
Fターム[4K029BD05]の内容
Fターム[4K029BD05]に分類される特許
321 - 340 / 979
硬質皮膜被覆部材およびその製造方法
【課題】良好な耐摩耗性および耐焼き付き性を有するとともに、基材への密着性および耐久性に優れた高硬度の硬質皮膜で被覆された硬質皮膜被覆部材およびその製造方法を提供する。
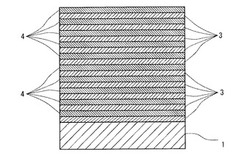
【解決手段】基材1上に略同一の厚さの応力緩和層3としてのクロム皮膜と略同一の厚さの硬質層4としての窒素含有クロム皮膜が交互に配置されるように複数のクロム皮膜と複数の窒素含有クロム皮膜が形成され、複数の窒素含有クロム皮膜の各々の厚さが200nm以下であり且つ複数のクロム皮膜の各々の厚さの1.2〜5倍である。応力緩和層3と硬質層4は、クロムターゲットを使用してスパッタリングする装置の処理室内で連続的に形成され、応力緩和層3を形成する際には、処理室内をアルゴンガス雰囲気にし、硬質層4を形成する際には、処理室内をアルゴンガスと窒素ガスを含む雰囲気にする。
(もっと読む)
硬質皮膜被覆部材およびその製造方法

【課題】良好な耐摩耗性および耐焼き付き性を有するとともに、基材への密着性および耐久性に優れた高硬度の硬質皮膜で被覆された硬質皮膜被覆部材およびその製造方法を提供する。
【解決手段】基材1上に下地層2としてクロム皮膜が形成され、この下地層2上に40nm以上の略同一の厚さの応力緩和層3としてのクロム皮膜と250nm以下の略同一の厚さの硬質層4としての窒素含有クロム皮膜が交互に配置されるように複数のクロム皮膜と複数の窒素含有クロム皮膜が形成されている。下地層2と応力緩和層3と硬質層4は、クロムターゲットを使用してスパッタリングする装置の処理室内で連続的に形成され、下地層2および応力緩和層3を形成する際には、処理室内をアルゴンガス雰囲気にし、硬質層4を形成する際には、処理室内をアルゴンガスと窒素ガスを含む雰囲気にする。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】基材と、基材上に形成された被覆膜とを備え、被覆膜は、Ti1-xCrxN(ただし、0≦x<0.3)からなるA層と、Ti1-yAlyN(ただし、0.3<y<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよびB層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となる表面被覆切削工具である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明は、基材と、基材上に形成された被覆膜とを備え、被覆膜は、Ti1-xNbxN(ただし、0<x<0.3)からなるA層と、Ti1-yAlyN(ただし、0.3<y<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよびB層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となる表面被覆切削工具である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明は、基材と、基材上に形成された被覆膜とを備え、被覆膜は、Ti1-x-yNbxSiyN(ただし、0≦x<0.3、0<y<0.3)からなるA層と、Ti1-zAlzN(ただし、0.3<z<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよびB層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となる表面被覆切削工具である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と、当該基材上に形成された被覆膜とを備え、被覆膜は、Ti1-x-yCrxSiyN(ただし、0<x<0.3、0<y<0.3)からなるA層と、Ti1-zAlzN(ただし、0.3<z<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよび前記B層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となることを特徴とする。
(もっと読む)
多層皮膜被覆部材
【課題】溶着現象を抑制した耐摩耗性及び耐高温酸化特性を持つ多層皮膜被覆部材を提供する。
【解決手段】基材2表面に硬質皮膜1を2層以上被覆した多層皮膜被覆部材において、該硬質皮膜1は外層である第1硬質皮膜4と、内層である第2硬質皮膜3を有し、該第1硬質皮膜4は、SiBNCO系であり、該第2硬質皮膜3は、金属成分がAl、Ti、Cr、Nb、W、Si、V、Zr、Moから選択される2種以上、非金属成分がNと、硼素、C、O、Sから選択される1種以上を有し、該第1硬質皮膜4の表層は、Si−C結合を示すピークから求めた面積をα、Si−O結合を示すピークから求めた面積をβとしたとき9≦α/β≦22、B−N結合を示すピークから求めた面積をXとし、B−O結合を示すピークから求めた面積をYとし、比をX/Yとしたとき、5≦X/Y≦12、であることを特徴とする多層皮膜被覆部材。
(もっと読む)
硬質皮膜形成部材
【課題】耐摩耗性に優れると共に、部材を再生使用するときに、損傷した硬質皮膜を容易に除去できるような除膜性に優れた硬質皮膜形成部材を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10aであって、硬質皮膜4は、組成がTivM1−v(CxNyOz)(ただし、Mは所定の元素、v、x、y、zは所定量の原子比)を満足するA層2と、組成がTivCrwM1−v−w(CxNyOz)(ただし、Mは所定の元素、v、w、x、y、zは所定量の原子比)を満足するB層3とを含み、A層2とB層3がこの順に交互に積層され、1層のA層2と、その上部の1層のB層3の積層構造を1単位としたときに、2単位以上の積層構造を有し、A層2の1層の厚みに対するB層3の1層の厚みの比率が2以上、A層2の1層の厚みが0.1〜3μm、B層3の1層の厚みが1〜10μm、B層3の厚みの合計が5μm以上であることを特徴とする。
(もっと読む)
物理蒸着機器及び方法
基板を支持する基板ホルダと、コーティング材料の広がり流れを放出するコーティング材料源とを備える基板を被覆するための物理蒸着装置。コーティング材料の広がり流れは、コーティング材料の発散部分とコーティング材料の指向部分とを含む。本装置は、さらに、コーティング材料源と動作可能に連係するように位置決めされたブラインダ手段であって、コーティング材料の指向部分がブラインダ手段から連続的に出て、略基板ホルダに向かって進むように、コーティング材料の広がり流れを受け止めて衝当させるためのブラインダ手段を備える。コーティング材料の指向部分は、コーティング材料の広がり流れより小さい広がりを呈する。 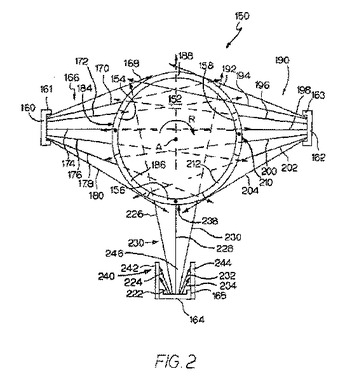 (もっと読む)
(もっと読む)
アーク蒸発のためのターゲットの使用および前記使用に適したターゲットの製造方法
本発明は、アーク蒸発による金属酸化物被膜層および/または金属窒化物被膜層のコーティング方法のためのターゲットの使用方法であって、前記ターゲットは前記ターゲットに使用された金属の融点よりも高い温度で操作することができ、かつ前記ターゲットは当該酸化物および/または窒化物が導電性をもたない金属から構成されている、使用方法に関する。さらに本発明は、アーク蒸発による金属酸化物被膜層および/または金属窒化物被膜層の製造のためのターゲットの使用であって、前記ターゲットは金属から構成されるマトリックスを有し、前記マトリックス中に前記金属の非導電性酸化物および/または窒化物が埋封されている、使用に関する。 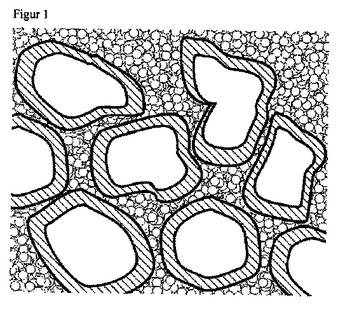 (もっと読む)
(もっと読む)
ウルトラナノ結晶ダイヤモンド膜積層体およびその製造方法
【課題】鉄系基材とこれにWを中間層にして積層したUNDLC膜との密着性を向上させ、積層体の耐摩耗性および耐熱性に優れたUNCD膜積層体およびその製造方法を提供する。
【解決手段】鉄系基材またはWC基材の表面に真空中で同軸プラズマジェットガンにより成膜したUNCD膜、このUNCD膜の上に水素中で同軸プラズマジェットガンにより成膜した第2のUNCD膜が積層されているUNCD膜積層体。鉄系基材1の場合、鉄系基材1の表面にW層2、このW層2の上に真空中で同軸プラズマジェットガンにより成膜した第1のUNCD膜3、このUNCD膜3の上に水素中で同軸プラズマジェットガンにより成膜した第2のUNCD膜4が積層されている。第1のUNCD膜のSP3結合は第2のUNCD膜より少なくする。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、組成式(Cr1−XAlX)N(ただし、原子比で、Xは0.40〜0.70)を満足するCrとAlの複合窒化物層からなり、かつ、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<110>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角を測定した場合に、小角粒界(0<θ≦15゜)の割合が50%以上であるような結晶配列を示すCrとAlの複合窒化物層で硬質被覆層を構成する。
(もっと読む)
切削工具
【課題】 高い耐欠損性と耐摩耗性を有する切削工具を提供する。
【解決手段】 立方晶窒化硼素(cBN)を70体積%以上含有するcBN焼結体からなる基体6の表面を被覆層7で被覆し、cBN焼結体は、粒径4〜6μmのcBN粗粒子と粒径0.5〜1.2μmのcBN微粒子とのcBN粒子の周囲を、少なくとも周期表4、5、6族金属から選ばれる1種以上の元素の炭化物と鉄族金属を含む結合相で結合してなり、被覆層7は、Ti1−a−b−c−dAlaWbSicMd(CxN1−x)(ただし、MはNb、Mo、Ta、Hf、Yから選ばれる1種以上、0.45≦a≦0.55、0.01≦b≦0.1、0.01≦c≦0.05、0.01≦d≦0.1、0≦x≦1)からなる切削工具1である。
(もっと読む)
多層皮膜被覆部材及びその製造方法
【課題】十分な耐熱性と耐摩耗性を備え、より過酷な切削環境においても皮膜の性能を十分に発揮できる密着強度を有する多層皮膜被覆部材及びその製造方法を提供する。
【解決手段】基材の表面に硬質皮膜を2層以上被覆した多層皮膜被覆部材において、該硬質皮膜は外層である第1硬質皮膜と、内層である第2硬質皮膜を有し、該第1硬質皮膜は、SiaBbNcCdOeであり、該第2硬質皮膜は、金属成分がAl、Ti、Cr、Nb、W、Si、V、Zr、Moから選択される2種以上、非金属成分がNと、硼素、C、O、Sから選択される1種以上を有し、該第1硬質皮膜と該第2硬質皮膜との界面から少なくとも500nmまでの該第1硬質皮膜を低酸素濃度域とし、該低酸素濃度域における酸素含有量を原子比でfとしたとき、0<f≦0.05、であることを特徴とする多層皮膜被覆部材。
(もっと読む)
すぐれた自己潤滑性を発揮する表面被覆切削工具
【課題】溶着性の高い被削材の切削加工で硬質被覆層がすぐれた自己潤滑性を発揮することにより、すぐれた耐摩耗性を示す表面被覆切削工具を提供する。
【解決手段】表面被覆切削工具の工具基体表面に、AlとTiの複合窒化物系硬質被覆層あるいはAlとCrの複合窒化物系硬質被覆層を介して、または、介さずに、組成式:Ni(C1−XNX)で表した場合、0.1≦X≦1.0(但し、Xは原子比)を満足するNiの炭窒化物層、窒化物層を蒸着形成する。
(もっと読む)
耐摩耗金属体の製造方法
【課題】耐摩耗性に優れた耐摩耗金属体の製造方法を提供する。
【解決手段】炭化タングステン粒子21を結合相22によって結合してなる超硬合金2の表面を酸によってエッチングして結合相22の一部を除去したエッチング表面を形成するエッチング工程と、その後、チャンバー内に超硬合金2と共に配置した銅ターゲットに電子ビームを照射することによって銅をガス化し、ガス化した銅をエッチング表面において液化させて炭化タングステン粒子21の粒界に含浸させる銅含浸工程とを行う。これにより、超硬合金2の表面に、炭化タングステン粒子21が銅23によって結合された改質表層113を形成する。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、組成式(Al1−X TiX )N(ただし、原子比で、Xは0.40〜0.60)を満足するAlとTiの複合窒化物層からなり、かつ、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<110>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角を測定した場合に、小角粒界(0<θ≦15゜)の割合が50%以上であるような結晶配列を示すAlとTiの複合窒化物層で硬質被覆層を構成する。
(もっと読む)
硬質皮膜被覆切削工具
【課題】本願発明の課題は、高硬度を維持しつつ残留圧縮応力の低減化を図り、硬質皮膜層1、2の密着強度を改善して硬質皮膜被覆切削工具の長寿命化を図る。
【解決手段】本願発明は、超硬合金を基材とする切削工具に硬質皮膜を被覆した硬質皮膜被覆切削工具において、表面側に硬質皮膜層1、基材側に硬質皮膜層2が被覆され、硬質皮膜層1は(AlaCr1−a)Nx、但し、0.5≦a≦0.75、0.9≦x≦1.1であり、硬質皮膜層2は(TibAl1−b)Ny、但し、0.4≦b≦0.6、0.9≦y≦1.1であり、X線回折における硬質皮膜層1の(200)面の格子定数をα1(nm)の時、0.411≦α1≦0.415であり、硬質皮膜層2の(200)面の格子定数をα2(nm)の時、0.413≦α2≦0.418、であることを特徴とする硬質皮膜被覆切削工具である。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、組成式Ti(C1−XNX)(ただし、原子比で、Xは0.40〜0.98)を満足するTiの炭窒化物層からなり、かつ、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<110>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角を測定した場合に、小角粒界(0<θ≦15゜)の割合が50%以上であるような結晶配列を示す改質Ti炭窒化物層で硬質被覆層を構成する。
(もっと読む)
表面被覆部材
【課題】 高い耐欠損性と耐摩耗性を有する表面被覆部材を提供する。
【解決手段】 硬質相2を結合相3で結合したサーメット基体4と、その表面を被覆する被覆層5とからなり、硬質相2が第1硬質相2aと第2硬質相2bとからなり、サーメット基体4の表面について、第1硬質相2aの平均粒径をasと第2硬質相2bの平均粒径をbsとの比率(bs/as)が2〜10、表面における硬質相2全体に対する第1硬質相2aが占める平均面積をAsと第2硬質相2bが占める平均面積をBsとの比率(Bs/As)が2〜10であり、被覆層5は、層厚が3.5〜10μmで、Ti1−a−b−c−dAlaWbSicMd(CxN1−x)(ただし、MはNb、Mo、Ta、Hf、Yから選ばれる少なくとも1種、0.45≦a≦0.55、0.01≦b≦0.1、0.01≦c≦0.05、0≦d≦0.1、0≦x≦1)からなる切削工具1等の表面被覆部材である。
(もっと読む)
321 - 340 / 979
[ Back to top ]