
Fターム[4K029CA13]の内容
Fターム[4K029CA13]に分類される特許
321 - 340 / 996
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速切削加工で、すぐれた耐欠損性と仕上げ面精度を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】立方晶窒化ほう素基超高圧焼結材料からなる工具基体の表面に、(Ti,Al)N層からなる硬質被覆層を蒸着形成した被覆cBN基焼結工具において、工具基体と上記硬質被覆層の間に、立方晶窒化ほう素基超高圧焼結材料の構成成分であるバインダーの非晶質層、非晶質ほう化チタン層、非晶質窒化珪素層の何れかからなる非晶質密着層を形成する。
(もっと読む)
垂直磁気記録媒体の製造方法
【課題】配向性改善による媒体特性の向上を図るとともに媒体の保磁力の向上を実現できる垂直磁気記録媒体の製造方法を提供する。
【解決手段】垂直磁気記録方式での情報記録に用いる垂直磁気記録媒体であって、基板上に少なくとも、非晶質の軟磁性層と、下地層と磁気記録層とを備える垂直磁気記録媒体の製造方法において、前記軟磁性層の上に、あるいは、該軟磁性層の上に形成した非晶質のシード層の上に、結晶性のシード層を、まずバイアスを印加せずに成膜し、引き続いてバイアスを印加しながら成膜する多段階成膜により形成する。
(もっと読む)
非晶質炭素被覆部材の製造方法
【課題】 非晶質炭素被覆部材において、基材をArイオンでエッチングした後に非晶質炭素膜を基材上に被覆する方法ではエッチング効果が低く、中間層を基材と非晶質炭素膜の間に形成する方法でも、機械部品や、切削工具、金型に対して実用可能な密着性が得られないという問題を有していた。
【解決手段】 基材に負のバイアス電圧を印加することにより、基材表面に周期律表第IIIa、IVa、Va、VIa、IIIb、IVb族元素から選択される1種以上の元素イオン、あるいは、該元素イオンとKr、Xe、CH4、C2H2、C2H4、C6H6、CF4から選択される1種以上のガスを少なくとも含む雰囲気ガスによるガスイオンを複数組み合わせて照射した後、基材上に非晶質炭素膜を被覆する。
(もっと読む)
硬質皮膜被覆部材およびその製造方法

【課題】従来、耐摩耗性、密着性といった機械的強度に優れるばかりではなく、耐高温酸化性、耐アルカリ性や離型性などの化学的安定性にも優れる硬質皮膜部材、および低コストで硬質皮膜の形成を可能とする硬質皮膜部材の製造方法は得られていなかった。
【解決手段】本発明の硬質皮膜被覆部材およびその製造方法においては、基材上に窒素含有クロム皮膜を形成し、次に前記窒素含有クロム皮膜を酸化させて前記窒素含有クロム被膜上にクロム酸化皮膜を形成する。前記基材上に前記窒素含有クロム皮膜を形成する前に、下地層として前記基材上にクロム皮膜を形成する。
(もっと読む)
表面被覆切削工具
【課題】耐チッピング性、耐摩耗性に優れ、被削材の仕上げ面精度にも優れ、高硬度鋼切削用として好適な、長期の使用にわたって優れた切削性能を発揮する表面被覆切削工具を提供すること。
【解決手段】立方晶窒化ほう素粒子を40〜70体積%含有し、残部は硬質分散相と結合相とからなる立方晶窒化ほう素基超高圧焼結材料製工具基体の表面に、0.5〜5.0μmの平均膜厚で、柱状に成長した立方晶窒化ほう素の含有割合が30〜60面積%である窒化ほう素膜を蒸着してなる表面被覆切削工具。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速重切削加工で、すぐれた耐摩耗性、耐欠損性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】cBN含有量が70容量%以上であるcBN基超高圧焼結材料からなる工具基体の表面に、下部層、中間層および上部層からなる硬質被覆層を蒸着形成し、下部層はTiB2層、中間層は、組成式:Ti1−X−YBXNYで表した場合、0.15≦X≦0.60、0.05≦Y≦0.35、0.50≦X+Y≦0.65(X、Yは原子比)を満足する平均組成を有し、さらに、下部層側から上部層側へ向うにしたがって、Xの値は次第に減少、Yの値は次第に増加する傾斜組織を有するTiB2相とTiN相との2相混合層、上部層は、組成式:(Ti1−YAlY)N層で表した場合、Yは0.3〜0.65(原子比)であるTiとAlの複合窒化物層、で構成する。
(もっと読む)
垂直磁気記録媒体の製造方法
【課題】従来は必須とされてきたシード層を設けなくてもRu下地層の好適な配向制御を可能とし、シード層を省けることで製造工程の短縮、コスト低減を実現できる垂直磁気記録媒体の製造方法を提供する。
【解決手段】垂直磁気記録に用いる磁気記録媒体であって、基板上に、少なくとも軟磁性層と下地層と磁気記録層とを備える垂直磁気記録媒体の製造方法において、前記軟磁性層を成膜した後、該軟磁性層の上に他の層を介さずに直接、バイアスを印加しながらルテニウム(Ru)又はその化合物からなる下地層を成膜する。
(もっと読む)
高温を生じる金属切削用途のためのコーティングされた切削工具
本発明は、超硬、サーメット、セラミックス、高速度鋼(HSS)、多結晶ダイヤモンド(PCD)又は多結晶立方晶窒化ホウ素(PCBN)の本体を含み、硬質でかつ耐摩耗性のコーティングが適用されて、陰極アーク蒸発又はマグネトロンスパッタリングなどの物理気相成長(PVD)によって成長される切削工具インサートに関する。このコーティングは、(ZrxAl1-x)Nyの少なくとも1つの層を含み、0.45<x<0.85及び0.90<y<1.30であり、0.5〜10μmの厚さを有する。当該層は、単一立方晶相又は六方晶相と立方晶相の混合物からなるナノ結晶微細構造を有する。このインサートは、高温を生じる金属切削用途において特に有用であり、改善されたクレーター摩耗抵抗性を有する。  (もっと読む)
(もっと読む)
積層皮膜および積層皮膜被覆部材
【課題】面圧が2.0GPa以上と高面圧下で使用される部材(特には、摺動部材)の表面に形成した場合であっても、優れた耐久性を発揮する積層皮膜を提供する。
【解決手段】金属元素の炭化物、ほう化物、および炭ほう化物よりなる群から選択される1以上の化合物からなり、ナノインデンテーション法で測定される硬度(以下、「ナノインデンテーション硬度」という)が20GPa以上35GPa以下で、かつ膜厚が5μm以上10μm以下である中間層2と、前記中間層上に形成され、ナノインデンテーション硬度が25GPa以上35GPa以下で、かつ膜厚が0.3μm以上1.0μm以下であるダイヤモンドライクカーボン膜3とを備えていることを特徴とする積層皮膜。
(もっと読む)
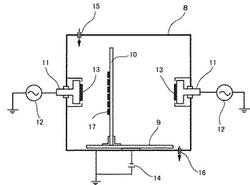
プラズマ処理装置
プラズマ処理装置は、プロセスチャンバと、プロセスチャンバの内部に配され、ワークを支持するプラテンと、ワークの前面に隣接するプラズマシースを有するプラズマを、プロセスチャンバの内部に発生させるように構成されたプラズマ源と、インシュレーティング調整部とを備える。インシュレーティング調整部は、プラズマとプラズマシースとの間の境界の形状の一部がプラズマに対向するワークの前面によって形成される面と平行にならないように、境界の形状を制御する。プラズマとプラズマシースとの間の境界の形状を制御することで、ワークに衝突する粒子の入射角の範囲を広げることができる。 (もっと読む)
巻取り式蒸着装置及び巻取り式蒸着方法並びにバリアフィルム
【課題】フィルム基材の帯電現象による問題を回避しながら、電子ビーム加熱による蒸発物質の蒸着を可能にし、巻取り走行されるフィルム基材に損傷のないバリア性薄膜を安定に成膜できるようにした巻取り式蒸着装置及び巻取り式蒸着方法並びにバリアフィルムを提供する。
【解決手段】電子ビーム19により加熱されて蒸発する蒸発物質を、巻取り走行されるフィルム基材12に蒸着してガスバリア性の薄膜を形成する巻取り蒸着装置において、表面にガスバリア性薄膜を蒸着させたフィルム基材12を、成膜ロール15から剥離直前に加熱する加熱手段と、成膜ロール15に正の電位を印加して、巻出し・巻取り室20内でフィルム基材12が成膜ロール15から剥離された後の、フィルム基材12と成膜ロール15との間にプラズマ27を発生させる電位印加手段とを備える。
(もっと読む)
高速切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具
【課題】高速切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)下部層として、組成式:(Ti1−αAlα)Nあるいは組成式:(Ti1−α−βAlαMβ)N(但し、Mは、Tiを除く周期律表4a,5a,6a族の元素、Si、B、Yのうちから選ばれた1種又は2種以上の添加成分を示し、原子比で、0.45≦α≦0.75、0.01≦β≦0.25)を満足するTiとAl(とM)の複合窒化物層、(b)上部層として、組成式:(Cr1−γYγ)O(但し、原子比で、0.01≦γ≦0.1)を満足するCrとYの複合酸化物層、上記(a)、(b)からなる硬質被覆層を形成した表面被覆切削工具。
(もっと読む)
溶損防止用被覆部材
【課題】すぐれた耐溶損性を有するだけでなく、繰り返し熱衝撃に対する耐性を備えることによって長寿命化し、更に、表面層がその劣化を目視で把握できるような特殊な色を呈する溶損防止用被覆部材を提供する。
【解決手段】溶湯アルミと接触することによって溶損する鉄系材料等の母材に適用する被覆部材を、該母材上に、最下層のCr金属膜と、そのうえに積層するCrN膜からなるb層、上記b層及び下記a層をとを交互に積層した積層膜からなる中間層、及びTiSiN膜からなるa層を順次積層することにより構成する。
(もっと読む)
耐熱性、耐久性に優れる耐摩耗性工具部材
【課題】快削鋼等の切削工具として好適な、耐熱性、耐久性に優れる耐摩耗性工具部材を提供する。
【解決手段】工具基体上に、工具基体表面側から順に、TiN硬質膜、Al含有ダイヤモンドライクカーボン膜およびAl2O3膜を形成した耐摩耗性工具部材において、Al含有ダイヤモンドライクカーボン膜におけるAl含有割合は、5〜30原子%であって、望ましくは、Al含有ダイヤモンドライクカーボン膜が、TiN硬質膜との界面部分では5〜15原子%、Al2O3膜との界面部分では20〜30原子%のAlを含有し、さらに、該Al含有ダイヤモンドライクカーボン膜中におけるAl含有割合は、TiN硬質膜側からAl2O3膜側へ向かうにしたがって次第に増加する傾斜組成を有する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、下部層と上部層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、下部層は薄層Aと薄層Bの交互積層からなり、また、上部層は薄層Aと薄層Cの交互積層からなり、さらに、上記薄層Aは、(Cr,Al)N層あるいは(Cr,Al,Si)N層のいずれか、上記薄層Bは、(Ti,Al)N層あるいは(Ti,Al,Si)N層のいずれか、また、上記薄層Cは、(Ti,Si)N層からなる。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、下部層と上部層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、下部層は薄層Aと薄層Bの交互積層からなり、また、上部層は薄層Aと薄層Cの交互積層からなり、さらに、上記薄層Aは、(Ti,Al)N層あるいは(Ti,Al,Si)N層のいずれか、上記薄層Bは、(Cr,Al)N層あるいは(Cr,Al,Si)N層のいずれか、また、上記薄層Cは、(Ti,Si)N層からなる。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速切削加工で、すぐれた耐摩耗性を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】cBN含有量が70容量%以上であるcBN基超高圧焼結材料からなる工具基体の表面に、下部層、中間層および上部層からなる硬質被覆層を蒸着形成し、下部層は、組成式:B1−X−YCXNYで表した場合、X=0.05〜0.3、Y=0.1〜0.4(X、Yは原子比)を満足するB、CおよびNの複合化合物層、中間層はB4C層、上部層は、組成式:(Ti1−ZAlZ)N層で表した場合、Z=0.3〜0.65(Zは原子比)であるTiとAlの複合窒化物層、で構成する。
(もっと読む)
すぐれた切屑排出性を示す表面被覆切削工具
【課題】ナノサイズの表面平滑性を備え、すぐれた切屑排出性を示す表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、幅10〜100nm、高さ0.2〜2μmの柱状晶を有し、さらに、原子間力顕微鏡により表面形状を測定した場合、幅10〜100nm、高さ20nm以下の均一な凹凸を有し、かつ、1μm×1μmの領域における平均面粗さを測定した場合、5nm以下の平均面粗さを有するTiN層からなる硬質被覆層を蒸着形成する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、薄層Aと薄層Bと薄層Cの積層構造からなり、かつ、薄層Bと薄層Cが薄層Aを介して交互に積層されてなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、(Ti,Al)N層あるいは(Ti,Al,Si)N層のいずれか、薄層Bは、(Cr,Al)N層あるいは(Cr,Al,Si)N層のいずれか、また、上記薄層Cは、(Ti,Si)N層からなる。
(もっと読む)
溶着生の高い被削材の重切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具
【課題】溶着性の高い被削材の重切削加工で硬質被覆層がすぐれた耐ピッチング性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットからなる工具基体の表面に、(a)下部層として、平均層厚2〜10μmのAlとTiとSiの複合窒化物層、(b)上部層として、1〜3μmの平均層厚を有し、上部層全体における平均組成を、組成式:(Al1−XSiX)2O3で表した場合、0.01≦X≦0.3(但し、X値は原子比)を満足し、かつ、上部層におけるSi含有割合は、下部層側から上部層表面に向かって減少する傾斜組成を有し、しかも、上部層表面におけるSi含有割合を示すXsurf値が、0≦Xsurf≦0.05(但し、Xsurf値は原子比)を満足する組成傾斜型のAlとSiの複合酸化物層、を蒸着形成する。
(もっと読む)
321 - 340 / 996
[ Back to top ]