
Fターム[4K042DE06]の内容
Fターム[4K042DE06]に分類される特許
41 - 60 / 272
耐食性、耐疲労性に優れた高強度焼き入れ成形体
【課題】亜鉛系めっき鋼材にて、焼き入れ後の成形品の耐食性を冷間成型品と同等以上とした、耐食性と耐疲労性に優れた高強度焼き入れ成形体を提供する。
【解決手段】亜鉛めっき系鋼材をホットスタンプのため加熱し、成形して焼き入れした高強度焼き入れ成形体であって、焼き入れ後の成形体鋼材表面に、Znを主成分としてFeが下記測定方法で9質量%以上、30質量%以下の亜鉛めっき層が、30g/m2以上形成されていることを特徴とする。なお亜鉛めっき層中のFe濃度測定方法は、NH4Cl:150g/lの水溶液中で4mA/cm2で飽和カロメル電極を参照電極として定電流電解により−800mVvs.SCE以下に大きく変化する点でのГ層までを電解し電解液をICPによりFe、Znの量、組成比を測定する方法である。
(もっと読む)
成形品の製造方法
【課題】異なる強度、すなわち強度の高い部位と強度の低い部位とを備えるプレス成形品を高精度で製造することが可能な成形品の製造方法を提供する。
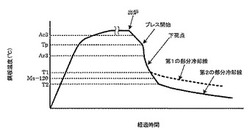
【解決手段】質量%で、Cが0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学組成からなり、Ac3点以上に加熱した鋼板をAr3点以上のプレス開始温度から金型にて成形品にプレス成形する方法であって、プレス成形の下死点における鋼板の第1の部分と第2の部分の下死点保持温度をそれぞれ異なる温度に制御することにより、フェライト又はベイナイト組織の少なくとも一方を主体とする低強度部と、マルテンサイト組織からなる高強度部と、を有する成形品を得ることを特徴とする。
(もっと読む)
部材内で強度差を有するエネルギ吸収部材の製造方法

【課題】一つの部材の中で強度の異なる領域を形成させたエネルギ吸収部材を製造する方法を提供する。
【解決手段】質量%で、C:0.19〜0.35%、Si:0.1〜0.5%、Mn:0.1〜1%、P:0.015%以下、S:0.01%以下、Al:0.005〜0.05%、N:0.001〜0.003%を含みかつ、Ti、Nb、V及びMoのうち1種以上をそれぞれTi:0.005〜0.1%、Nb:0.005〜0.02%、V:0.01〜0.1%、Mo:0.01〜0.1%の範囲で合計:0.005〜0.15%を含み、残部Fe及び不可避的不純物からなるスラブを熱間圧延、冷間圧延および連続焼鈍のいずれかまでを行って得られた鋼板を、
Ac3点以上の温度域に加熱後冷却するに際し、Ar3〜300℃の温度域を200℃/s以上で冷却する急冷部分と、150℃/s未満で冷却する緩冷部分との強度差(ΔTS)が490MPa以上となる。
(もっと読む)
耐摩耗性に優れたパーライトレール及びその製造方法
【課題】重荷重鉄道で使用されるレールにおいて、頭部の耐摩耗性と延性を同時に向上させることを目的としたパーライトレールを提供する。
【解決手段】質量%で、C:0.65〜1.20%、Cu:0.3〜2.0%を含有し残部はFe及び不可避的不純物からなる鋼レールにおいて、パーライト組織のフェライト相中の固溶Cu量が0.25%以下であり、頭頂部の硬度が340Hv以上であることを特徴とする耐磨耗性及び延性に優れたパーライトレール。
(もっと読む)
熱間プレス方法、および成形品の製造方法
【課題】良好な形状で高強度の部品を効率よく製造することが可能な熱間プレス方法を提供する。
【解決手段】質量%にて、Cを0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学成分からなり、Ac3点以上の温度に加熱された鋼板をAr3点以上のプレス開始温度から金型にてプレス成形する方法であって、鋼板を金型の下死点にて拘束しながら鋼板の臨界冷却速度以上の冷却速度で200℃以上(Ms−120)℃以下の温度にまで冷却し、次いで、鋼板を金型から取り出し、金型による下死点での拘束終了からの鋼板の温度降下量が15℃以上となる前に金型とは異なる手段で拘束を開始し、200℃未満の温度にまで冷却する過程を含むことを特徴とする。
(もっと読む)
ワークの焼入れ方法及び装置
【課題】ワークへのパーライトやベイナイトの生成を防止するとともに、ワークに生じる歪を抑制するワークの焼入れ方法及び装置を提供する。
【解決手段】ワーク焼入れ方法は、ワークを浸炭処理する浸炭処理工程(a)と、浸炭処理されたワークを冷却する高温緩冷却工程(b)と、緩冷されたワークを恒温変態曲線とマルテンサイト変態開始温度との間の温度に急速冷却する急速冷却工程(c)と、急冷されたワークの温度を恒温変態曲線とマルテンサイト変態開始温度との間の温度に保持するMs点直上恒温保持工程(d)と、恒温保持されたワークを再び急冷する急速冷却工程(c)とからなる。
(もっと読む)
マルテンサイト系ステンレス鋼またはマルテンサイト・フェライト系ステンレス鋼の熱処理方法
【課題】表面焼入時に、化学組成を変化させずに、マルテンサイト系ステンレス鋼の心部の硬度を低下させる方法が提供する。
【解決手段】本発明の熱処理方法は、その表面層の窒素含有量が増大されたマルテンサイト系ステンレス鋼またはマルテンサイト・フェライト系ステンレス鋼の心部の硬度を低下させるための熱処理方法であって、(a)前記鋼を加熱してオーステナイト状態とした後に、前記鋼を前記表面層のマルテンサイト変態開始温度(MsR)よりも若干高い温度に冷却して、前記心部を焼入れするステップと、(b)前記鋼を前記心部の焼戻し温度(TAK)まで加熱して、前記心部を焼き戻すステップと、(c)前記鋼を室温に冷却して、前記表面層を焼き入れするステップとを含むことを特徴とする。
(もっと読む)
ラックアンドピニオン式ステアリング装置の製造方法
【課題】使用時に衝撃や応力が入力されてもラックに損傷が生じにくいラックアンドピニオン式ステアリング装置を製造する方法を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材に調質処理を施した後に冷間鍛造により成形し、さらに高周波焼入れ及び焼戻しを施すことにより製造されている。この調質処理は、冷間鍛造後の素材のビッカース硬さHVが180以上300以下となるように行った。冷間鍛造後の高周波焼入れでは歯と歯の間の谷部や芯部には焼入れは施されないので、ラック21においては、谷部をはじめとする非焼入れ部のビッカース硬さHVは180以上300以下となる。
(もっと読む)
ラックアンドピニオン式ステアリング装置の製造方法
【課題】使用時に衝撃や応力が入力されてもラックに損傷が生じにくいラックアンドピニオン式ステアリング装置を製造する方法を提供する。
【解決手段】ラックアンドピニオン式ステアリング装置のラック21は、鋼からなる素材に軟化焼鈍しを施した後に冷間鍛造により成形し、さらに再結晶処理,高周波焼入れ,及び焼戻しを施すことにより製造されている。軟化焼鈍しにより、冷間鍛造前の素材のビッカース硬さがHV200以下とされるとともに、球状セメンタイト,針状セメンタイト,及びフェライトを含有する組織を有するようになる。また、再結晶処理により、球状セメンタイト,針状セメンタイト,及びフェライトを含有する前記組織は維持したまま、芯部のビッカース硬さHVhと軟化焼鈍し後かつ冷間鍛造前の素材のビッカース硬さHVsとの比HVh/HVsが1.2以下とされる。
(もっと読む)
合金鋼部品のアニールシステム及び方法
【課題】合金鋼部品の一部分を熱処理するシステム及び方法を提供する。
【解決手段】システム10は第一エンクロージャ14と第一エンクロージャ14に対向する第二エンクロージャ16とを備える。第一エンクロージャ14及び第二エンクロージャ16は合金鋼部品の一部分だけの周囲にチャンバ22を画成する。システム10はさらに、チャンバ22内に合金鋼部品の一部分を加熱する発熱体42を備える。合金鋼部品を熱処理する方法では、合金鋼部品の第一側面に対して第一エンクロージャ14を配置し、合金鋼部品の第二側面に対して第二エンクロージャ16を配置する。本方法ではさらに、第一エンクロージャ14と第二エンクロージャ16の間かつ合金鋼部品の一部分だけの周囲に実質的に気密なチャンバ22を形成し、実質的に気密なチャンバ22内にある合金鋼部品の部分を加熱する。
(もっと読む)
鋼製品の焼入れ方法
【課題】硬度を必要とする部分と、靭性を必要とする部分が、混在する鋼製品の焼入れを、短い工程で実施することができる技術を提供することを課題とする。
【解決手段】硬度を必要とするセレーション部は8秒間焼入れし(ST02)、靭性を必要とするねじ部は4秒間だけ強制冷却し(ST03)、残りの4秒は冷却しない(ST04)。
【効果】靭性を必要とする部分は、一度マルテンサイト変態させ、自熱焼戻ししてソルバイトとなる。そのため、靭性を必要とする部分に後工程で焼戻し処理をする必要はなくなる。結果、全体工程を短縮することができる。
(もっと読む)
差動歯車およびその製造方法
【課題】低〜中サイクル域における疲労強度を大幅に向上させた差動歯車の提供。
【解決手段】生地の鋼が、C:0.35〜0.45%、Si≦0.10%、Mn:0.50〜1.0%、P≦0.015%、S≦0.030%、Cr:0.05〜0.15%、Mo:0.15〜0.25%、Al:0.01〜0.05%、N≦0.010%、O≦0.0020%、B:0.0010〜0.0030%及びTi:0.010〜0.045%を含み、残部はFeと不純物からなる化学組成を有する鋼であり、かつ、硬化層深さ:0.80〜1.50mm、硬化層の旧オーステナイト平均粒径≦12μm、歯元部の表面から50μm位置での残留応力≦−700MPa、〔(表層部のビッカース硬さ)−(芯部のビッカース硬さ)〕で表されるΔHVの値:10〜40を満たす差動歯車。さらに表層部の全脱炭層深さ≦0.015mm、表層部のC量:0.35〜0.50%を満たしてもよい。
(もっと読む)
インペラ素材の製造方法
【課題】コストアップに繋がる金属元素量を増やすことなく、強度に加え、耐久性、低温靭性に優れる回転機械のインペラ素材を提供する。
【解決手段】質量%で、C:0.29〜0.35%、Si:0.15〜0.35%、Mn:0.60〜0.90%、Ni:1.60〜2.00%、Cr:0.77〜1.00%、Mo:0.15〜0.30%、残部Feならびに不純物元素からなる合金鋳塊を熱間鍛造した後に、焼入れ、焼戻しするインペラ素材の製造方法であって、焼入れ前のオーステナイト結晶粒度を30〜200μmとし、焼入れ後の金属組織の80%以上を、ベイナイト相又はベイナイト相とマルテンサイト相が占める。焼入れ後の金属組織の90%以上をベイナイト組織とすることが好ましく、また、合金鋳塊は、C、Ni及びCrの含有量が、C:0.30〜0.34%、Ni:1.70〜2.00%、Cr:0.80〜0.95%であることが好ましい。
(もっと読む)
耐食性に優れた非磁性高強度ステンレス鋼ナット
【課題】 冷間加工を行うことなく耐食性に優れた非磁性高強度ステンレス鋼ナットを提供する。
【解決手段】 C:0.08重量%以下、Si:1.00重量%以下、Mn:2.50重量%以下、P:0.045重量%以下、S:0.030重量%以下、Ni:7.50重量%〜10.50重量%、Cr:18.00重量%〜20.00重量%、N:0.15重量%〜0.30重量%、Nb:0.15重量%以下、残部Fe及び不可避不純物からなり、熱間鍛造水冷した組織を有することを特徴とする。
当該鋼材を安定オーステナイト域の温度にて鍛練比2S以上でナット素形状に熱間加工し、1010°C〜1150°Cの範囲の温度から50°C以下の温度に水冷する。
(もっと読む)
切欠き疲労強度に優れた高強度鋼製加工品及びその製造方法
【課題】鍛造温度や鍛造加工率等に依らず、化学組成の成分添加量及び熱処理条件を制御することによって高焼入れ性、高切欠き疲労強度を有する低合金TRIP型焼鈍マルテンサイト鋼(TAM鋼)からなる高強度鋼製加工品の提供。
【解決手段】C:0.1〜0.7%、Si:2.5%以下、Mn:0.5〜2%、Al:1.5%以下、Nb、Ti、Vの内1種類又は2種類以上を合計で0.01〜0.3%、Cr:2.0%以下、Mo:0.5%以下、Ni:1.0%以下、Cr、Mo、Niを合計で2.0%以下、B:0.005%以下を含有し、残留オーステナイトの炭素濃度が0.7〜1.5mass%であり、下記式により規定される、炭素当量(Ceq)からC量を除いた値(Ceq*)が0.3%以上0.6%未満で、残部Fe及び不可避的不純物からなることを特徴とする。Ceq*=Ceq−C=Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
(もっと読む)
高硬度で高靭性の鉄ベース合金及びその製造方法
本開示の態様は、高硬度を示し、軍事用装甲材用途に好適なレベルの弾道性能を付与する、亀裂伝搬の少ない又はない有利なレベルの多ヒット弾道抵抗性を示す低合金鋼に関する。本開示に係る鋼の種々の実施形態は、550BHNを超える硬度を有し、従来の軍事規格に比べて高レベルの弾道貫通抵抗性を示す。 (もっと読む)
肌焼鋼部品およびその製造方法
【課題】浸炭または浸炭窒化して得られる肌焼鋼部品であって、疲労特性(特に、耐ピッチング性)に優れた肌焼鋼部品、およびその製造方法を提供する。
【解決手段】C:0.1〜0.5%、Si:0.03〜2%、Mn:0.2〜1.8%、Al:0.1〜0.5%、B:0.0005〜0.008%、N:0.002〜0.015%を含有し、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、O:0.002%以下(0%を含まない)を満足し、残部が鉄および不可避不純物からなる鋼を浸炭または浸炭窒化した肌焼鋼部品について、部品表面に析出しているBNとAlNの質量比(BN/AlN)が0.01以下とする。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】所望の品質を付与しつつ、浸炭窒化処理におけるRXガスの流量を低減することによりCO2の排出量を抑制することを可能とする鋼の熱処理方法、機械部品の製造方法および機械部品を提供する。
【解決手段】バッチ式の熱処理炉を用いた鋼の熱処理方法は、熱処理炉の扉を開け、高炭素クロム軸受鋼からなる被処理物を炉内に装入する工程と、扉を閉じる工程と、炉内にRXガスを供給しつつA1点以上の温度である熱処理温度に炉内の雰囲気を加熱して、雰囲気のカーボンポテンシャル値を予め決定された値に調整する工程と、被処理物が熱処理温度に加熱されることにより、被処理物が浸炭窒化される工程とを備えている。そして、被処理物が浸炭窒化される工程では、ガス置換回数が0.05以上0.78未満となるように、炉内にRXガスが供給される。
(もっと読む)
鋼の熱処理方法、機械部品の製造方法および機械部品
【課題】所望の品質を付与しつつ、光輝焼入処理におけるRXガスの流量を低減することによりCO2の排出量を抑制することを可能とする鋼の熱処理方法、機械部品の製造方法および機械部品を提供する。
【解決手段】バッチ式の熱処理炉を用いた鋼の熱処理方法は、熱処理炉の扉を開け、高炭素クロム軸受鋼からなる被処理物を炉内に装入する工程と、扉を閉じる工程と、RXガスを供給しつつA1点以上の温度である熱処理温度に炉内の雰囲気を加熱して、雰囲気のカーボンポテンシャル値を予め決定された値に調整する工程と、脱炭が抑制されつつ被処理物が上記熱処理温度に加熱される工程と、A1点以上の温度からMS点以下の温度に冷却されることにより、被処理物が焼入硬化される工程とを備えている。そして、上記熱処理温度に加熱される工程では、ガス置換回数が0.78未満となるように炉内にRXガスが供給される。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
41 - 60 / 272
[ Back to top ]