
Fターム[4K042DE06]の内容
Fターム[4K042DE06]に分類される特許
21 - 40 / 272
高強度、高靭性リンクチェーンとその製造方法
【課題】リンクチェーンの高強度化、特殊環境下或いは屋外環境下における突発的な破壊を防止するリンクチェーンの耐遅れ破壊向上、更に寒冷地などの低温環境下における脆性破壊を防止できる高強度、高靭性リンクチェーンとその製造方法を提供する。
【解決手段】質量%で、C:0.15〜0.8%,Si:0.2〜2.0%,Mn:0.6〜2.5%,Al:0〜0.005%,P:0.05%以下、S:0.05%以下,Cr:0.4〜2.0%,Mo:0.5%以下,B:0.0005〜0.005%を含み、残部Fe及び不可避的不純物からなり、鋼組織として鋼中に、体積率で、残留オーステナイトを5〜15%、ベイニティックフェライトとポリゴナルフェライトを10%以下、炭素濃化処理マルテンサイトを90%以上を含み、動的靭性値が80J/cm2以上、静的靭性値が120MPa−m1/2以上を有する高強度、高靭性リンクチェーン。
(もっと読む)
ばねおよびその製造方法
【課題】耐へたり性に優れ、素材コストの低減と製造工程の簡略化を図ることができるばねを提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する線材をばねの形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオ−ステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上保持し、次いで室温まで冷却する熱処理工程と、熱処理後のばねにショットを投射するショットピ−ニング工程とを備えた。
(もっと読む)
冷鍛窒化用鋼、冷鍛窒化用鋼材および冷鍛窒化部品
【課題】冷間鍛造性と冷間鍛造後の被削性に優れ、冷鍛窒化部品に高い芯部硬さ、高い表面硬さ及び深い有効硬化層深さを具備できる冷鍛窒化用鋼の提供。
【解決手段】C:0.01〜0.15%、Si≦0.35%、Mn:0.10〜0.90%、P≦0.030%、S≦0.030%、Cr:0.50〜2.0%、V:0.10〜0.50、Al:0.01〜0.10%、N≦0.0080%及びO≦0.0030%を含有し、残部はFeおよび不純物からなり、〔399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160〕、〔20≦(669.3×logeC−1959.6×logeN−6983.3)×(0.067×Mo+0.147×V)≦80〕、〔140×Cr+125×Al+235×V≧160〕及び〔90≦511×C+33×Mn+56×Cu+15×Ni+36×Cr+5×Mo+134×V≦170〕である化学組成を有する冷鍛窒化用鋼。Feの一部に代えて、特定量のMo、Cu、Ni、Ti、Nb、Zr、Pb、Ca、Bi、Te、Se、Sbのうちの1種以上の元素を含有してもよい。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性に優れたばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有し、任意の横断面において、面積比率でベイナイトを65%以上、残留オーステナイトを4〜13%含む組織を有し、前記残留オーステナイト中の平均炭素濃度が0.65〜1.7%であり、横断面の円相当直径をD(mm)としたときに、圧縮残留応力層が表面から0.35mm〜D/4の範囲まで形成され、その最大圧縮残留応力が800〜2000MPaであり、中心の硬さが550〜650HVであり、表面から深さ0.05〜0.3mmの範囲に、前記中心の硬さより50〜500HV大きい高硬度層が形成されている。
(もっと読む)
鋼管の熱処理方法および熱処理設備
【課題】鋼管における材質差の発生や外径変形の発生を抑制し、均一な熱処理を行うことができ、且つ、高強度・高加工性が担保される鋼管の熱処理方法および熱処理設備を提供する。
【解決手段】鋼管を加熱および冷却することによって熱処理を行う鋼管の熱処理方法であって、鋼管をAc3温度以上になるまで加熱を行う加熱工程と、加熱後の鋼管をAc3温度以上で保持し均熱させる均熱工程と、均熱後の鋼管をAc1温度〜Ac3温度まで空気冷却させる空冷工程と、空冷後の鋼管を水冷によって急冷させる急冷工程と、を備える鋼管の熱処理方法が提供される。
(もっと読む)
疲労強度に優れた歯車およびその製造方法

【課題】自動車および各種産業機器等の高い面圧疲労強度の要求される歯車とその製造方法を提供する。
【解決手段】特定成分の鋼を、鍛造または鍛造後の機械加工により歯車形状とした後、浸炭(浸窒)焼入焼戻しを行い、その後ショットピーニングを行って製造する際、浸炭表層部:歯車の表面から30μm深さまでの残留γ組織(体積%)が25%以上、58%以下で、ショットピーニング後には7%以下であり、その他はマルテンサイト組織を有し、前記浸炭表層部の結晶粒度が8.5以上で、且つショットピーニング後の歯面および歯元の表面の圧縮残留応力が1500MPa以上で、表面の硬さがHV850以上で、残留γ量、歯面ビッカース硬さおよび歯面残留応力を因子とするパラメータ式を満足する歯車。
(もっと読む)
ブラインドファスナーおよびその製造方法
【課題】高い表面硬度と十分な伸張性を持つスリーブを有するブラインドファスナーとその熱処理方法を提供する。
【解決手段】中空スリーブを有するブラインドファスナーを熱処理する方法は、オーステンパ処理を含む。オーステンパ処理は、炭素含有率0.08〜0.13%の低炭素鋼を圧造した中空スリーブを800℃〜950℃に加熱保持し浸炭処理を行う工程と、その後320℃〜500℃で恒温保持する工程とを含み、炭素含有率(CP)値0.3〜0.5%にされる。
低炭素鋼のブラインドファスナーでも、オーステンパ処理により、スリーブの表面は硬く、表面以外の内部は伸びに適するよう軟らかくすることができ、高い表面硬度と十分な伸張性を持つスリーブを有するブラインドファスナーを得ることができる。
(もっと読む)
パーライト系レールの圧延方法
【課題】本発明は熱間圧延の仕上圧延工程前に意図的にレール頭部のコーナー部を冷却してから圧延を施すことで、頭頂部よりもオーステナイトを微細化することで、熱間圧延後の加速冷却にて冷却速度が速くなるコーナー部でのパーライト変態を促進させる。
【解決手段】質量%で、C:0.65〜1.40%、Si:0.10〜2.00%、Mn:0.10〜2.00%を含有し、残部がFeおよび不可避的不純物からなる組成を有するレール圧延用鋼片を再加熱後、粗圧延、中間圧延、仕上圧延を行いレールとする工程において、中間圧延後にレール頭部のコーナー部を850℃以上かつ、レール頭頂部と比較して30〜80℃低い温度に冷却し、しかる後に圧延パス数が2パス以上かつ圧延パス間を10秒以下とする連続仕上圧延を施す際に、レール頭部のコーナー部の各パスの圧下量の合計値(Rc)が頭頂部の各パスの圧下量の合計値(RT)の比(Rc/RT)が1.2以上となるように圧延を行うパーライト系レールの圧延方法。
(もっと読む)
鋼材およびその製造方法ならびに焼入処理用鋼板
【課題】2.0GPa以上の引張強さ並びに良好な靭性及び延性を有する鋼材及びその製造方法を提供する。
【解決手段】質量%で,C:0.33〜0.40%,Ni:2.0〜5.0%,Mn:0.01%以上0.5%未満,B:0.0001〜0.01%,Al:0.01〜3%,P:0.05%以下,S:0.03%以下,N:0.01%以下,さらに下記式(1)を満足する範囲でTiを,さらにCr:0.5%以下,Si:0.5%以下,Cu:1%以下,V:1%以下,Nb:1%以下,Mo:1%以下及びCo:3%以下からなる群から選択された1種又は2種以上を含有し,残部がFe及び不純物からなる化学組成を有し,旧オーステナイト平均粒径が5μm以上であるマルテンサイトからなる鋼組織を有する。3.42N+0.001≦Ti≦3.42N+0.5(1)ここで,N及びTiは化学組成におけるN及びTiの含有量(質量%)をそれぞれ示す。
(もっと読む)
金属リングの製造方法
【課題】金属リングの溶体化を行う炉内の温度分布を均一化し、金属リングの変形を低減させる金属リングの製造方法を提供する。
【解決手段】金属リングの製造方法は、圧延された金属リングに対する溶体化を行うために、大気圧と同圧の窒素雰囲気下で所定温度に加熱した後、5×10−3Paの真空下で該所定温度に所定時間保持し、その後、3〜155℃/分の冷却速度でマルテンサイト変態開始温度からマルテンサイト変態完了温度まで冷却する工程を備える。
(もっと読む)
高強度鋼の水素脆化耐性向上方法
【課題】高強度鋼における水素脆化が抑制できるようにする。
【解決手段】ステップS101で、亜共析鋼からなる鋼材を加熱してオーステナイト相の組成とする。次に、ステップS102で、鋼材の中心部ほど速い降温速度で冷却して鋼材の表面ほどセメンタイト相が多い状態とする。鋼材の表面ほどセメンタイト相が多い状態となるので、このセメンタイト相が水素を捕獲するトラップサイトとなり、鋼材の内側への水素の侵入が抑制されるようになる。
(もっと読む)
摺動特性に優れた肌焼鋼部品
【課題】摩擦係数が低く、摺動特性に優れた肌焼鋼部品を提供する。
【解決手段】浸炭層または浸炭窒化層を表面に有する肌焼鋼部品であって、鋼中成分は、C:0.1〜0.5%(質量%、以下同じ)、Si:0.03〜2%、Mn:0.2〜1.8%、Cr:3%以下(0%を含まない)、P:0.03%以下(0%を含まない)、S:0.2%以下(0%を含まない)、Al:0.16〜0.5%、B:0.0005〜0.008%、N:0.002〜0.015%、O:0.002%以下を含有し、残部:鉄および不可避不純物であって、下式(1)および(2)を満足すると共に、表面粗さRaが0.16μm以下である。[N]−1.3×[B]≧0.0010%・・・(1)式中[]は各元素の含有量(%)である。表面固溶Al≧0.15%・・・(2)
(もっと読む)
炭酸ガスインジェクション用部材向けCr含有鋼管
【課題】耐高圧炭酸ガス腐食性に優れた鋼管を提供する。
【解決手段】mass%で、C:0.05%以下、Si:0.50%以下、Mn:0.10〜1.80%、P:0.03%以下、S:0.005%以下、Cr:14.0〜18.0%、Cu:2.0%以下、Ni:2.5〜6.5%、Mo:0.5〜3.0%、Al:0.05%以下、N:0.15%以下、あるいはさらにNb:0.20%以下、V:0.20%以下、Ti:0.20%以下、W:2.5%以下のうちから選ばれた1種または2種以上を、Cr+3.2Mo+1.6W+0.5Ni+0.3Cu+3N−20C≧22.5を満足するように調整して含み、残部Feおよび不可避的不純物からなる組成の鋼管とする。なお、Caを含有してもよい。これにより、高圧炭酸ガス環境下における耐高圧炭酸ガス腐食性に優れる鋼管となり、炭酸ガスインジェクション用部材向けとして好適である。
(もっと読む)
拡管性と低温靭性に優れた油井用溶接鋼管の製造方法および溶接鋼管
【課題】肉厚精度±10%を満足しながら、優れた拡管性と低温靭性を有する油井用溶接鋼管を提供する。
【解決手段】C,Si,Mn,Al,P,Sn,S,N,Oを規定し、かつ、30*C+100*(P+Sn)+1000*(S+N+O)を16.0%未満とした鋼スラブを特定の熱延条件で熱間圧延し、得られた熱延鋼帯を、スリットし、連続ロール成形によって円弧状断面とし、該円弧状断面の両端を溶接し、該溶接してなる溶接部のみを750〜1000℃に加熱後500℃以下まで5℃/s以上の冷却速度で冷却することで、拡管性と低温靭性に優れた引張強度490MPa以上、降伏比0.74〜0.92の油井用溶接鋼管を得る。鋼は、Cu,Ni,Cr,Mo,Nb,V,Ti,W,B,Ca,REMのいずれか1種又は2種以上を規定量だけ含有してもよい。
(もっと読む)
回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機
【課題】低い残留応力と高い靱性とが両立でき、腐食成分が含まれた流体が供給された場合であっても、腐食や応力腐食割れが生じるのが抑制された回転機械部品を製造することが可能な回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機を提供する。
【解決手段】二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施して回転機械部品用素材Aを製造する方法であり、前記溶体化処理は、素材を950〜1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する。
(もっと読む)
遊星歯車装置
【課題】遊星軸4と遊星歯車3と複数本のニードル5、5との組み合わせにより構成されるラジアルニードル軸受12のうち、これら各ニードル5、5の性状を適正に規制する。そして、上記遊星軸4として一般的な性状のものを使用しても、上記ラジアルニードル軸受12全体としての耐久性を十分に確保できる遊星歯車装置を実現する。
【解決手段】上記各ニードル5、5は、浸炭窒化処理されたもので、表面層部分の窒素濃度が0.2質量%以上であり、表面層に、Si・Mn系窒化物が、1%以上10%未満の面積率で存在する。又、平均粒径が0.05μm以上で1μm以下のSi・Mn系窒化物が、100μm2 当たり100個以上存在する。且つ、上記各ニードル5、5の表面層部分の残留オーステナイト量が、5〜15容量%である。
(もっと読む)
機械構造部品の製造方法
【課題】焼戻し軟化抵抗の向上させる鋼素材を使用しても、加工性を良好とすることができる機械構造部品の製造方法を提供する。
【解決手段】質量%で、C:0.3〜1.5%と、Mn:0.2〜2.0%と、Si:0.5〜2.0%、Cr:0.1〜1.5%、Mo:0.1〜1.5%、V:0.05〜0.5%及びNb:0.005〜0.2%からなるグループから選択された1種又は2種以上と、残部Fe及び不可避的不純物とからなる鋼素材を軟化処理して、フェライト面積率30%以上のフェライトとパーライトとからなる金属組織、フェライトと球状炭化物とからなる金属組織、又はフェライトと粒状セメンタイトからなる金属組織とする工程と、軟化処理された鋼素材を所定の形状に加工処理する工程と、加工処理された鋼素材に少なくとも2回の高周波熱処理を行なって表層の金属組織をマルテンサイトとし、それに続く中間層の金属組織を焼戻しマルテンサイト、又は、焼戻しマルテンサイトとフェライトとパーライトとする。
(もっと読む)
高疲労強度肌焼鋼の製造方法
【課題】冷間鍛造性に優れるだけでなく、浸炭時の粗粒化抑制能にも優れることから高い耐疲労強度を有する肌焼鋼を製造するための方法について提案する。
【解決手段】C:0.10〜0.35質量%、Si:0.01〜0.50質量%、Mn:0.40〜1.50質量%、P:0.02質量%以下、S:0.03質量%以下、Al:0.04〜0.10質量%、Cr:0.5〜2.5質量%、B:0.0005〜0.0050質量%、Nb:0.003〜0.050質量%、Ti:0.003質量%以下およびN:0.0080質量%未満を含有し、残部はFe及び不可避不純物からなる鋼素材を、一旦、1150℃以上の温度に加熱した後に500℃以下まで冷却し、その後に1000℃以下に加熱後、850℃以上の温度にて加工を終了したのち、800〜500℃の温度域を0.1〜1.0℃/sの冷却速度で冷却する。
(もっと読む)
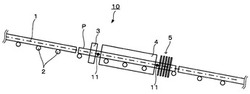
長尺鋼材の焼戻し後の連続冷却方法およびその装置
【課題】 長尺鋼材の熱処理の焼戻し後に焼戻し温度から冷却する際、冷却による長尺鋼材の曲がりを防止し靱性などに優れた長尺鋼材を製造する方法および装置を提供する。
【解決手段】 棒鋼又は鋼管からなる長尺鋼材の熱処理の焼戻し処理後の冷却において、冷却ゾーン4の長尺鋼材2の上下に複数の水冷ノズル6を配置し、水冷ノズル6の向きを長尺鋼材2に対して20°以上45°以下の角度とし、水冷ノズル6は熱処理の水冷開始温度から250℃(好ましくは100℃)まで長尺鋼材2の赤熱部3の表面を冷却し得る水量を備え、冷却速度を400℃/秒以上としている。この装置により長尺鋼材2の冷却ゾーン4の上下に切れ目なく配置の水冷ノズル6から水流角度20°以上45°以下で長尺鋼材2に噴射し、鋼材表面の冷却速度を400℃/秒以上として長尺鋼材2を熱処理温度から250℃(好ましくは100℃)まで冷却する。
(もっと読む)
21 - 40 / 272
[ Back to top ]