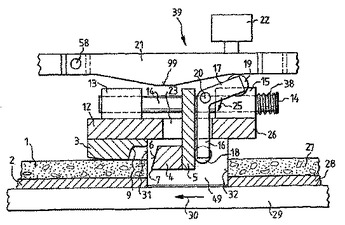 (もっと読む)
(もっと読む)
セメント系成形品の製造方法
【課題】 トレーが吸水して強度低下することを防ぐことができ、成形不良が発生するようなことなくセメント系成形材料をプレス成形することができるセメント系成形品の製造方法を提供する。
【解決手段】 下型1の上面にポリスチレン系の水系離型剤5を塗布し、このポリスチレン系の水系離型剤5を乾燥させる。この後に、下型1の上に吸水性を有するトレー2を載置する。そしてセメントと水と油性物質を主成分とするセメント含有逆エマルジョン組成物からなるセメント系成形材料3をトレー2の上に載せ、下型1と上型4との間でセメント系成形材料3をプレスして成形する。下型1に塗布したポリスチレン系の水系離型剤5を乾燥させた後に、離型剤5中の水分が残留していない状態で下型1の上にトレー2を載置することができ、離型剤5中の水分がトレー2に吸水されるようなことがなくなって、トレー2が強度低下することを防ぐことができる。
(もっと読む)
陶磁物の成形型、成形装置及び製造方法
本発明は、陶磁物の成形型、成形装置及び製造方法に関する。本発明の成形型は、内部の所定の高さに配設される金型を支持するための網型支持手段と、網型支持手段に固定され、金型の内部に空気を噴出するための空気噴出手段と、空気噴出手段に空気を注入するための空気注入手段とを有する。本発明の成形装置は、第1成形型を支持するための第1支持手段と、第2成形型を支持するための第2支持手段と、第1支持手段を上下に移動させるための第1駆動手段と、第2支持手段を前後に移動させるための第2駆動手段と、第1、第2型に空気を注入するための空気注入手段と、第1、第2型に注入される空気量、空気の注入時期及び注入時間、並びに第1、第2型の間の圧力を制御するための制御手段とを有する。本発明の製造方法は、粘土を練って前記練り水内の気泡を除去する段階と、製造された粘土塊を第2型に挿入するために適宜の坏土状に切断する段階と、切断した板状粘土を第2型に挿入する段階と、板状粘土を圧縮して成形する段階と、成形された粘土を乾燥させる段階と、乾燥した粘土を装飾する段階と、装飾された粘土を焼成する段階とを含む。 (もっと読む)
1 - 18 / 18
[ Back to top ]