
Fターム[4K027AD21]の内容
Fターム[4K027AD21]の下位に属するFターム
その支持、配置 (65)
ノズルへの流体供給系 (34)
Fターム[4K027AD21]に分類される特許
21 - 40 / 56
騒音を低減させたガスワイピングノズル

【課題】ガスワイピングノズルの作業性及び操作性を阻害せずに、従来のガスワイピングノズルの簡易な改造で対応可能な騒音を低減させたガスワイピングノズルを提供する。
【解決手段】金属ストリップ13の表面に形成した溶融金属付着層に、ガス導入部14に続き、上下方向高さが先側に向けて徐々に狭くなったノズル部15からガスを吹付けて、過剰な溶融金属を除去して一定厚みの溶融金属めっき層を形成するガスワイピングノズル10、11において、ガス導入部14の上下、ガス導入部14とノズル部15の外側連結領域の上下、又はノズル部14の先側を除く外側傾斜領域の上下に、それぞれ上向き及び下向きの吸音材16、17を設けた。
(もっと読む)
溶融金属塗布装置

【課題】本発明は、被塗布体の外周面に溶融金属を均一な厚みで塗布可能な溶融金属塗布装置を提供することを目的とする。
【解決手段】本発明に係わる溶融金属塗布装置は、被塗布体の外周面に溶融金属を塗布する溶融金属塗布装置であって、被塗布体を挿入可能な孔部が形成された塗布手段を有し、孔部の内面には溶融金属が供給されるとともに、被塗布体が挿入されたとき当該被塗布体の外周面に対し均一な間隙で対向するよう孔部の内面は形成されている溶融金属塗布装置である。
(もっと読む)
めっき付着量制御方法およびその装置
【課題】パスライン変動によるノズル間隔の変動があっても、パスライン変動に伴い発生する付着量変動を抑制することができる、めっき付着量制御方法およびその装置を提供することを課題とする。
【解決手段】溶融めっき金属浴中から引き上げた鋼板の両面に付着した溶融めっき金属に、鋼板に対向させて配した一対の噴射ノズルからガスを噴射させ、噴射させるガスの圧力と、前記鋼板および噴射ノズルの間隔であるノズル間隔とを操作してめっき付着量を制御する、めっき付着量制御方法であって、鋼板の一方の面側に配した噴射ノズルからのガス圧力の実測値から抽出した圧力変動成分に基づいて当該一方の面側に配した噴射ノズルのノズル間隔を補正すると共に、前記一対の噴射ノズル同士の間隔が変化しないように、鋼板の他方の面側に配した噴射ノズルのノズル間隔を補正する。
(もっと読む)
連続溶融金属メッキシステム及びメッキ方法
【課題】鋼板の表裏面のメッキ付着量を全長、全幅に渡って高精度に制御できるようにする。
【解決手段】通板中の鋼板とガスワイピングノズルの間隙を表裏目付量測定値から全幅に渡って推定し、ガスワイピングノズル直下のメッキ付着量を全幅に渡って高精度に推定し、この推定した付着量と目標値との偏差に基づいてノズル位置修正量及び板幅方向各点のノズル圧力修正量を計算するようにしたので、鋼板長手方向の全長、板幅方向の全幅に渡って、鋼板の表裏面のメッキ付着量を高精度に制御できるようにする。
(もっと読む)
合金化溶融亜鉛めっき鋼板製造用合金化炉の温度制御方法及び合金化炉
【課題】 従来の合金化溶融亜鉛めっき鋼板製造用合金化炉の設備を大幅に変更することなしに、コンパクトな設備によって合金化炉の加熱温度を任意の設定温度に速やかに温度移行することができる合金化炉の温度制御方法及びその装置を提供する。
【解決手段】 鋼板に溶融亜鉛めっきを施し、亜鉛付着量を調整した後、ガス加熱を有する合金化炉で加熱・保持して合金化亜鉛めっき鋼板を製造する際の合金化炉の温度制御方法において、合金化炉内の圧力Pを、炉内の温度下降を行う際には、P≦−0.5mmAqとし、炉内の温度上昇を行う際には、P>−5.0mmAqとすることを特徴とする合金化溶融亜鉛めっき鋼板製造用合金化炉の温度制御方法。
(もっと読む)
ガスワイピング装置
【課題】蛇行やねじれが発生しても、帯板における幅方向のめっき付着量を均一にすることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル51からワイピングガスを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、ワイピングノズル51を帯鋼Sに対して、このワイピングノズル51における幅方向の中心位置Opが帯鋼Sにおける幅方向の中心位置Osに追随するように、帯鋼Sの幅方向に移動させる。
(もっと読む)
ガスワイピング装置
【課題】搬送される帯板の振動を広範囲に抑制させることにより、ワイピング効果を向上させることができるガスワイピング装置を提供する。
【解決手段】溶融金属のめっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスGwを吹き付けることにより、帯鋼Sの表面に余剰に付着した溶融金属を除去して、帯鋼Sを所定のめっき付着量に制御するガスワイピング装置であって、噴射されたワイピングガスGwに随伴する雰囲気ガスGfを、ワイピングノズル13のスリット13c近傍に案内し、このスリット13cから噴射されるワイピングガスGwと共に帯鋼Sの表面に衝突させる。
(もっと読む)
鋼帯の冷却装置
【課題】鋼帯の幅方向に延びるスリットノズルを用いた鋼帯の冷却装置において、スリットノズルからの冷媒ガスの吹き付けによる鋼帯のバタツキを低減すること。
【解決手段】走行する鋼帯Sに冷媒ガスを吹き付けて冷却する鋼帯の冷却装置において、鋼帯の幅方向に延びるスリットノズル3を、冷媒ガスが導入される冷却箱2の表面から鋼帯S側に突出させて設け、スリットノズル3の先端と冷却箱2の表面との間に、鋼帯Sの走行方向に貫通する冷媒ガス通過口4を設けた。
(もっと読む)
溶融漬浸被覆装備の放出ノズル間に案内された被覆を備えたストリップを安定化させる方法と溶融漬浸被覆装備
【課題】放出ノズルの領域におけるストリップ安定化を改良すること
【解決手段】この発明は、溶融漬浸被覆装備の放出ノズル間に案内されて被覆を備えたストリップを安定化させる方法並びに適切な溶融漬浸被覆装備に関する。この場合には、ストリップ走行方向において放出ノズルの下流に配置されて電磁的に接触なしに貫通鋼ストリップに作用するコイルによって安定化力が検出されたストリップ位置に従ってストリップに及ぼされる。放出ノズルの領域におけるストリップ安定化を改良するために、この発明によると、放出ノズルからストリップ安定化部の作用線の間隔が間隔閾値より小さい値に調整され、その間隔閾値が要因ファイを考慮してストリップ幅の函数として検出され、その要因ファイがストリップ厚とストリップ張力の函数として算出される。 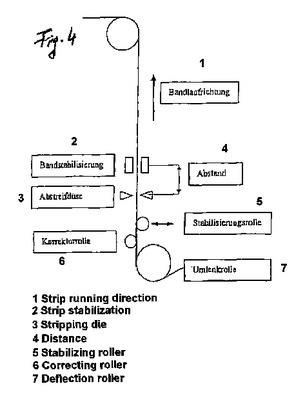 (もっと読む)
(もっと読む)
溶融亜鉛浴部材の表面被覆用材料とその製造方法並びにその部材
【課題】 耐亜鉛溶損性に優れた溶融亜鉛浴部材の表面被覆用材料とその製造方法並びにその部材を提供する。
【解決手段】 溶融亜鉛浴部材の表面に被覆層を形成する溶融亜鉛浴部材の表面被覆用材料であって、当該表面被覆層がWC粉末粒子と、そのバインダ金属がCoとNi,Al,Moの1種または2種以上とを含有させて、単一相を有する組織の合金で、かつWCとの酸性溶液中、または溶融金属雰囲気における浸漬電位の差が80mV以下である合金組織で構成される溶融亜鉛浴部材の表面被覆用材料とその製造方法並びにその部材。
(もっと読む)
被覆鋼帯のフレキシブルロール圧延のための方法
本発明は、板金部材を製造するための方法であって、熱延又は冷延鋼帯が溶融浸漬めっき又は電解めっきされ、めっきされた熱延又は冷延鋼帯はフレキシブルロール圧延処理され、フレキシブルロール圧延処理中、異なるロール圧力によって、鋼帯が肉厚の異なる板金となるようにフレキシブルロール圧延され、めっき時に、前記フレキシブルロール圧延後の板金肉厚に対応して、また、前記フレキシブルロール圧延時のロール圧力に対応して、異なる厚さのめっき層が形成され、その際、ロール圧力に応じ、ロール圧力の高まりが予測されると、めっき層厚さを厚く形成する処理、又は前記めっき層に対して、前フレキシブルロール圧延の前又は後に所望の放射率又は熱吸収率を付与するための機械的又は化学的表面処理、あるいはその両方の処理が施される。 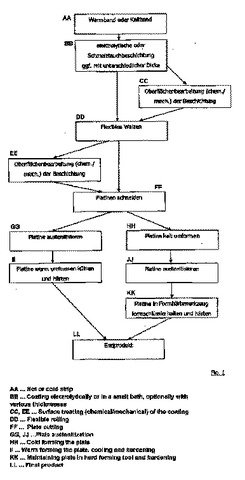 (もっと読む)
(もっと読む)
ワイピングノズル
【課題】搬送される帯鋼が振動して接触しても、ワイピング性能の低下を防止することができるワイピングノズルを提供する。
【解決手段】ワイピングノズル24の帯鋼Sと対向する鉛直面32に、帯鋼Sに向けてワイピングガスGを噴射する上スリット33a及び下スリット33bと、当該上スリット33a及び下スリット33bの開口部先端よりも帯鋼S側に突出する突出部34とを設けるようにした。
(もっと読む)
ガスワイピングノズル
【課題】危険性を伴うことなく、かつ、金属帯の品質への悪影響を及ぼすことがなく、ノズル肉厚の薄肉化に対応してコンパクトな構成でノズル表面を冷却して亜鉛等の金属詰まりを防止することができるガスワイピングノズルを提供する。
【解決手段】ガスワイピングノズルは、ガスワイピングノズル本体2と、このガスワイピングノズル本体2の先端部に設けられ、通電することによりガスワイピングノズル本体2の先端部の表面を冷却するペルチェ素子3とを具備する。
(もっと読む)
溶融めっき鋼板の製造方法及び装置
【課題】鋼板に反りが発生した場合でも、エッジオーバーコートやヒゲの発生を抑制して溶融めっきする方法を提供すること。
【解決手段】溶融めっき鋼板の製造において、鋼板表面にワイピングノズルからガスを吹き付けてめっきの付着量を制御する際、ワイピングノズルの端部の上下にそれぞれ補助ノズル設置し、上下補助ノズルから吹出されるガス流が、鋼板の表面とノズル先端との間の位置でワイピングノズルから吹出されるガス流と衝突するようにするとともに、上下補助ノズルから吹出されるガスのガス流量を、ワイピングノズルからのガス流量の1.5〜10倍とする。
(もっと読む)
メッキ付着量制御用圧縮空気の圧力制御方法および装置
【課題】 メッキ付着量制御用弁を高応答にすることにより、付着量変更時の付着量過不足部分を極力短くすること。
【解決手段】 コンプレッサーからの圧縮空気をレシーバータンクに溜め、そこから主管,分岐管を経て、ノズルヘッダーへ圧縮空気を供給する。PIC制御で、レシーバータンクの元圧、主管の一次圧力および分岐管の二次圧力を各々設定圧になるように制御する。また、鋼板の一方面および他方面に対して設けられた各々の二次圧力計の圧力値を平均し、該平均値と設定値との差の絶対値が設定値Xと等しいか、それより大か否か判断する。該ステップがNOなら、PIC制御を継続する。YESなら、PIC制御を切る。次に各弁に対して予め記憶させてある圧力に対する弁開度の関係線に基づいて、前記ステップ時での圧力値に対する弁開度を求め、該求められた弁開度になるように各弁の駆動源に信号を出力する。
(もっと読む)
液体コーティング装置
【課題】動力源を必要とせず、溶融金属が酸化してなるトップドロスを容易に除去することができる液体コーティング装置を提供することにある。
【解決手段】溶融金属Mに浸漬された後に引き上げられた帯板Sをワイパ11により当該帯板に付着する溶融金属の膜厚を調整して、前記帯板表面を処理する液体コーティング装置10であって、引き上げられる帯板Sを溶融金属Mの液面M1近傍にて包囲し、下端13aが溶融金属M内に配置される仕切具13と、ワイパ11の下方に配置される回収器15とを有し、回収器15により、ワイパ11にて除去された酸化物19やごみなどの不純物を含む溶融金属18を溶融金属Mの液面M1より上方にて回収し、仕切具13の外側に排出するようにした。
(もっと読む)
ガスワイピング装置
【課題】
本発明は、鋼板の表面に溶融亜鉛等の溶融金属をメッキする鋼板の溶融金属メッキ設備のうち1つであるガスワイピング装置(gas wiping apparatus)を提供する。
【解決手段】
本発明のガスワイピング装置において、高圧ガスが供給されるチャンバーは内部に多段の均圧空間を備える。リップ支持ユニットは高圧ガスが通過され上記チャンバーの前方に連係設置され、リップ支持ユニットは荷重が加わる装置を支持する。上、下部リップが上記リップ支持ユニットの前方に互いが吐出口を形成するように連係設置される。上記上部リップは下部リップと互いが吐出口の間隙を調整し、安定的にガス吐出を調整しながら上記リップ支持ユニットに簡単に装着することができる。また、別途の補助ノズルなしに鋼板エッジのオーバーメッキが解消できる上、チャンバーとリップの間の空間に多段の均圧空間を形成されて高圧ガス吐出プロファイルによるより均一な高圧ガスの吐出が可能なため、本発明では鋼板のメッキ品質が向上する。
(もっと読む)
溶融亜鉛めっきワイピングノズル装置およびそれを用いた溶融亜鉛めっき装置
【課題】めっき処理後における表面処理のさざ波現象の発生を防止することを特徴とする溶融亜鉛めっきワイピングノズル装置およびそれを備えた溶融亜鉛めっき装置を提供することである。
【解決手段】一対の溶融亜鉛めっきワイピングノズル装置300a、300bにおいては、溶融された亜鉛に浸漬された鋼板200に対して供給管330から供給された気体がノズル口310から噴出される。供給管330とノズル口310との間に枝配管350が設けられ、その枝配管350の一端近傍に多孔質体340aが設けられる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】ガスワイピングノズルを用いてめっき付着量制御を行う際のスプラッシュの発生を抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】主ノズル部の上側又は/及び下側に副ノズル部を備え、主ノズル部の気体噴射方向に対して副ノズル部の気体噴射方向が傾斜するとともに、副ノズル部からは、主ノズル部から噴射される気体噴流よりも低速の気体噴流が噴射されるガスワイピングノズルを用い、該ガスワイピングノズルの少なくとも先端側部分の下面と鋼帯とのなす角度を60°以上とする。副ノズル部から所定の条件で気体を噴射することにより気体噴流による溶融金属の掻き取り力が向上するとともに、ガスワイピングノズル下面と鋼帯との角度を規制することでめっき掻き取り力がさらに向上するので、気体圧力を過剰に高めることなく溶融金属の掻き取りを適切に行うことができ、このためスプラッシュの発生が抑制される。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】スプラッシュによるめっき表面欠陥の発生とガスワイピングノズルのノズル詰まりを適切に抑え、高品質の溶融金属めっき鋼帯を安定して製造する。
【解決手段】溶融金属めっき浴から引き上げられる鋼帯の表面に、主ノズル部の上側および/または下側に副ノズル部を備えたガスワイピングノズルから気体を吹き付ける方法において、副ノズル部の気体噴射口を主ノズル部の気体噴射口に対して反鋼帯方向に5mm以上離間させるとともに、副ノズル部からの副気体噴流が主ノズル部からの主気体噴流との合流部で10m/s以上の流速となるよう、副ノズル部から気体を噴射する。副ノズル部から所定の条件で気体を噴射することにより気体噴流による溶融金属の掻き取り力が向上し、且つ副ノズル部の気体噴射口が主ノズル部の気体噴射口に対して反鋼帯方向に離間しているため、ノズル詰りの発生も抑えられる。
(もっと読む)
21 - 40 / 56
[ Back to top ]