
Fターム[4L056BF29]の内容
Fターム[4L056BF29]の下位に属するFターム
連続的 (6)
Fターム[4L056BF29]に分類される特許
1 - 15 / 15
糸処理装置、紡績ユニット及び紡績機
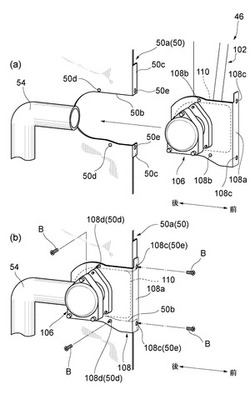
【課題】メンテナンス作業を簡便に行うことができる糸処理装置、紡績ユニット及び紡績機を提供する。
【解決手段】糸継台車は、サクションマウスモジュール46及びキャリッジフレーム50を備えている。サクションマウスモジュール46は、軸回りに回動するアーム102と、アーム102に設けられ糸の糸端を吸引するためのサクションマウスと、軸回りに回動可能にアーム102を支持する回動支持部106と、を有し、糸端をサクションマウスにより吸引して捕捉しながらアーム102を回転させることにより当該糸端を移送する。ここで、サクションマウスモジュール46は、キャリッジフレーム50に対して着脱自在に取り付けられていることから、メンテナンス作業時において、キャリッジフレーム50から容易に取り外すること、及びキャリッジフレーム50に容易に取り付けることができる。
(もっと読む)
糸巻取機

【課題】ボビンストッカのボビン残量を確認し易く、しかも、ボビンストッカがストックしているボビンを作業台車に対してシンプルな構成で供給することができる糸巻取機を提供する。
【解決手段】紡績ユニット6は、機台本体2の長手方向に沿って並設され、巻取ボビン16に紡績糸15を巻き取ってパッケージ17を形成する。ボビンストッカ4は、紡績ユニット6で使用される巻取ボビン16を保管する。玉揚台車67は、紡績ユニット6とボビンストッカ4との間を走行可能に設けられ、巻取ボビン16を紡績ユニット6に供給する。ボビンストッカ4が保管している巻取ボビン16に対して、少なくとも正面側からアクセス可能であるように、当該ボビンストッカ4が構成されている。玉揚台車67は、ボビンストッカ4が保管している巻取ボビン16を、機台本体2の正面側のボビン供給位置77において受け取る。
(もっと読む)
玉揚げ装置およびそれを備えた自動ワインダー
【課題】玉揚げ装置の走行状態、待機状態、異常状態といった各種動作状態を容易に把握することができる玉揚げ装置およびそれを備えた自動ワインダーを提供する。
【解決手段】複数並設された巻取ユニット10間を並設方向に走行し、巻取ユニット10に対して玉揚げ作業を行う玉揚げ装置20は、正面を覆う正面カバー21a、および両側面を覆う一対の側面カバー21b、21b’を備えた走行体フレーム21と、走行体フレーム21の正面カバー21aの両側にそれぞれ設けられた発光部L1、L2と、各発光部L1、L2の発光状態を制御する玉揚げ制御部25とを備える。玉揚げ制御部25は、当該玉揚げ装置20の走行時に、その走行方向の発光部L1またはL2を点滅させる。
(もっと読む)
綾巻きパッケージ交換装置を運転する方法ならびに綾巻きパッケージ交換装置
【課題】綾巻きパッケージ交換装置を運転する方法であって、綾巻きパッケージ交換装置は、自動で、綾巻きパッケージを製造する繊維機械の作業部に対して機能し、作業部に対して機能するために様々な操作装置、特に旋回可能で移動可能に支承された、ヤーンリザーブを形成するためのヤーン処理エレメントを備えているものを改良して、綾巻きパッケージを製造する繊維機械の作業部の設置位置のずれを問題なく迅速かつ精確に求めるものを提供する。
【解決手段】綾巻きパッケージ交換装置23を、少なくとも綾巻きパッケージを製造する繊維機械1の最初の運転前に、繊維機械1の作業部2に順次位置決めし、測定装置によって、作業部2の設置位置を測定し、求めた値を、作業部2においてヤーン処理エレメント20をあとで精確に位置決めするために準備する。
(もっと読む)
繊維機械及びシャッター弁
【課題】簡単な構成でシャッター弁の位置を安定させることが可能な繊維機械を提供する。
【解決手段】精紡機は、複数の紡績ユニットと、前記複数の紡績ユニット間を走行可能な糸継台車と、吸引ダクト14と、シャッター弁60と、を備えている。吸引ダクト14においては、糸継台車に吸引空気流を供給するための吸引空気流供給孔141が当該吸引ダクト14の孔形成面142に形成されている。シャッター弁60は、孔形成面142に回転可能に支持されるとともに、吸引空気流供給孔141を塞ぐことが可能な蓋部611,612,613,614が放射状に形成されている。複数の蓋部のそれぞれにおいて、孔形成面142側を向く面には膨らみ部621,622,623,624が形成される。前記シャッター弁60は、その中央部が孔形成面142に対して接近するように弾性変形して支持されている。
(もっと読む)
精紡機に設けられたパッケージ交換装置
【課題】パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにする。
【解決手段】グリッパユニット15が、空の糸巻管7を収容するための第1のグリッパ13aと、満管の糸パッケージ17を収容するための第2のグリッパ13bとを有しているようにした。
(もっと読む)
練条機でケンス交換時にスライバを切断する方法および装置
【課題】本発明はケンス交換時のスライバ切断方法および装置に関し、特に設計上簡単な仕方でスライバの確実な切断を行うようにすることを目的とする。
【解決手段】ケンス24にスライバ22を収納する手段を備えた練条機でケンス交換時にスライバを切断する方法において、ケンス交換中にスライバ供給装置、たとえばコイラプレート23のスライバ排出口と、その後段にあるケンス内のスライバ最上層との間隔をスライバが裂ける程度に拡大する。設計上簡単な仕方でスライバの確実な切断を可能にする方法を提供するために、重合スライバ内に薄肉部12′が生じてこの薄肉部がコイラプレートのスライバ排出口の出口区域に来たときにケンス交換が開始するように、スライバ排出口の前段に配置されたドラフトゾーンbでドラフトを増す。
(もっと読む)
玉揚装置およびそれを備えた繊維機械
【課題】巻取管ストッカーに貯留されている巻取管をチャッカーで把持する際、その把持位置を一定にすることができる玉揚装置およびそれを備えた繊維機械を提供する。
【解決手段】チャッカーによる巻取管9の把持の際、把持される巻取管9以外の巻取管9を退避させるセパレータ69に支持されていて、かつ、セパレータ69の巻取管退避動作に従動して巻取管9の一方側端部に当接することにより、把持される巻取管9の他方側端部を巻取管ストッカー65の位置決め部材65aに押し付ける押付部材60cを備えた、巻取管位置規制手段60を含む玉揚装置6とした。
(もっと読む)
自動ワインダ
【課題】巻取ユニットに係る設定と、玉揚装置に係る設定と、の間の整合性を容易に確保できる自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を紙管に巻き取って巻取パッケージを形成する巻取ユニット1・1・・・と、前記巻取ユニット1・1・・・の作動を制御する巻取ユニット制御部1Aと、前記複数の巻取ユニット1・1・・・に沿って走行する玉揚装置10・10と、前記玉揚装置10・10の作動を制御する玉揚装置制御部10Aと、を備える。更に、前記巻取ユニット制御部1Aによる前記巻取ユニット1・1・・・の作動の制御の設定と、前記玉揚装置制御部10Aによる前記玉揚装置10・10の作動の制御の設定と、を関連付けて記憶する関連記憶部32を備える。
(もっと読む)
繊維機械
【課題】従来の繊維機械は、ストッカーに貯留されている、糸を巻取るための巻取管の数量を検知してはいなかった。そこで、ストッカーに貯留されている巻取管の数量を検知することができ、玉揚作業の効率及び巻取パッケージの生産効率の高い繊維機械を提供すること。
【解決手段】並設された、糸を巻取るための巻取ユニットに設置された、ストッカーに貯留されている巻取管の数量を検知する検知手段を有する繊維機械を提供すること。
(もっと読む)
玉揚げ装置を有する繊維機械
【課題】玉揚げ作業の目標設定において、玉揚げ装置の走行制御機構の負担を軽減しようとすると、巻取りユニットの稼動効率を低下させてしまう。
【解決手段】各巻取りユニット2におけるパッケージ7の巻取り長さの大小を認識する巻取り状態認識手段30bと、巻取り長さが満管にある巻取りユニット7を最優先に、次いで満管に近い巻取りユニット7を優先する順序で、玉揚げ作業の実行目標とする巻取りユニット2を設定する目標設定手段30cと、玉揚げ作業の実行目標とする巻取りユニット2に玉揚げ装置3が到達してから、その巻取りユニット2で形成されているパッケージ7が満管となるまで、玉揚げ装置3に玉揚げ作業の実行を待機させる作業待機手段30dと、を備える。
(もっと読む)
糸処理装置の作業台車の制御方法、および糸処理装置
【課題】糸処理装置における作業台車の制御方法であって、相互干渉位置に存する二台のユニットからサービス処理が出された場合でも、作業台車を無駄なく走行移動させて、作業効率良くユニットに対するサービス処理を実行できるようにする。
【解決手段】ユニット2および作業台車4a・4bの幅寸法に基づいて、両作業台車4a・4bが近付いたときに相互に干渉し合い、同時的な作業処理が不可能となる領域を、「干渉エリア」として規定する。そして、二台のユニット2からサービス処理要求が出されると、作業台車4a・4bの走行移動に先立って、かかる干渉エリアを基準として、相互干渉状態に至っているか否かを判定し、相互干渉状態に至っていると判定した場合には、各作業台車4a・4bの現在位置から、処理要求ユニット2・2までの距離を測定し、処理要求ユニット2までの距離が短い一方の作業台車4a・4bによるサービス処理を優先的に実行させる
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
繊維機械
【課題】
自動玉揚装置を有する巻取装置を備えた繊維機械において、コンパクトで且つ保守・管理の容易な構成を提供する。
【解決手段】
巻取時に糸を綾振るトラバース装置6と、クレードル40を回動させるクレードルリフティング部7と、満巻パッケージ3bの取り出しのための一対の取出し用凹部8と、が巻取管3の巻取時における回転中心3cよりも作業用通路120側に配置されている。満巻パッケージ3bをその巻取位置から一対の取出し用凹部8へと転動させる一対の転がり案内面9がクレードル40を構成する一対のクレードルアーム4の対向する面に設けられている。
(もっと読む)
空気紡績機および紡績システム
【課題】空気紡績機において、紡績速度の高速化を図ろうとすると、糸継ぎの継ぎ目品質の低下を招くだけでなく、糸継ぎ成功率の低下により機械効率が低下して高速化に反する結果を招くだけでなく、糸欠点除去等の糸継ぎ動作に要する時間自体が、高速化に反する要因となる。
【解決手段】糸欠点を除去した完成品としての二次パッケージを形成する材料としての一次パッケージ、を製造する空気紡績機であって、紡績糸8を製造する空気式紡績装置10と、紡績糸8の有無を検出する糸検出装置20と、紡績糸8を巻き取って一次パッケージ1を形成する一次巻取り装置40と、一次パッケージ1の満巻時もしくは糸検出装置20による糸無し検出時に、一次巻取り装置40より一次パッケージ1を払い出させる玉揚げ台車6と、を備える。
(もっと読む)
1 - 15 / 15
[ Back to top ]