
Fターム[4K038CA03]の内容
熱処理のプロセス制御 (949) | 熱処理の手段 (178) | 冷却 (53)
Fターム[4K038CA03]に分類される特許
1 - 20 / 53
金属板の温度分布の予測方法及び金属板の製造方法
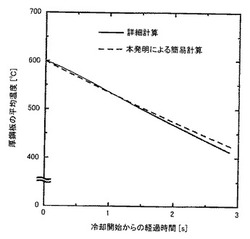
【課題】解析負荷を抑制しつつ簡便的に金属板の温度分布の予測することが可能な、金属板の温度分布の予測方法及びこれを用いる金属板の製造方法を提供する。
【解決手段】金属板の局所的領域について複数の条件にて熱流動解析を行う工程と、局所的領域における、表面熱流束の平均値、金属板の表面温度の平均値及び金属板の表面における冷媒温度の平均値を算出する工程と、表面熱流束の平均値と、金属板の表面温度の平均値及び金属板の表面における冷媒温度の平均値との関係式を導出する工程と、金属板の温度分布解析領域を、局所的領域以上の大きさである解析格子に分割する工程と、上記関係式を用いて解析格子における金属板の温度を決定する工程と、を有する金属板の温度分布の予測方法とし、該予測方法によって金属板の温度分布を予測し、予測した温度分布を用いて冷却装置の動作を制御する、金属板の製造方法とする。
(もっと読む)
金属帯の冷却方法および冷却装置

【課題】金属帯を均一に冷却し、これにより、形状不良を発生させることなく、板幅方向の機械特性を均一にして金属帯を製造する冷却方法を提供する。
【解決手段】冷却水を噴射することによって金属帯を冷却する水冷装置を用いて、金属帯の表面における冷却水の水量密度を制御しながら、金属帯を冷却する際に、膜沸騰と遷移沸騰の境界条件における前記金属帯の温度および水量密度の関係を予め求めておき、前記金属帯が、当該関係に基づいて該金属帯の温度に応じて与えられる水量密度を上限とした水量密度で冷却されるように、水量密度を制御する。
(もっと読む)
変態発熱量を考慮した鋼板の温度予測方法
【課題】熱間圧延プロセスにおける加熱設備、搬送装置、冷却装置での温度予測に非常に好適なものであって、冷却温度履歴が変わるなどして発熱温度域が変化した場合などでも変態発熱量を正確に予想すると共に、高精度の温度予測を行うことのできる温度予測方法を提供する。
【解決手段】本発明に係る鋼板の温度予測方法は、熱間圧延プロセスにて冷却又は加熱される鋼板Wの板温度を予測するものであって、鋼板Wの変態に伴う変態発熱量又は変態熱速度から算出される発熱量を加味した上で、鋼板Wと外部との熱収支を計算し、鋼板Wの板温度の予測値を算出する板温度予測工程と、この板温度予測工程を行うにあたり、変態発熱量又は変態熱速度を鋼板Wの過冷却の度合い又は過加熱の度合いに応じて修正する変態因子変更工程と、を有する。
(もっと読む)
マイクロアロイ鋼、特に管鋼を製造するための装置および方法
本発明は、マイクロアロイ鋼、特に管鋼の製造方法であって、その際、鋳造されたスラブ(1)が、スラブ(1)の搬送方向(F)において、以下の順番で、鋳造機械(3)、第一の炉(4)、少なくとも一つの粗圧延スタンド(5)、第二の炉(6)、少なくとも一つの仕上圧延スタンド(7)および冷却区間(8)を有する設備(2)を通り抜ける製造方法に関する。本発明に従い、以下のステップを有することが提案される。
a)スラブが設備(2)を通って走行する間の、スラブ(1)の望まれる温度プロフィルを定義する。
b)スラブ(1)の温度の最適化の為の、少なくとも一つの温度に影響を及ぼす要素(9,10)を、定義された温度プロフィルに従い、設備(2)の生産ライン(L)内に位置決めする、その際、温度に影響を及ぼす要素(9,10)が、第一の炉(4)と、少なくとも一つの粗圧延スタンド(5)の間、及び/又は、第二の炉(6)と少なくとも一つの仕上圧延スタンド(7)の間にもたらされる。
c)このようにして構成された設備(2)内において、スラブ(1)またはストリップの生産を行い、その際、定義された温度プロフィルが少なくとも大幅に保たれるように、少なくとも一つの温度に影響を及ぼす要素(9,10)を作動させる。 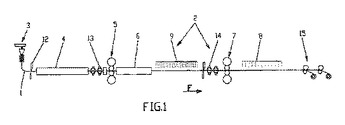 (もっと読む)
(もっと読む)
金属加工品の熱処理を制御するための方法及びコンピュータプログラム
【課題】工業炉設備の自動化度を向上させることを目的とする。
【解決手段】同一の装入物の構成、同一の処理プログラム、及び金属加工品の同一の部品形状を前提とし、装入物熱電対(3)によって処理される基本装入物(4)に関する金属加工品の熱処理を制御するための方法及びコンピュータプログラムを提供する。基本装入物(4)は、新たな装入物(4)の基礎となるものである。実際に処理された基本装入物(4)のプロセスのプログラムパラメータを、新たに処理される装入物のプログラムに引き継ぐので、新たに処理される装入物(4)のための新たな装入物熱電対(3)は不要である。
(もっと読む)
高張力鋼板の製造制御装置及び製造方法
【課題】高張力鋼板の規格及び製品寸法が多様なものであっても、高張力鋼板素材に対する適正な焼戻温度を十分に高い精度で簡単に演算する。
【解決手段】製造制御装置では、鋼板製造設備において焼戻処理が高張力鋼板素材に対して行われる前に、焼戻補正手段72が、偏差演算手段68の演算結果(化学成分差ΔCC、焼入開始温度差ΔTH及び冷却速度差ΔVC)を入力因子とし、第1推定モデル76により高張力鋼板22の推定材質MTSを演算し、高張力鋼板22の推定材質MTSを求める。次いで、焼戻補正手段72が、目標材質MTOと推定材質MTSとの差である製品材質差ΔMTを第2推定モデル82に入力し、この第2推定モデル82により温度補正量TTCを演算し、高張力鋼板22の製品グループ毎に、第2データベース84の記憶内容に基づいて構築された第2推定モデル82により温度補正量TTCを求める。
(もっと読む)
連続熱処理設備の速度制御方法、装置及びプログラム
【課題】制約条件に基づくネック速度スケジュールを考慮し、板温変化量と通板速度との相関の最適化を図る。
【解決手段】理論制約速度に基づいてストリップが現在から所定距離だけ進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして複数の速度変更パターンに基づいて複数の速度スケジュールを作成し、それら各速度スケジュールについてシミュレーションを実行して加熱炉51の誤差予測値を予測するシミュレーション部3と、加熱炉51の誤差予測値を要素として含む評価関数を使用して、複数の速度変更パターンを評価し、その中から速度変更パターンを決定する中央速度探索部4とを備え、速度変更パターンとして、ネック速度を移行させる際に、その移行前後のネック速度よりもいったん低速にするパターンを採用している。
(もっと読む)
熱延鋼板の冷却方法及び冷却設備
【課題】熱延鋼板の巻取温度を精度良く目標巻取温度に制御することが可能な熱延鋼板の冷却方法及び冷却設備を提供する。
【解決手段】冷却設備100は、水冷及び空冷の切り替えが可能な複数の冷却装置1と、各冷却装置の入側及び出側にそれぞれ配置された複数の温度計2、2Aと、冷却装置の入側と出側の熱延鋼板の温度差に基づき、水冷時及び空冷時の熱伝達率を算出する熱伝達率算出手段3と、熱伝達率算出手段によって算出した水冷時及び空冷時の熱伝達率を用いて伝熱計算を行うことにより、複数の冷却パターンについての熱延鋼板の巻取温度を予測する巻取温度予測手段4と、複数の冷却パターンのうち予測した熱延鋼板の巻取温度が所定の温度となる冷却パターンを選択し、該選択した冷却パターンに従って各冷却装置が行う水冷又は空冷を切り替える冷却制御手段5とを備える。
(もっと読む)
熱処理システムおよび熱処理方法
【課題】金属ワークに焼入れと焼戻しとを行うための熱処理において、効率的な処理を実現する技術を提供する。
【解決手段】本発明は、金属ワークに熱処理を行うための熱処理システムを提供する。この熱処理システムは、焼入れを行うN台(Nは1以上の整数)の焼入れ炉と、相互に相違する温度で焼戻しを行う作動モードを有する複数台の焼戻し炉を含むM台(MはNより大きな整数)の焼戻し炉と、N台の焼入れ炉からM台の焼戻し炉に金属ワークを移送する移送部と、を備える。移送部は、N台の焼入れ炉の各々から相互に焼戻し温度が相違する複数台の焼戻し炉に選択的に金属ワークを移送する作動モードを有する。
(もっと読む)
キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備
【課題】キュリー点を有する鋼帯を長手方向に均一な昇温速度で焼鈍することができる、鋼帯の連続焼鈍方法及び連続焼鈍設備を提供する。
【解決手段】加熱帯が第1加熱帯〜第3加熱帯に区分されている連続焼鈍設備を用い、前記第1加熱帯において、前記鋼帯を500℃以上、キュリー点Tc(℃)−50℃未満まで加熱する第1加熱手段と、前記第2加熱帯において、前記第1加熱帯で加熱された鋼帯をキュリー点Tc−30℃ないしキュリー点Tc−5℃の温度領域まで、上流及び下流のソレノイドコイル式高周波誘導加熱装置により加熱する第2加熱手段と、前記第3加熱帯において、前記第2加熱帯で加熱された鋼帯をキュリー点を超える処理目標温度まで加熱する第3加熱手段とを設け、前記下流のレノイドコイル式高周波誘導加熱装置の実績出力電力値に基いて前記上流のレノイドコイル式高周波誘導加熱装置の出力電力値を制御する。
(もっと読む)
厚板製造方法及び厚板製造設備
【課題】熱間圧延を加速冷却して厚板を製造する際に、製品の形状をより精度よく制御とする。
【解決手段】熱間圧延鋼板20を、加速冷却した後に冷却床4で徐冷を行い、上記加速冷却の冷却条件を制御することで加速冷却後の鋼板形状を所定の鋼板形状に制御する。このとき、オンライン形状計6,7で取得したデータに基づき、製品の種類毎に、冷却床の入側での鋼板形状と出側での鋼板形状との相関関係を、予め求めておき、その予め求めた相関関係に基づき、冷却床出側での鋼板形状が製品として許容可能な鋼板形状となる冷却床入側での鋼板形状を推定する。その推定した鋼板形状となるように加速冷却の冷却条件を調整する。
(もっと読む)
加熱炉の温度制御方法
【課題】連続焼鈍炉の加熱炉内で、溶接点を介して厚みが異なる鋼板を連続して加熱する際に生じる鋼板温度外れと鋼板の形状不良を回避することが可能な加熱炉の温度制御方法を提供する。
【解決手段】本発明によれば、連続焼鈍炉において複数の加熱ゾーンを含む加熱炉により板厚が先行材と後行材とで異なる鋼板を加熱する場合の加熱炉の温度制御方法において、前記加熱炉入側からN番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、前記N番目の加熱ゾーンの炉温が前記後行材の標準値に許容範囲を含む温度に到達してから、N−1番目の加熱ゾーンの炉温を前記後行材の標準値に設定して温度制御し、以下同様に、N=1番目の加熱ゾーンに至る各加熱ゾーンの炉温を順次温度制御する。
(もっと読む)
工業炉において金属加工品を熱処理するための技術的手順を自動的に作成する方法及びコンピュータプログラム、並びに上記方法及びコンピュータプログラムを実行するための装置
【課題】金属加工品の熱処理の実行を、各工業炉における熱処理の開始前に計画し、その後、自律的に実行する。
【解決手段】本発明は、熱処理のための技術的手順を自動的に作成するための方法及びコンピュータプログラム、並びに装置を提供する。前記装置はコンピュータを有する。最初に、選択された金属加工品の材料のパラメータを材料データバンクからロードすると共に、選択された処理方法の手順の枠組みの雛形をロードし、ユーザインターフェースからのデータを提供すると共に、手順の枠組みを作成する。その後、金属加工品のパラメータ、作成された手順の枠組み、及びユーザインターフェースからのデータを、部分手順に関する値として確定することによって、最終的に熱処理を行うための技術的手順(後から修正可能であり、プログラムデータバンク内に保存可能であり、工業炉における金属加工品の熱処理のために呼び出し可能な手順)が作成される。
(もっと読む)
プロセスライン駆動モータの非常停止方法および装置
【課題】帯板を連続的に通板・処理する、複数のライン駆動モータ及びドライブ装置を有するプロセスラインを対象に、各ライン駆動モータの速度指令を決定し設備の全体または一部の通板制御および張力制御を司る制御装置に故障が発生した場合に、プロセスライン全体又は一部のライン駆動モータを安全に停止させるプロセスライン駆動モータの非常停止方法および装置を提供することを課題とする。
【解決手段】各ドライブ装置にあらかじめそれぞれ個別に設定した非常停止減速レートで停止する非常停止工程Aとともに、速度指令を司る制御装置に故障が発生した場合に、非常停止状態となってからゼロ速度となって停止するまでの時間を一定とする非常停止減速レートで停止する非常停止工程Bを有する。
(もっと読む)
ステンレス鋼帯板の冷却において平坦度を制御する方法および装置
本発明は、仕上げラインにおける焼きなまし後の冷却に関連して、ステンレス鋼帯板の平坦度を制御する方法および装置に関する。帯板(1)は、まず、少なくとも1つの冷却媒体を帯板の移動方向に対して横断するように配設した少なくとも1つの群の供給機器(5、6)を介して、帯板(1)の全幅に対して供給して、帯板の移動方向(2)にて冷却し、冷却媒体の量は、平坦度用に帯板の所望の温度に関して記録された所定のデータを用いて調節し、次に、帯板の温度を測定して(8)、温度測定後に、温度の測定値が所定の温度値と異なる場合、少なくとも1つの冷却媒体を、帯板移動方向(2)を横断するように配設した少なくとも1つの群の供給機器(9)を介して供給する更なる冷却段階を実行してから、複数の制御ユニット(12)を含んで帯板移動方向(2)を横断するように配設する制御機器(11)を使用して平坦度を制御する。  (もっと読む)
(もっと読む)
熱処理設備の制御方法
【課題】 的確なタイミングで冷却装置の駆動を停止することができる熱処理設備の制御方法を提供する。
【解決手段】 熱処理設備1では、走行中の金属板2を、加熱装置6によって加熱し、この加熱装置6よりも金属板2の走行方向X下流側で、冷却装置7によって冷却する。加熱装置6は、走行中の金属板2を炉11内で加熱する。炉11には、熱源12から熱が供給される。このような熱処理設備1では、熱源12による炉11への熱の供給を停止した後、加熱装置6よりも走行方向X下流側かつ冷却装置7よりも走行方向X上流側での金属板2の温度に基づいて、冷却装置7の駆動を停止する。
(もっと読む)
連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体
【課題】予め候補として設定した複数の制御ゲインの中から最適な制御ゲインを選択して、板温調節部の効率の良い操作量変更量を決定することができ、処理炉出口板温の制御精度を向上させることが可能な、連続熱処理炉における板温制御方法及び装置、コンピュータプログラム並びにコンピュータ読取り可能な記録媒体を提供すること。
【解決手段】算出された処理炉体出口板温を目標板温に設定するゲイン毎に板温調節部の操作量変更量を算出するステップと、算出された操作量変更量と、処理炉体内における熱収支モデルとから、処理炉体出口における板温の変動を、ゲイン毎に予測算出するステップと、予測算出された処理炉体出口板温と目標板温との温度差と、操作量変更量に基づいて、ゲイン毎に算出された操作量変更量の中から最適な操作量変更量を決定するステップとを含むことを特徴とする。
(もっと読む)
連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム
【課題】複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる。
【解決手段】通板条件の変更の有無を判定し、通板条件の変更があると判定された場合に、通板条件の変更前のIH入側板温を演算し、通板条件の変更後のIH入側目標板温を演算し、演算されたIH入側目標板温をIH103への指令値として出力し、演算されたIH入側板温と、演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードフォワード制御)。一方、通板条件の変更がないと判定された場合に、IH入側板温を演算し、演算されたIH入側板温と、前回の通板条件変更時に演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードバック制御)。
(もっと読む)
鋼板冷却方法及び鋼板連続熱処理設備
【課題】徐冷帯及びこれに続く急冷帯からなる冷却帯において、徐冷帯の冷却能力限界が通板速度を制限する場合、即ち徐冷帯において設定した出側温度に徐冷ができずに急冷帯への入側温度が高くなる場合の鋼板の冷却において、急冷帯に配設された前段の冷却装置の一部を徐冷用として使用することにより、通板速度を上げることを可能にし、生産効率を向上させる。
【解決手段】徐冷帯と急冷帯が各々複数段の冷却装置で構成される冷却帯を配する鋼板連続熱処理設備にて、加熱された鋼板を徐冷帯で徐冷し次いで急冷帯で急冷する鋼板冷却方法であって、徐冷帯だけでは目標の徐冷帯出側板温に冷却できない場合に、急冷帯の前段の冷却装置の一部を徐冷用として使用し、その出側を仮想の徐冷帯出側として板温を制御する鋼板冷却方法。
(もっと読む)
鋼材の製造方法、鋼材の冷却制御装置、及び、鋼材の製造装置
【課題】鋼板温度を高精度に制御することが可能な、鋼材の製造方法、鋼材の冷却制御装置、及び、当該冷却制御装置を備える鋼材の製造装置を提供する。
【解決手段】冷却手段によって冷却される前の鋼板の温度を測定する第1温度測定工程と、鋼板の表面から放出される熱量の総和を算出する熱量算出工程と、TTT曲線を用いて鋼板の変態発熱量を算出する変態発熱量算出工程と、第1温度測定工程によって測定された温度と熱量算出工程によって算出された熱量と変態発熱量算出工程によって算出された変態発熱量とを用いて冷却手段で冷却された鋼板の温度を予測する温度予測工程と、冷却手段によって冷却された鋼板の冷却温度を測定する第2温度測定工程と、温度予測工程によって予測された温度と第2温度測定工程によって測定された冷却温度とが一致するように冷却手段の動作を制御する動作制御工程と、を備える、鋼材の製造方法とする。
(もっと読む)
1 - 20 / 53
[ Back to top ]