
Fターム[4K034BA03]の内容
熱処理一般;主に搬送、冷却 (3,884) | 被処理物 (521) | 形状 (329) | 長尺材 (66)
Fターム[4K034BA03]に分類される特許
1 - 20 / 66
鋼部材の冷却方法
【課題】鋼部材を、複雑な構成の装置を用いることなく冷却水の膜沸騰の影響を抑制し、均一に冷却することが可能であり、鋼部材の変形や表面割れ、内部割れの発生を抑制するとともに、所望の組織への制御が可能である方法を提供する。
【解決手段】冷却水槽中に収容された冷却水に鋼部材を浸漬する鋼部材の冷却方法であって、前記冷却水として可溶性ガスを溶解させたものを用い、前記鋼部材を冷却している間における前記冷却水中の可溶性ガスの濃度は、前記冷却水中において前記鋼部材の表面で生成した水蒸気膜を、前記冷却水中から発泡した前記可溶性ガスで破裂させることが可能な濃度とすることを特徴とする鋼部材の冷却方法。前記可溶性ガスは炭酸ガスであることが好ましく、前記冷却水中の炭酸ガスの濃度は、前記冷却水のpHの測定値に基づいて調整することが好ましい。
(もっと読む)
熱処理鋼材又は曲げ部材の製造装置及び製造方法

【課題】閉じた横断面形状を有するとともに軸方向へ搬送される鋼材を、長手方向及び/又は周方向への加熱温度の変動を抑制しながら加熱して、熱処理鋼材を製造する。
【解決手段】長手方向の第1の端部17aを先頭として長手方向へ送られる鋼管17の外面17cから離間して第1の位置Aに配置され、鋼管17をAc3点以上に加熱する誘導加熱コイル12aと、第1の位置Aよりも鋼管17の送り方向の下流の第2の位置Bで鋼管17の外面17cに冷却水13bを吹き付けることによって、誘導加熱コイル12aによる鋼管17の加熱位置P1と冷却水13bの鋼管17への吹き付け位置P2との間に赤熱部17dを形成しながら、鋼管17を焼入れる冷却機構13と、赤熱部17dの温度測定機構14と、温度測定機構14の測定結果に基づいて、誘導加熱コイル12aへの電力の投入量をフィードバック制御する投入電力制御機構15とを備える製造装置10である。
(もっと読む)
長尺鋼材の焼入れ方法
【課題】安価な熱処理設備で、長尺の鋼材における周方向の焼入れ硬さの均一化を達成する方法の提供である。
【解決手段】この焼入れ方法は、長尺の鋼材8を加熱する工程と、加熱された鋼材8を搬送しつつ、この鋼材8に冷却剤を噴射して冷却する工程と、を含む。この冷却剤の噴射速度Vが1m/sを超え30m/s以下であり、噴射角度θが5°以上35°以下である。好ましくは、冷却剤の噴射速度Vが1m/sを超え10m/s以下であり、噴射角度θが15°以上35°以下である。好ましくは、冷却剤の噴射速度Vが10m/sを超え20m/s以下であり、噴射角度θが10°以上30°以下である。好ましくは、冷却剤の噴射速度Vが20m/sを超え30m/s以下であり、噴射角度θが5°以上25°以下である。
(もっと読む)
ラックバーの焼入治具
【課題】焼入に必要な各部材をベースに一体化してユニット化することにより、各種ラックバーの焼入に容易に対応できて焼入作業の段取り時間の短縮化が図れると共に、ラックバーの種類に係わらず、焼入精度の均一化を図ることが可能なラックバーの焼入治具を提供する。
【解決手段】ラックバーの長手方向に沿って所定間隔で対向配置されラックバーの歯面もしくは背面が接触可能な一対の通電電極部材と、該一対の通電電極部材の下部を支持すると共にそれぞれ端子部が設けられた一対の導電部材と、ラックバーの略両端部を支持する支持部材と、一対の接触電極間に配置された冷却水噴射部材と、を備え、これらの各部材が、平面視略長方形状の板状に形成され高周波焼入装置の治具セット台に位置決め状態で着脱可能なベース上に一体的に配置されてユニット化されていることを特徴とする。
(もっと読む)
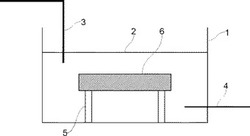
長尺中空部品の水冷装置
【課題】小径の長尺中空部品について、水冷時における部品の内外周間の冷却速度差を十分小さくして、残留応力が抑えられ機械的性質に優れた長尺中空部品を得る。
【解決手段】冷却水槽内に貯留された冷却水の液面La近傍上方に待機して、起立姿勢で供給された長尺中空部品5の下端が載置される載台2と、当該載台2を冷却水中へ下降案内する案内架台1と、載台2に連結されてこれに載置された長尺筒状部品5の下端開口からその筒内空間52内へ冷却水を供給するノズル25とを備えている。
(もっと読む)
長尺鋼材の焼戻し後の連続冷却方法およびその装置
【課題】 長尺鋼材の熱処理の焼戻し後に焼戻し温度から冷却する際、冷却による長尺鋼材の曲がりを防止し靱性などに優れた長尺鋼材を製造する方法および装置を提供する。
【解決手段】 棒鋼又は鋼管からなる長尺鋼材の熱処理の焼戻し処理後の冷却において、冷却ゾーン4の長尺鋼材2の上下に複数の水冷ノズル6を配置し、水冷ノズル6の向きを長尺鋼材2に対して20°以上45°以下の角度とし、水冷ノズル6は熱処理の水冷開始温度から250℃(好ましくは100℃)まで長尺鋼材2の赤熱部3の表面を冷却し得る水量を備え、冷却速度を400℃/秒以上としている。この装置により長尺鋼材2の冷却ゾーン4の上下に切れ目なく配置の水冷ノズル6から水流角度20°以上45°以下で長尺鋼材2に噴射し、鋼材表面の冷却速度を400℃/秒以上として長尺鋼材2を熱処理温度から250℃(好ましくは100℃)まで冷却する。
(もっと読む)
排ガス用配管のパージ方法及びパージ装置
【課題】蓄熱式バーナ加熱炉の排ガスの排気系統を燃焼用空気によってゾーン単位でパージする際に、排ガスが集約される排ガス用本管で排ガスが結露することを防止できるパージ方法を提供すること。
【解決手段】蓄熱式バーナ加熱炉においてゾーン単位でバーナを停止したときに、燃焼用空気をバーナに接続された燃焼空気用配管から排ガス用配管へ流し、排ガス用搬送管25、排ガス用本管26の順に送ることによって、排ガス用配管及び排ガス用搬送管25内の排ガスを燃焼用空気でパージし、このパージ中に排ガス用本管26内の温度を温度計31で計測し、その温度が排ガスの露点を下回らないように、パージのための燃焼用空気の流量を流量調節手段32によって調節する。
(もっと読む)
鋼線を熱処理する装置および方法
【解決手段】 本発明は、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理する炉(1)に関する。当該炉は、入口(3)および出口(4)と、入口(3)と出口(4)との間に延在し、第1の軸状部分(8)を形成している1以上の炉構成部(5)とを備え、1以上の炉構成部(5)の温度を設定する1以上の加熱部(6)は、炉(1)の内部、特に、第1の軸状部分(8)の内部に配置されている。細長い部材、特に、金属部材は、第1の軸状部分(8)に沿って輸送可能である。本発明によると、第1の軸状部分(8)に接続されている少なくとも1つの第2の軸状部分(9)、および、少なくとも1つのファン(7)を備えており、ファンによって、炉(1)の内部の雰囲気は、第1の軸状部分(8)および第2の軸状部分(9)に沿って周回するように循環させる。本発明はさらに、少なくとも1つの細長い部材、特に、金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を、一の連続したプロセスにおいて熱処理するモジュールに関し、炉(1)および当該モジュールを備える装置に関し、少なくとも1つの細長い金属部材、例えば、1以上のワイヤ(2)、特に、鋼線を一の連続したプロセスで熱処理する方法に関する。 (もっと読む)
棒鋼の熱処理方法および急冷装置
【課題】所定の温度域に加熱され、水平方向に沿って個々の軸方向が並列した複数の棒鋼を、水冷などにより均一に急冷でき、且つ曲がりを低減できる棒鋼の熱処理方法および急冷装置を提供する。
【解決手段】断面が円形の棒鋼Mを所定の温度帯に加熱する加熱工程と、かかる加熱された棒鋼Mを急冷する急冷工程と、を備え、かかる急冷工程は、水平方向に沿って個々の軸方向が並列した複数の棒鋼Mを、これらが載置された架台2と共に、水槽(液槽)10内の水(冷却液)Wが上記棒鋼Mの径方向に沿って流動しつつ循環している水槽10内で複数回にわたり昇降させるものである、棒鋼の熱処理方法。
(もっと読む)
熱処理装置
【課題】孔開きウエブを水平方向に走行させても、熱処理することができる熱処理装置を提供する。
【解決手段】孔開きウエブWが水平方向に走行する走行路の上下に沿って千鳥状に複数配置された上下一対のノズルと、前記上ノズル20と下ノズル22の間であって、走行路の下方に位置するように配置された複数の支持ロール40と、孔開きウエブWの未塗工部分が走行路を通過するときに、複数の支持ロール40を下ノズル22の上面の上方で、かつ、走行路上に同時に移動させるエアーシリンダとを有する。
(もっと読む)
バーチャージャ
【課題】簡易な構成で、バー材の移載に伴う騒音を解消すると共に、先入先出しすることのできる機構を備えたバーチャージャを提供する。
【解決手段】上記課題を解決するためのバーチャージャ10は、加熱コイル14を備える加熱部12と、前記バー材を加熱部12へ供給する搬送ローラ22と搬送ローラ22へ供給するバー材をストックするバーラック24を有する供給部20とを備え、供給部20には、搬送ローラ22を介して加熱部12より返送されたバー材を冷却する冷却テーブル30が設けられ、バーラック24と搬送ローラ22、および冷却テーブル30間を移動する走行台車42と、前記バー材を吊り上げるフック48とを有する移載機構40を備えたことを特徴とする。
(もっと読む)
ウォーキングビーム式加熱炉のスキッドビームにおけるスキッドボタン
【課題】 ウォーキングビーム式加熱炉におけるスキッドビームに当接する被加熱材であるブルームが局部的に十分に加熱されないために、スキッドビーム以外のビームの部分よりも温度低下する事態を低減する手段を提供する。
【解決手段】 ウォーキングビーム式加熱炉のスキッドビーム2の周囲を耐火物5で被覆した構造において、スキッドビーム2から上方に突出するスキッドボタンの高さ4cを従来のスキッドボタン4bの高さより高くし、この高くした形状に合わせて、スキッドビームの中心を通る水平線6の側部からスキッドボタン4までの高さのうち、従来のスキッドボタンの高さ4bの位置に相当する本発明のスキッドボタン4aの高さ位置の周辺部までを耐火物5で傾斜面として被覆したウォーキングビーム式加熱炉のスキッドビーム2におけるスキッドボタン4。
(もっと読む)
コンベヤチェーン設備
【課題】メンテナンス時に、溶融ソルトの液面上に露出したコンベヤチェーン設備において、溶融ソルトを速やか且つ十分に排出することのできるコンベヤチェーン設備を提供すること。
【解決手段】一対のリンクプレートからなるリンク同士を、ブシュ7と該ブシュ7内に回転可能に挿通されたピン4とによって形成されるリンク連結部によって、長さ方向に連結してなり、オーステナイト状態の金属材を載置して搬送しながら400℃〜600℃の溶融ソルト内に浸漬させて冷却するコンベヤチェーンであって、前記ブシュ7と前記ピン4との間に溶融ソルト入出間隙C47を形成すると共に、該間隙C47は外部と液的に連通することを特徴とするコンベヤチェーン設備。
(もっと読む)
ルーズコイル搬送用コンベヤチェーン設備
【課題】オーステナイト状態のルーズコイルを載置して搬送する際、ルーズコイルの先端の噛み込みを防止でき溶融ソルト中を安定且つ円滑に搬送するルーズコイル搬送用コンベヤチェーン設備の提供。
【解決手段】一対の外リンクプレート3同士をピンで連結して外リンク2を形成すると共に、一対の内リンクプレート6同士をセンターブシュ7で連結して内リンク5を形成し、外リンク2と内リンク5と連結して構成してなり、外リンク2及び内リンク5の各上端面にオーステナイト状態のルーズコイルを載置して搬送しながら溶融ソルト内に浸漬させて冷却するルーズコイル搬送用コンベヤチェーン設備であって、長さ方向に隣接する外リンクプレート3の端部間に臨む内リンクプレート6の外面に、外リンクプレート3の端部間と内リンクプレート6の外面とで形成される間隙を埋めるための間隙充填部16をそれぞれ設けたことを特徴とする。
(もっと読む)
焼成用容器及び焼成用搬送台車
【課題】焼成炉の高温排ガスが保有する顕熱を効率的に回収して省エネルギー化が可能な焼成用容器及び焼成用搬送台車を提供する。
【解決手段】高温に保持される加熱室12と、加熱室12に連接して設けられ、被焼成物を収容して加熱室12からの熱で被焼成物の焼成を行う焼成室13とを有し、更に、焼成室13には、焼成室13からの放熱を抑制する輻射熱反射材からなる遮蔽部材20が取付けられている焼成用容器10において、輻射熱反射材は、耐熱性を有する非酸化物系の無機繊維21が交錯した基材22と、基材22を形成している無機繊維21を覆う保護層23とを有し、保護層23は耐熱及び耐食性を備えた酸化物、複合酸化物、又は酸化物及び複合酸化物からなる混合酸化物のいずれかにより形成されている。
(もっと読む)
連続加熱冷却装置
【課題】丸棒材の品質のバラツキが抑制されうる連続加熱冷却装置20の提供。
【解決手段】連続加熱冷却装置26は、搬送機22、加熱炉24及び冷却装置26を備えている。搬送機22は、多数の搬送ローラ28を備えている。それぞれの搬送ローラ28は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。加熱炉24は、炉体32を備えている。炉体32の出口40は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。炉体32の入口42は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。入口42は、出口40と平行な形状を有している。この加熱炉24により、丸棒鋼10が加熱される。冷却装置26は、加熱炉24の下流に位置している。冷却装置26は、丸棒鋼10の進行方向と直交する方向に対して傾斜している。この冷却装置26により、丸棒鋼10が急冷される。
(もっと読む)
連続工業炉の炉内急冷方法
【課題】炉内に大気が侵入することを防止する水封装置を設けてなるウォーキングビーム式連続工業炉において、炉体の改造なしで、炉内を均一にかつ急速に冷却する方法を提供する。
【解決手段】炉の稼動停止後、炉内、外を隔てている水封装置4のシール水8を抜き、シール水を所定深さまで下げた状態とし、炉内に連通する排気ファンを運転し、大気を冷却用空気として炉内に導入し、導入した冷却用空気で炉体の熱を抜熱し、加熱された冷却用空気を、煙突を経て炉外へ強制排出する。
(もっと読む)
棒鋼の残留水素濃度低減方法および棒鋼保管用パレット
【課題】棒状に熱間圧延された高温の鋼材を切断して得られた棒鋼を棒鋼保管用パレットに収容して棒鋼の残留水素濃度を所望の濃度まで低減することのできる棒鋼の残留水素濃度低減方法を提供する。
【解決手段】棒状に熱間圧延された高温の鋼材を切断して得られた棒鋼を保管するときに使用される棒鋼保管用パレットとして、断熱性および外気遮断性を有する棒鋼保管用パレットを用い、この棒鋼保管用パレット内で棒鋼の温度を所定温度以上に保って前記棒鋼の残留水素濃度を低減するに際して、棒鋼を結束径が250mm以上となるように結束して棒鋼保管用パレットに収容する。
(もっと読む)
鋼材の割れ防止のための保温装置
【課題】圧延後の高温の鋼材が次工程の焼鈍炉へ装入されるまでに急冷されて割れを発生されることを防止するための鋼材の割れ防止のための保温装置を提供する。
【解決手段】鋼材を圧延後、直接焼鈍炉に送る工程において、急冷による鋼材の割れを防止するための保温装置を配設したことを特徴とする鋼材の割れ防止のための保温装置。また、上記の保温装置が装入テーブルに収納式の材料保温機構からなることを特徴とする鋼材の割れ防止のための保温装置。さらに上記鋼材がマルテンサイト系ステンレス鋼、工具鋼、または耐熱鋼の棒鋼であることを特徴とする鋼材の割れ防止のための保温装置。
(もっと読む)
真空熱処理炉及び熱処理対象物支持装置
【課題】処理室内に設置した熱処理対象物を冷却するにあたり、前記処理対象物の冷却の不均一を抑制すること。
【解決手段】真空熱処理炉10は、処理室13と、支持部と、回転部16とを含む。処理室13は、熱処理対象物11を加熱し、加熱した熱処理対象物11を冷却ガス12でガス冷却する。支持部は、処理室13内に設けられて、熱処理対象物11の長手方向が処理室13への冷却ガス12の入口から出口に向かうように、熱処理対象物11を支持するものであり、支持部材19と、環状部材20と、取り付け治具21とで構成される。回転部16は、熱処理対象物11と当接しており、自身が回転することで熱処理対象物11を回転させる。
(もっと読む)
1 - 20 / 66
[ Back to top ]