
Fターム[4K042DC03]の内容
Fターム[4K042DC03]に分類される特許
121 - 140 / 850
高強度鉄筋用鋼材およびその製造方法

【課題】YS:785MPa以上で延性のばらつきが小さく、低温靭性に優れ、コンクリートとの付着力にも優れた高強度鉄筋用鋼材の提供。
【解決手段】質量%で、C:0.15〜0.30%、Si:0.05〜1.0%、Mn:0.2〜2.5%、Al:0.01〜1.0%、Nb:0.001〜0.3%、Ti:0.003%未満、P:0.03%以下、S:0.03%以下、N:0.0060%未満、さらに、Cr:0.1〜2.0%、Mo:0.01〜1.0%、V:0.01〜1.0%、W:0.01〜1.0%、Ni:0.01〜1.0%、Cu:0.01〜1.0%、Co:0.01〜1.0%およびSb:0.0010〜0.0050%のうちから選ばれる1種または2種以上を含有する鋼組成で、鋼組織が、80%以上がベイナイトで、残部がフェライト、パーライトまたはマルテンサイトの組織からなり、リブおよび節の形状を適切に調整した高強度鉄筋用鋼材1。
(もっと読む)
低サイクル疲労強度に優れるTi、B添加鋼を用いた高強度部品の製造方法

【課題】 粒界強度の向上した低サイクル曲げ疲労強度に優れる浸炭部品の製造方法の提供。
【解決手段】 質量%で、C:0.10〜0.60%、Si:0.01〜1.5%、Mn:0.3〜2.0%、Cr:0.1〜3.0%、Ti:0.02〜0.2%、望ましくは0.05〜0.2%、B:0.0002〜0.005%、P:0.02%以下、S:0.001〜0.15%、N:0.001〜0.03%、Al:0.001〜0.06%、O:0.005%以下を含有し、C、Si、Mn、Crの含有量が(0.04+0.35C)×(1.00+0.70Si)×(0.70+3.96Mn)×(1.00+2.16Cr)≧1.10からなる式(1)の焼入れ指数を満足し、残部が実質的にFeと不可避的不純物よりなる鋼から浸炭焼入焼戻しして製造する低サイクルの繰返し曲げ疲労強度に優れた部品の製造方法。
(もっと読む)
超高強度部材の製造方法
【課題】耐遅れ破壊特性に優れる熱間プレス工法による超高強度部材を低コストで製造することができる引張強さTSが1320MPa以上の超高強度部材の製造方法を提供すること。
【解決手段】鋼板を700〜1000℃に加熱し、その加熱温度で部品形状に成形すると同時に金型で冷却し、目的の形状にせん断打ち抜き加工を施した後に塗装を施す引張強さが1320MPa以上の超高強度部材を製造するにあたり、上記打ち抜き加工後、塗装前に、温度範囲が100℃以上300℃未満でかつ保持時間が1秒〜60分の熱処理を施す。
(もっと読む)
ばねの製造方法
【課題】 表面が塗装されたばねを製造する方法において、焼付け処理と低温焼鈍処理とを兼ねながら、その処理時間を短縮することができる技術を提供する。
【解決手段】 本願の製造方法は、予め設定された設定温度までばねを加熱する加熱工程(S12)と、加熱されたばねを予め設定された冷却パターンで冷却しながら、ばねの表面に塗料を吹付けて焼付ける塗装工程(S14,S16)を有している。そして、加熱工程における設定温度と塗装工程における冷却パターンが、加熱工程及び塗装工程においてばねに所定の低温焼鈍処理が行われるように設定されている。
(もっと読む)
高強度電縫鋼管の口絞り縮径加工方法および加工部品
【課題】口絞り縮径加工によるTS980MPa級以上の高強度鋼管の加工を可能とし、自動車部品の高強度化・薄肉化に大きく寄与する。
【解決手段】電縫鋼管1からなる素管を穴ダイス2に押込むことにより、管端部をテーパ状に口絞りする、あるいは管の部分長もしくは全長を縮径する口絞り縮径加工方法において、素管を穴ダイスに押込む前にその押込む側の管端部を450〜550℃に加熱する。
(もっと読む)
コイルばねの熱処理方法
【課題】エネルギー効率、生産性、および、製品の品質を低下させることなく、冷間成形により得られたコイルばねの成形時の残留応力除去のための焼鈍を行うことができるコイルばねの熱処理方法を提供する。
【解決手段】直線状の線材のコイルばねWへの成形終了後に除荷すると、コイルばねWの内側部分(コイルばねWの中心側に面している部分)には引張残留応力が残り、コイルばねWの外側部分(コイルばねWの中心側とは反対側に面している部分)には圧縮残留応力が残る。コイルばねWに通電加熱を行うことにより、コイルばねWに焼鈍を行う(ステップS2)。これにより、コイルばねWから冷間成形時の上記残留応力を除去することができる。通電加熱は、たとえばコイルばねWが360℃〜500℃の範囲内の温度で加熱されるように10〜20秒間行うことが好適である。
(もっと読む)
スラストころ軸受
【課題】曲げ加工の際の、割れの発生を防止し、更に、必要とされる耐久性を確保できるレースを備えたスラストころ軸受を提供する。
【解決手段】外輪、内輪各レース4、5を、Cを0.68〜0.88質量%、Siを0.01〜0.15質量%、Mnを0.2〜0.7質量%、Crを0.3〜0.7質量%含有すると共に、酸素濃度が15ppm以下である合金鋼製とする。又、前記外輪、内輪各レース4、5の表面に、焼き入れ、浸炭焼き入れ、浸炭窒化焼き入れを施して、所定の性状を有する表面硬化層を形成する。
(もっと読む)
摺動部品の製造方法
【課題】電子機器や精密機器に使用される軸及び軸受けとして、寸法精度に優れ、耐摺動磨耗性・非磁性の優れた摺動部品の製造方法を提供する。
【解決手段】重量%で、C:0.05〜0.5%、Si:≦1.00%、Mn:9.0〜20.0%、Ni:0.3〜8.0%、Cr:16.0〜19.0%、N:0.04〜0.40%であり、残部が実質的にFe及び不可避的な不純物からなる組成のワークを作製する。ワークは1000℃〜1080℃においてアセチレンガスを導入して真空浸炭処理を行ない、その後、温度を保持したままガス供給を停止して真空中で拡散処理を行なう。処理後はワークに研削加工のみ又は研削加工後に研磨加工を施す。この製造方法により、Hv650以上の表面硬さを有する、寸法精度、耐摺動磨耗性及び非磁性に優れた摺動部品を提供できる。
(もっと読む)
高強度肌焼き鋼部品およびその製造方法
【課題】耐摩耗性および耐剥離性が高められた高強度肌焼き鋼部品を提供する。
【解決手段】浸炭層または浸炭窒化層を表面に有する高強度肌焼き鋼部品であって、鋼中成分は、C:0.10〜0.25%、Si:0.15〜2.0%、Mn:0.05〜1.5%、Cr:0.5〜2.5%、Al:0.02〜0.3%、およびN:0.004〜0.025%を含み、残部が鉄および不可避的不純物であり、浸炭層または浸炭窒化層は、マルテンサイト組織を主体として含み、最表面のビッカース硬さが900HV以上、および最表面から20μm深さまでのビッカース硬さが750HV以上を満足し、且つ、マルテンサイトブロックの平均短径が0.3μm以下である微細組織を最表面から5μm以上の深さまで有している。
(もっと読む)
高強度中空ばね用シームレス鋼管の製造方法
【課題】生産性が高く、低コストで実現可能な高強度中空ばね用シームレス鋼管の製造方法を提供すること。
【解決手段】高強度中空ばね用の鋼管ビレットを、熱間加工した後に中間熱処理し、さらに冷間加工して高強度中空ばね用シームレス鋼管を製造する方法において、前記中間熱処理を、加熱温度が750〜1000℃(但し、750℃は含まない)、750℃を超える加熱時間が60〜1800sec、及び加熱温度から500℃までの冷却速度が0.5〜20℃/secの条件で行うことを特徴とする高強度中空ばね用シームレス鋼管の製造方法。
(もっと読む)
高強度プレス部材およびその製造方法
【課題】980M P a以上の引張強さを有し、かつTS×T.EL≧17000(MPa・%)の優れた延性を有する高強度プレス部材を提供する。
【解決手段】部材を構成する鋼板の組成が質量%で、C:0.12%以上0.69%以下、Si:3.0%以下、Mn:0.5%以上3.0%以下、P:0.1%以下、S:0.07%以下、Al:3.0%以下およびN:0.010%以下を含有し、かつSi+Alが0.7%以上を満足し、残部はFeおよび不可避不純物からなり、該部材を構成する鋼板の組織が、マルテンサイトと残留オーステナイトとベイニティックフェライトを含むベイナイトを有す高強度プレス部材。
(もっと読む)
押出用工具鋼
本発明は、従来のH13鋼と比較してコストが低く、高い焼戻し耐性を有し、化学組成が(重量パーセントで)、0.4〜0.6の炭素、1未満のケイ素、0.03未満のリン、2.5〜4.5のクロム、タングステンによって2W対1Moの比で置換されていてもよい0.5〜0.7のモリブデン、0.1〜1のバナジウム、1未満のマンガン、残部が実質的にFe及び不可避の不純物である押出工具用鋼に関する。窒化後の高い表面硬さを促進する選択肢として、本発明の鋼は、最大1.0のアルミニウム量を有することができるが、高い靭性のためにはアルミニウム量は0.10未満に保たれなければならない。 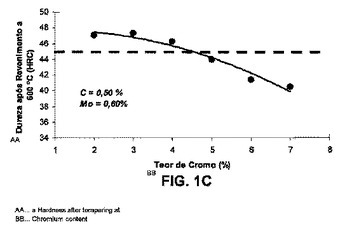 (もっと読む)
(もっと読む)
浸炭窒化層を有する鋼製品およびその製造方法
【課題】高価なMoの含有量を低減するか、あるいはMoが非添加であっても、優れた耐摩耗性と大きなピッチング強度を確保可能な浸炭窒化層を有する鋼製品の提供。
【解決手段】浸炭窒化層を有する鋼製品であって、生地の鋼材が、C:0.10〜0.35%、Si:0.40〜1.00%、Mn:0.60〜1.50%、Cr:0.40〜0.80%、Al:0.01〜0.05%、S:0.05%以下及びN:0.0020〜0.0300%を含有し、〔(Si+Mn)/Cr〕が2以上であって、残部がFe及び不純物からなる化学組成を有し、浸炭窒化層表面から深さ50μmまでの領域において、分散する合金窒化物がMnSiN2のみであり、浸炭窒化層表面におけるオーステナイト量が体積率で30%以上、40%以下である鋼製品。必要に応じて、Mo≦0.10%、Ti≦0.10%、Nb≦0.080%のうちの1種以上を含有してもよい。
(もっと読む)
拡管性に優れた油井用鋼管の製造方法
【課題】油井用として、優れた拡管性を具備する高強度鋼管を提供する。
【解決手段】C:0.04〜0.30%、Si:0.5〜2.0%、Mn:2.0〜4.0%、P:0.07%以下、S:0.01%以下、Al:0.05%以下を含む組成を有する鋼管を、加熱温度:800〜1050℃の範囲の温度に加熱したのち、空冷以上の冷却速度で冷却する第一の熱処理と、ついで、加熱温度:650〜750℃の範囲の温度に加熱し、300s以上保持したのち、5℃/s未満の平均冷却速度で冷却する第二の熱処理と、を施す。これにより、安定な残留オーステナイト相を適正量析出でき、拡管率が40%以上という苛酷な条件の拡管加工にも耐えられる、優れた拡管性を有し、かつ引張強さ:600 MPa以上の高強度を有する高強度鋼管とすることができる。
(もっと読む)
耐摩耗性に優れたパーライトレール及びその製造方法
【課題】重荷重鉄道で使用されるレールにおいて、頭部の耐摩耗性と延性を同時に向上させることを目的としたパーライトレールを提供する。
【解決手段】質量%で、C:0.65〜1.20%、Cu:0.3〜2.0%を含有し残部はFe及び不可避的不純物からなる鋼レールにおいて、パーライト組織のフェライト相中の固溶Cu量が0.25%以下であり、頭頂部の硬度が340Hv以上であることを特徴とする耐磨耗性及び延性に優れたパーライトレール。
(もっと読む)
熱処理用鋼材の表面処理液およびこれを用いた熱処理鋼材の製造方法
【課題】熱処理による鋼のスケール発生を抑制することができ,溶接性や塗装密着性に優れた熱処理鋼材を得るための表面処理液,およびその表面処理液を用いた熱処理鋼材の製造方法を提供する。
【解決手段】無機系バインダーと金属顔料とを媒体中に含有する熱処理用鋼材の表面処理液であって,前記金属顔料は,当該金属顔料と前記無機系バインダーの固形分との合計量に対し,酸化亜鉛粉を5〜20質量%,並びに銅箔及び/又は真鍮箔を合計で10〜25質量%以下含有し,耐高温酸化性金属粉を含有しない。熱処理鋼材の製造方法は,この表面処理液を基材に接触させて該基材の表面に該表面処理液からなる液層を形成する接触工程と前記接触工程を経てその表面に表面処理液からなる液層が形成された基材を乾燥させて,該基材の表面に保護被膜を形成する乾燥工程とを備える。
(もっと読む)
ラックアンドピニオン式ステアリング装置の製造方法
【課題】使用時に衝撃や応力が入力されてもラックに損傷が生じにくいラックアンドピニオン式ステアリング装置を製造する方法を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材に軟化焼鈍しを施した後に冷間鍛造により成形し、さらに調質処理,高周波焼入れ,及び焼戻しを施すことにより製造されている。軟化焼鈍しにより、冷間鍛造前の素材は、球状セメンタイト,針状セメンタイト,及びフェライトを含有する組織を有するようになる。また、誘導加熱での調質処理により、調質組織を有し且つ硬さがHV200以上300以下である調質部が、非焼入れ部の外層部分に形成される。この調質部の深さ方向の長さは2mm以上10mm以下である。
(もっと読む)
ラックアンドピニオン式ステアリング装置の製造方法
【課題】使用時に衝撃や応力が入力されてもラックに損傷が生じにくいラックアンドピニオン式ステアリング装置を製造する方法を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材に調質処理を施した後に冷間鍛造により成形し、さらに高周波焼入れ及び焼戻しを施すことにより製造されている。この調質処理は、冷間鍛造後の素材のビッカース硬さHVが180以上300以下となるように行った。冷間鍛造後の高周波焼入れでは歯と歯の間の谷部や芯部には焼入れは施されないので、ラック21においては、谷部をはじめとする非焼入れ部のビッカース硬さHVは180以上300以下となる。
(もっと読む)
鍛鋼品及び組立型クランク軸
【課題】炭素鋼からなる鍛鋼品の耐水素割れ性を、合金元素添加という手段によらずに、組織設計によって向上させること。
【解決手段】C:0.15〜0.5%、Si:0.6%以下(0%を含まない)、Mn:0.5〜1.5%、Ni:0.1〜2.5%、Cr:0.1〜2.5%、Mo:0.01〜0.7%、S:0.0002〜0.01%、O:0.002%以下(0%を含まない)、を含有し残部が鉄及び不可避的不純物からなり、深さD/4(D:鍛鋼品断面の円相当径)の位置における鋼断面は、フェライト組織またはフェライト−パーライト混合組織で構成される健全部と残部(以下、「マクロ偏析部」と記載する)で構成され、前記鋼断面に対する前記健全部の割合が90面積%以上であり、前記マクロ偏析部における(パーライトの平均粒径)/(フェライトの平均粒径)が3.0以上である鍛鋼品を製造する。
(もっと読む)
ラックアンドピニオン式ステアリング装置の製造方法
【課題】使用時に衝撃や応力が入力されてもラックに損傷が生じにくいラックアンドピニオン式ステアリング装置を製造する方法を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材に軟化焼鈍しを施した後に冷間鍛造により成形し、さらに再結晶処理,高周波焼入れ,及び焼戻しを施すことにより製造されている。軟化焼鈍しにより、冷間鍛造前の素材のビッカース硬さがHV200以下とされるとともに、球状セメンタイト,針状セメンタイト,及びフェライトを含有する組織を有するようになる。また、再結晶処理により、球状セメンタイト,針状セメンタイト,及びフェライトを含有する前記組織は維持したまま、芯部のビッカース硬さHVhと軟化焼鈍し後かつ冷間鍛造前の素材のビッカース硬さHVsとの比HVh/HVsが1.2以下とされる。
(もっと読む)
121 - 140 / 850
[ Back to top ]