
Fターム[4K030BA28]の内容
CVD (106,390) | 皮膜材質 (16,728) | 非金属成分を含む皮膜 (2,873) | C (1,040) | ダイヤモンド状C (580)
Fターム[4K030BA28]に分類される特許
121 - 140 / 580
単結晶ダイヤモンド・エアギャップ構造体及びその作製方法
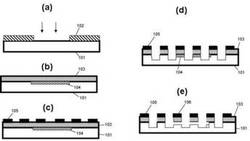
【課題】ナノおよびマイクロマシン(N/MEMS)デバイスに単結晶ダイヤモンドを利用することは困難であり、報告例がなかった。それは、犠牲層である酸化物上に単結晶ダイヤモンドを成長させることが困難なためである。従来技術では、犠牲層酸化物上に多結晶或いはナノダイヤモンドを作製することによって、カンチレバー等を作製しているが、機械性能、振動特性、安定性及び再現性は不十分であった。
【解決手段】本発明は、ダイヤモンド基板101内の高濃度イオン注入領域がグラファイトに改質されることを利用し、改質されたグラファイト層104を犠牲層として電気化学エッチング除去し、その上に遺されたダイヤモンド層を可動構造体とする。作製されたカンチレバー106は高い周波数の共鳴振動を示した。単結晶ダイヤモンドを使用することによって、N/MEMSデバイスの機械性能、安定性および電気特性を改良することができる。
(もっと読む)
耐欠損性にすぐれたダイヤモンド被覆工具
【課題】ダイヤモンド皮膜がすぐれた耐欠損性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】超硬合金焼結体からなる工具基体表面に、ダイヤモンド皮膜を形成したダイヤモンド被覆工具において、ダイヤモンド結晶粒の結晶方位について、表面研磨面の法線方向に対して<111>、<110>がなす傾斜角の分布および表面研磨面の法線と直交する方向に対して<111>、<110>がなす傾斜角の分布を求めた場合、それぞれが半価幅10度以内のピークを示すような二軸配向ドメインが、ダイヤモンド結晶粒全面積の20%以上存在する。
(もっと読む)
複合硬質皮膜部材及びその製造方法

【課題】DLC膜を成膜した非鉄金属材料部材の腐食を抑制できる複合硬質皮膜部材を提供する。
【解決手段】本発明の一態様は、非鉄金属材料からなる被成膜部材2と、前記被成膜部材の表面に形成された酸化珪素膜7と、前記酸化珪素膜上に形成された炭素含有珪素膜8と、前記炭素含有珪素膜上に形成されたダイヤモンドライクカーボン膜9とを具備することを特徴とする複合硬質皮膜部材である。
(もっと読む)
フッ素含有炭素材料の製造方法
【課題】より高性能なフッ素含有炭素材料(CF材料)を製造する方法および/またはより生産性の高いCF材料製造方法を提供する。
【解決手段】以下の工程:(A)所定の雰囲気ガス中において、基材60に向けて加速されたガス粒子を衝突させつつ、FとCを含む原料ガスを基材60上に堆積させて堆積物を形成する工程;および、(B)所定の雰囲気ガス中において、FとCを含む被処理材の表面に、該表面に向けて加速されたガス粒子を衝突させる処理を施す工程;の少なくとも一方を包含するCF材料製造方法が提供される。上記所定の雰囲気ガスは、H2Oを添加して調製された雰囲気ガスおよび/またはH2Oを主成分とする雰囲気ガスである。
(もっと読む)
コーティング前処理方法、ダイヤモンド被膜のコーティング方法、および脱膜処理方法
【課題】ブラスト処理が困難な凹凸の大きい複雑な表面やアスペクト比の大きな穴内面などに対しても適切に表層部を除去して内部の略均一な組織を露出させ、高い付着強度でダイヤモンド被膜をコーティングできるようにする。
【解決手段】ステップS1のコーティング前処理では、酸素プラズマにより基材12の表面を酸化させるとともに、超音波洗浄でその酸化物を除去するため、本焼結の際に形成される焼結肌が適切に除去され、その上に形成されるダイヤモンド被膜18の付着強度が向上する。ステップS1−1の酸化処理では、基材12に負のバイアス電圧を印加するため、基材12の表面に沿って高密度の酸素プラズマが略均一に生成され、アスペクト比の大きな穴内面16に対しても適切に酸化処理が施され、穴内面16を含む基材12の表面全域において焼結肌が短時間で適切に除去される。同様の処理でダイヤモンド被膜18の脱膜処理を行うこともできる。
(もっと読む)
高配向ダイヤモンド膜の製造方法
【課題】表面に結晶粒界がない高配向ダイヤモンド膜を、一定の形状及び寸法で規則的に配列することができ、意図せぬ方位の結晶が発生しないようにした低コストの高配向ダイヤモンド膜の製造方法を提供する。
【解決手段】(001)オフ面基板上に、[100]方向に成長するように、第1の高配向ダイヤモンド膜1を成長させる。次いで、格子状のマスク2を第1の高配向ダイヤモンド膜1上に形成し、その後、平坦化膜としての第2の高配向ダイヤモンド膜をステップフロー成長により成長させる。その後、マスクを除去する。
(もっと読む)
DLC膜被覆部材およびその製造方法
【課題】電気クロムめっき膜をアンダーコートとしてその上に積層される高品質DLC膜の密着性を向上させること、とくに膨れ現象を発生させることのないDLC膜被覆部材とそれの製造方法を提案することにある。
【解決手段】金属製基材と、その表面に被覆形成された、被熱処理電気クロムめっき膜と、そのめっき膜表面に被覆形成されたDLC膜とからなるDLC膜被覆部材およびその製造方法。
(もっと読む)
DLC膜被覆部材およびその製造方法
【課題】炭素共析型電気Crめっき膜をアンダーコートとしてその上に積層される高品質DLC膜の密着性を向上させること、とくに膨れ現象を発生させることのないDLC膜被覆部材とそれの製造方法を提供する。
【解決手段】金属製基材と、その表面に被覆形成された、被熱処理炭素共析型電気クロムめっき膜と、その被熱処理炭素共析型電気クロムめっき膜表面に被覆形成されたDLC膜とからなるDLC膜被覆部材およびその部材の製造方法。
(もっと読む)
ダイヤモンド薄膜及びその製造方法
【課題】積層欠陥及び貫通転位の密度が十分に低いダイヤモンド薄膜構造とその製造方法を提供する。
【解決手段】本発明のダイヤモンド薄膜構造は、基板と、基板の主方位面の一部を覆うマスク材と、基板の主方位面の表面からエピタキシャル成長するダイヤモンド薄膜とで構成されるダイヤモンド薄膜構造であって、ダイヤモンド薄膜は、マスク材の上に形成され、ダイヤモンド薄膜の結晶方位は基板の結晶方位とそろっており、基板の主方位面の一部にストライプ状の溝が形成され、マスク材は、ストライプ状の溝を覆うように配置されている。
(もっと読む)
光学品質のダイヤモンド材料
【課題】光デバイス若しくは素子中に、又は光デバイス若しくは素子として、使用するのに適したCVD単結晶ダイヤモンド材料を提供する。
【解決手段】低く均一な複屈折性、均一で高い屈折率、歪みの関数としての低い誘起複屈折性又は屈折率変動、低く均一な光吸収、低く均一な光散乱、高い光(レーザ)損傷閾値、高い熱伝導率、高度な平行度及び平坦度を有しながら高度の表面研磨を示す加工性、機械的強度、磨耗抵抗性、化学的不活性等の特性の少なくとも1つを示すCVD単結晶ダイヤモンド材料であって、前記CVD単結晶ダイヤモンド材料の製造方法は実質上結晶欠陥のない基板を提供するステップと、原料ガスを提供するステップと、原料ガスを解離して、分子状窒素として計算して300ppb〜5ppmの窒素を含む合成雰囲気を作るステップと、実質上結晶欠陥のない前記表面上にホモエピタキシャルダイヤモンドを成長させるステップとを含む。
(もっと読む)
ピストンリング
【課題】高面圧が外周摺動面に加わった場合であっても、硬質炭素膜の剥離を著しく低減できるピストンリングを提供する。
【解決手段】ピストンリング基材1と、ピストンリング基材1の少なくとも外周摺動面に設けられた下地膜2と、下地膜2上に設けられた厚さ1μm以上7μm以下の硬質炭素膜3とを有する。第1のピストンリング11は、その下地膜2が、ピストンリング基材1上に設けられたCr膜2aと、Cr膜2a上に設けられたCr−N膜2bとからなるように構成し、第2のピストンリング12は、その下地膜2が、ピストンリング基材1上に設けられた第1Cr膜2aと、第1Cr膜2a上に設けられたCr−N膜2bと、Cr−N膜2b上に設けられて硬質炭素膜3の厚さを100としたときの厚さが2〜5の範囲の第2Cr膜2cとからなるように構成する。
(もっと読む)
ダイヤモンド被覆超硬合金製切削工具
【課題】工具基体表面に対し、すぐれた密着性を有し、CFRP、Al合金等の難削材の高速切削加工で、すぐれた耐剥離性、耐摩耗性を発揮するダイヤモンド被覆超硬合金製切削工具を提供する。
【解決手段】超硬合金からなる工具基体表面に、WC層からなる下地層とダイヤモンド層からなる上部層とを蒸着形成したダイヤモンド被覆超硬合金製切削工具において、電界放出型走査電子顕微鏡を用いて、下地層、上部層の各結晶粒の(111)面の法線が基体表面の法線に対してなす傾斜角を測定し、傾斜角度数分布グラフを作成した場合、WC層については、0〜10度の範囲内の傾斜角区分に最高ピークが存在し、かつ、該角度範囲内に存在する度数の合計が、度数全体の70%以上の割合を占め、また、ダイヤモンド層については、0〜10度の範囲内の傾斜角区分に最高ピークが存在し、かつ、該角度範囲内に存在する度数の合計が、度数全体の80%以上の割合を占める。
(もっと読む)
合成CVDダイヤモンド
合成環境内にて基板上でダイヤモンド材料を合成するための化学蒸着(CVD)方法であって、以下の工程:基板を供給する工程;原料ガスを供給する工程;原料ガスを溶解させる工程;及び基板上でホモエピタキシャルダイヤモンド合成させる工程を含み;ここで、合成環境は約0.4ppm〜約50ppmの原子濃度で窒素を含み;かつ原料ガスは以下:a)約0.40〜約0.75の水素原子分率Hf;b)約0.15〜約0.30の炭素原子分率Cf;c)約0.13〜約0.40の酸素原子分率Ofを含み;ここで、Hf+Cf+Of=1;炭素原子分率と酸素原子分率の比Cf:Ofは、約0.45:1<Cf:Of<約1.25:1の比を満たし;原料ガスは、存在する水素、酸素及び炭素原子の総数の原子分率が0.05〜0.40で水素分子H2として添加された水素原子を含み;かつ原子分率Hf、Cf及びOfは、原料ガス中に存在する水素、酸素及び炭素原子の総数の分率である、方法。 (もっと読む)
厚膜DLC被覆部材およびその製造方法
【課題】DLC膜の諸性質を、それぞれの用途における要求特性などに応じて、二次的に改質することを目的とするものである。
【解決手段】基材の表面に、膜厚3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である微粒子の堆積層からなるものであって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRPあるいはAl合金等の難削材の高速切削加工において、すぐれた耐摩耗性を長期にわたって発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 WCと少なくともCoを含有するWC基超硬合金からなる工具基体の表面に、5〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具であって、ダイヤモンド皮膜の膜厚方向に平行な断面で見た場合、工具基体の表面から5〜200μmの幅で膜厚方向にグラファイト相が成長して形成され、好ましくは、工具基体の表面で50〜300μmのピッチで格子状に形成され、かつ、膜厚方向に成長させたグラファイト相の形成長さは、ダイヤモンド皮膜の膜厚より短く、ダイヤモンド皮膜の表面は全てダイヤモンド相で構成されている。
(もっと読む)
プラズマ発生装置
【課題】高密度プラズマを発生させるプラズマ発生装置を提供する。
【解決手段】円筒形電極1を有する円筒チャンバー部と、前記円筒チャンバー部を、ガス導入口10を有する第1チャンバー室2と、ガス排出口11を有する第2チャンバー室3とに仕切るように、前記円筒チャンバー部に配置されたオリフィス4と、前記第2チャンバー室内において前記円筒形電極の中心軸に設置されている棒状電極と、前記第1チャンバー室において設置された、前記円筒形電極とは異なる電位を印加できるサブ電極6とを具備したプラズマ発生装置において、前記円筒形電極と棒前記状電極の間に電界を印加しプラズマを発生させ、さらに、前記円筒形電極と前記サブ電極間に電界を印加してプラズマを発生させ、前記第1チャンバー室と前記第2チャンバー室のプラズマ領域が前記オリフィスの穴を通して接続している。
(もっと読む)
厚膜DLC被覆部材およびその製造方法
【課題】DLC膜の諸性質を、それぞれの用途における要求特性などに応じて、成膜後に改質し用途適正を向上させてなるDLC被覆部材とそれの有利な製造方法を提供する。
【解決手段】基材の表面に、膜厚3μm超の厚膜DLCを被覆してなる部材において、この部材表面における厚膜DLCを、水素が13〜30原子%で残部が炭素からなり、かつ共析金属微粒子を含む微粒子堆積層とし、この層の残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜にて形成する。
(もっと読む)
ダイヤモンド被覆部材
【課題】ダイヤモンド膜の耐剥離性を高めた、金型等として用いられるダイヤモンド被覆部材を提供する。
【解決手段】鉄鋼材料からなる母材表面に、中間層を介して、0.5〜5μmの膜厚のダイヤモンド膜が被覆形成されたダイヤモンド被覆部材であって、前記母材の表面は、Ra:0.5〜3μmで、かつ、Rz:5μm以下である表面粗さを有し、また、前記中間層は、Rz:5μm以下の表面粗さを有し、かつ、その熱膨張係数が、ダイヤモンド膜の熱膨張係数以上であって7.8×10−6/K以下であるSiC、AlN、Si3N4等の材質で構成される。
(もっと読む)
エッジ部を有するワークの浸炭方法
【課題】エッジ部を有する各種ワークをプラズマ浸炭方法で浸炭を行う際、エッジ部と平坦部との炭素濃度の差が小さく、冷却時にエッジ部に生じる網状の炭化物の生成を抑制し、さらに特許文献1に記載の方法における課題も同時に解決すること。
【解決手段】真空炉内に、エッジ部を有するワークを収容し、該真空炉内に浸炭性ガスを供給してグロー放電するプラズマ浸炭処理(浸炭処理工程)を施した後、引き続きアルゴンに代表される不活性ガスを含む中性あるいは還元性のガスプラズマ処理によりワーク表面層の炭素をワーク内部に拡散させる工程(拡散工程)を有することを特徴とする、エッジ部を有するワークの浸炭方法。
(もっと読む)
耐剥離性と耐摩耗性にすぐれたダイヤモンド被覆工具
【課題】難削材の高速切削加工において、すぐれた耐剥離性、耐摩耗性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】 WC基超硬合金からなる基体表面に、結晶性が相異なるA層とB層の2種のダイヤモンド膜が交互積層されたダイヤモンド被覆工具であって、ラマン分光分析による1333±5cm−1のピーク最大値I1と、1400〜1600cm−1のピーク最大値I2の比の値は、A層では0.7<I2/I1<0.9、また、B層ではI2/I1<0.6であり、さらに、基体側においては、A層の合計層厚LaとB層の合計層厚Lbは、0.6≦La/(La+Lb)、また、ダイヤモンド被覆表面側におけるそれは0.6≦Lb/(La+Lb)を満足し、さらに、場合により、ダイヤモンド被覆表面側のB層は、(110)または(111)に配向性を有する。
(もっと読む)
121 - 140 / 580
[ Back to top ]