
Fターム[4K042AA25]の内容
物品の熱処理 (24,439) | 熱処理する特定物品の種類 (2,688) | その他の特定物品 (593)
Fターム[4K042AA25]に分類される特許
581 - 593 / 593
スパッタターゲット及び回転軸方向鍛造によるその形成方法
回転軸方向鍛造を用いてスパッタターゲットを作製する方法が記載される。当該鍛造工程の前及び/又は後に他の熱機械加工工程を用いることができる。特有の粒子サイズ及び/又は結晶構造を有することができるスパッタターゲットがさらに記載される。 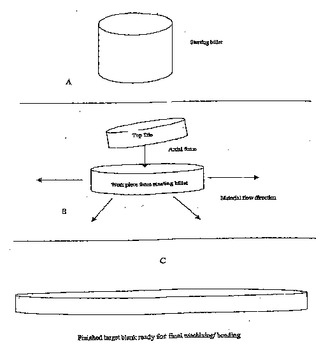 (もっと読む)
(もっと読む)
鋼板を変形して構成部品を製造する方法およびその方法を実施する装置
本発明は、変形する前に第1の熱処理によってオーステナイト化して被覆層厚さを生長させた焼戻し鋼からなる被覆鋼板を変形することで構成部品を製造する方法に関する。発明の目的はプロセスを最適化し、プロセスの中断によって起こされるスクラップ鋼板の発生を防止することにある。このため急速に冷却したあと熱処理鋼板1を一時収容し、構成部品5への変形の前に直接、再度短時間でオーステナイト化温度に加熱し、組織変態があった後で鋼板1を変形および硬化させる。鋼板の第2の加熱は誘導加熱で加熱するのが好ましい。 (もっと読む)
優れた低温じん性を有する高強度部品を製造するための鋼及び前記タイプの鋼の使用
本発明は、低温であっても優れた延性破壊値J積分を有する、引張り力の高い鋼であって、そして、好ましくない条件及び非常に厳しい作業条件であっても前記の鋼から製造される構造部品の破壊の危険が最小限に減少される前記鋼に関する。本発明の鋼は(重量%で示す)、0.08〜0.25%C、0.10〜0.30%Si、0.80〜1.60%Mn、=0.020%P、=0.015%S、P及びSの合計=0.030%であり、0.40〜0.80%Cr、0.30〜0.50%Mo、0.70〜1.20%Ni、0.020〜0.060%Al、0.007〜0.018%N、=0.15%V、=0.07%Nb、V及びNbの合計=0.020%であり、並びに残余物の鉄及び不可避の不純物を含む。本発明の鋼は、高引張力チェーンの製造に特に適している。 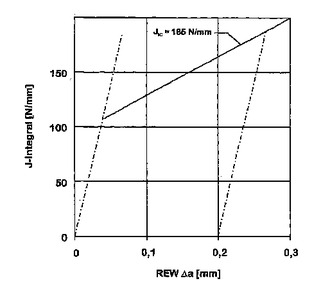 (もっと読む)
(もっと読む)
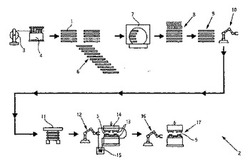
成形金属物品の連続製造方法および装置
金属の平らなウェブを含む供給材料から成形された金属部材を製造する連続製造方法は、ウェブを成形するロール成形ステーションと、成形されたウェブを個別の部材に切断する切断ステーションと、部材を構成する金属の物理特性を変えるための加工ステーションとを含む。方法は、加熱処理および/または成形を含んでもよい。方法は、また、印付け、検査、分類等のようなさらなる作業を行うようになっていてもよい。また、方法を実施するための装置を開示する。 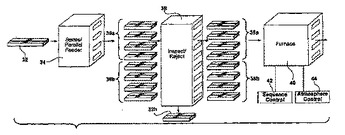 (もっと読む)
(もっと読む)
マルテンサイトのクロム−窒素鋼およびその使用
重量%で以下を含む合金からなる、腐蝕に対して良好な耐性を有する鋼材料:
C : max 0.12
N : 0.5〜1.5
Cr : 12〜18
Mn : max 0.5
Ni : max 0.5
(Mo+W/2) : 1〜5
(V+Nb/2+Ti) : max 1.5
Si : 0.1〜0.5
Co : トレース量〜max 2.0
S : トレース量〜max 0.1
バランス : 鉄および本質的に通常量の不純物のみ。 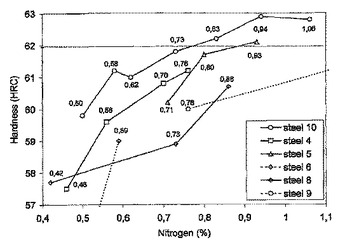 (もっと読む)
(もっと読む)
耐酸化性フェライト系ステンレス鋼
耐酸化性表面をもつフェライト系ステンレス鋼製品の製造法は、アルミニウム、少なくとも一種の希土類金属、および16重量パーセント以上で30重量パーセント未満のクロムを含むフェライト系ステンレス鋼を提供することを含み、ここで希土類金属の総重量は0.02重量パーセントを超える。前記フェライト系ステンレス鋼の少なくとも一つの表面は、高温で酸化性雰囲気に暴露したときに、変性表面が、クロムと鉄とを含み、且つFe2O3、アルファCr2O3及びアルファAl2O3とは異なるヘマタイト構造をもつ導電性で富アルミニウムの耐酸化性酸化物スケールを成長させるように変性する。この変性表面は、表面を電解研磨することなどによって、表面を電気化学的に変性することによって提供することができる。 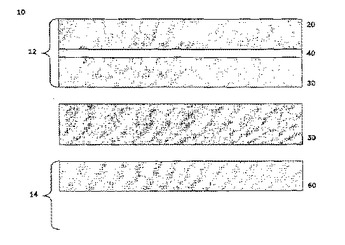 (もっと読む)
(もっと読む)
プレス焼入れ部品及びその製造方法
本発明は、熱間成形可能な非焼入れの鋼板から成る半製品からプレス焼入れ部品、特に車体構造部品を製造する方法に加えて、プレス焼入れ部品に関する。本発明は、冷間成形プロセス、特に絞りプロセスによって半製品から部品ブランクを成形し、製造すべき部品の縁の外形にほぼ対応するように部品ブランクの縁を切断し、切断された部品ブランクを、熱間成形工具で加熱すると共にプレス焼入れし、続いて、被覆ステップにおいて、腐食防止被覆によって覆う各ステップを備える。 (もっと読む)
楽器用のアクセサリー部分または操作部分、または、楽器の構成部分
本発明は、楽器用アクセサリー部分もしくは構成部分、または、楽器の操作部分に関する。本発明によれば、これらの部分は、少なくとも部分的に、好ましくは全体的に、等級5、好ましくTiAl6V4のチタンもしくはチタン合金、または、材料番号3.7165もしくは3.7164のチタン合金で形成されている。 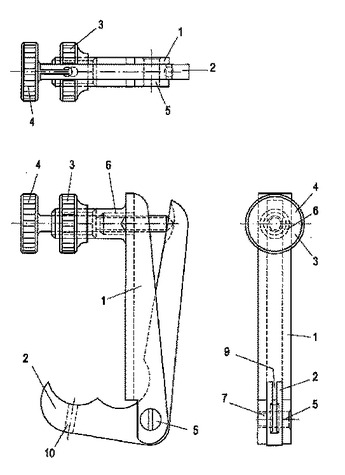 (もっと読む)
(もっと読む)
金属の耐食性を改良する方法
金属、特に鋼及び高ニッケル含有合金の耐食性を改良する方法が提供される。本方法は、金属部品を1以上の極低温処理に供し、場合によってはその後1以上の熱処理に供することを含む。極低温処理は、好ましくは-90℃〜-195℃の間、最も好ましくは-180℃〜-195℃の間の温度を用いる。熱処理は、好ましくは120℃〜175℃の間の温度を用いる。本方法は、金属部品及び構成要素の処理に用いることができる。本方法により製造される熱交換器配管、冷却器配管、配管、特に化学プロセス配管、ポンプ、反応器容器及び貯蔵タンクも提供される。 (もっと読む)
熱処理部材の部分熱処理方法とその装置

【課題】熱処理品質向上を可能とする熱処理部材の部分熱処理方法とその装置の提供。
【解決手段】熱処理部材1の特定部分1aのみを熱処理する部分熱処理方法とその装置であって、前記熱処理は、前記特定部分のみを誘導加熱する誘導加熱工程20Pと、ついで行われる冷却工程30とを含んでおり、前記誘導加熱工程20Pが、第1段階の加熱21と、該第1段階の加熱21に続く加熱休止22と、該加熱休止22に続く第2段階の加熱23とを有している、熱処理部材1の部分熱処理方法。
部分熱処理は、部分焼入れに適用されてもよいし、部分焼もどしに適用されてもよいし、部分焼入れと部分焼もどしの両方に適用されてもよい。
(もっと読む)
不等肉厚部を有する筒状体内面の高周波移動焼入方法とその高周波コイル
【課題】 安価な焼入装置および移動焼入機構を用いて、高品質の焼入加工が可能な、不等肉厚部を有する筒状体内面の高周波移動焼入方法を提案する。
【解決手段】 本発明の高周波誘導加熱方法は、焼入しようとする筒状体1の最小径内周面4cから、ある間隙を隔てて、加熱用の円環状高周波コイル26を筒状体1の内周面内に配設し、筒状体1を回転させるとともに、高周波コイル26と筒状体1とを相対的に移動させながら、筒状体1の内面を高周波加熱直後、その加熱面に対して、高周波コイル26の下部に配設されたる第1の冷却手段33と、筒状体1の外周面4bから、ある間隙を隔てて配設されたる第2の冷却手段34とにより冷却液を噴射して、前記内面を移動焼入する。このとき、第2の冷却手段34からの冷却液を、高周波加熱に若干先行、または高周波加熱に並行して噴射し、筒状体1の最薄肉部の過熱を抑える。
(もっと読む)
等速ジョイントの高周波焼入装置
【目的】 等速ジョイントのカップ部とシャフト部とに対して同じ位置で高周波焼入を施すことができるようにする。
【構成】 6つの溝が形成されたカップ部WCとこのカップ部WCから突出したシャフト部WSとが一体に形成された等速ジョイントWのカップ部WCとシャフト部WSとを等速ジョイントWを移動させることなく高周波焼入する高周波焼入装置であって、カップ部WCの内部に配置されるカップ部用焼入コイル500と、カップ部WCの内側面に焼入液Lを噴射するカップ部用ジャケット550と、カップ部WCに外側から焼入液Lを噴射する外周ジャケット270と、シャフト部WSの周囲に配置されるシャフト部用焼入コイル600と、シャフト部WSに焼入液Lを噴射するシャフト部用ジャケット660と、載置した等速ジョイントWを回転駆動するワーク載置台700とを備えており、前記外周ジャケット270は略U字形状に形成されており、シャフト部用焼入コイル600は外周ジャケット270の開放271側からシャフト部WSを加熱するようになっている。
(もっと読む)
筒状ワークの内面焼入用冷却ジャケット
【目的】 筒状ワーク内面の周方向複数位置に設けられた溝部の両壁面を移動焼入するときのサブジャケットに好適な冷却ジャケットを提供する。
【構成】 複数枚の板材41,42,43を積層して構成された積層体40により冷却ジャケットを構成する。板材41の上面に設けた放射状の溝部41bにより、板材41,42間に第1流路を形成する。板材42の上面に設けた放射状の溝部42bにより、板材42,43間に第2流路を形成する。筒状ワーク内面の周方向複数位置に設けられた溝部の両壁面を加熱する加熱コイルの移動方向前方に積層体40を連結し、溝部の両壁面を加熱中は下段の第1流路に冷却液を供給し、その冷却液を溝部の底面に噴射することにより、底面の加熱を抑える。両壁面の加熱終了と同時に、上段の第2流路に冷却液を供給し、その冷却液を溝部の両壁面に噴射することにより、両壁面の最終加熱部を急冷し焼入する。積層体40の厚みが薄いために、両壁面は端部まで加熱され焼入される。
(もっと読む)
581 - 593 / 593
[ Back to top ]