
Fターム[5E313DD34]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品連による供給 (1,714) | 部品連からの取付部品の分離 (552) | カバーテープを引剥して分離するもの (431)
Fターム[5E313DD34]に分類される特許
1 - 20 / 431
ツインドライブ装置のスライダの歪み補正方法およびツインドライブ装置
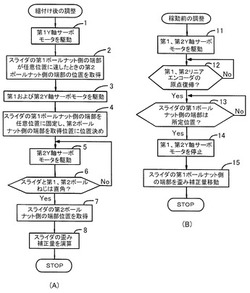
【課題】スライダに発生する歪み補正してスライダの一対の駆動軸に対する高精度な直角度を確保できるツインドライブ装置のスライダの歪み補正方法およびツインドライブ装置を提供する。
【解決手段】装置組付け後の調整段階において、第1および第2ボールねじ軸37a,37bの間で装置稼動時の推力差を発生させ、Y軸スライダ34に歪みを発生させて該歪みの補正量を演算しておく(ステップ1〜8)。そして、装置稼動時の原点復帰動作中に上記歪みを再現させ、上記歪み補正量により位置補正する(ステップ11〜14)。これにより、第1および第2ボールねじ軸37a,37bに対するY軸スライダ34の高精度な直角度を確保できるので、部品実装装置における生産品の精度を高め、スループットを向上することができる。
(もっと読む)
電子部品供給装置

【課題】幅広のテープフィーダを装着予定部に確実に装着可能な供給装置を提供する。
【解決手段】テープフィーダ76,77と、テープフィーダが着脱可能に装着される装着台102とを備えた供給装置において、装着台が、互いに同じ幅とされた複数の装着部150に区分けされており、1つの装着部に所定幅のテープフィーダ76を、2つ以上の装着部に幅広テープフィーダ77を装着可能とされ、装着部にテープフィーダが装着されることを示すための表示部124を備え、幅広テープフィーダの装着を示すための表示部124c〜fを第1の表示状態とし、所定の幅のテープフィーダの装着を示すための表示部124a,b,gを第2の表示状態とするように構成する。この構成により、幅広のテープフィーダと所定幅のテープフィーダとの装着位置を混同することなく、各テープフィーダを装着予定部に装着することが可能となる。
(もっと読む)
部品実装機
【課題】テープフィーダから排出される空テープがテープガイド通路のガイドカバーの上面側へはみ出していることを検出できるようにする。
【解決手段】テープフィーダ12の先端から排出される空テープ15が導入されるテープガイド通路16の上面カバーであるガイドカバー21の上面のうちの空テープ15のはみ出し方向に位置する検査エリアに画像認識可能な画像認識部22が設けられている。ガイドカバー21の上面側への空テープ15のはみ出しを検査する際に、部品実装機のカメラをガイドカバー21の上面のうちの画像認識部22が位置する検査エリアの上方へ移動させて該検査エリアを上方からカメラ19で撮像し、画像処理により該検査エリアの画像内に画像認識部22を認識できたか否かを判定し、その結果、画像認識部22を認識できない場合は、ガイドカバー21の上面側への空テープ15のはみ出しが有ると判定する。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、部品供給テープのスプロケット孔にスプロケットの歯を噛み合わせる作業を自動化する。
【解決手段】フィーダ本体13に部品供給テープ12をセットする際に、スプロケット42(スプロケット駆動機構部45)を自動的に退避位置へ下降させて部品供給テープ12をスプロケット42の上方にセットした後に、スプロケット42を噛合位置へ上昇させるように制御し、スプロケット42を噛合位置へ上昇させる制御を行ってもスプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合わずに噛合検出センサ63から検出信号が出力されないときに、モータ44によりスプロケット42を回動させて該スプロケット42の歯が部品供給テープ12のスプロケット孔に噛み合って噛合検出センサ63から検出信号が出力されるまでスプロケット42を回動させる自動噛合動作を実行する。
(もっと読む)
テープフィーダ
【課題】テープサプライヤをフィーダ本体に着脱可能に設けたテープフィーダにおいて、テープサプライヤの識別情報(サプライヤID)とフィーダ本体の識別情報(フィーダ本体ID)を自動的に管理できるようにする。
【解決手段】サプライヤIDが記憶されたRFタグ81をテープサプライヤに設け、フィーダ本体に装着されたテープサプライヤのRFタグ81からサプライヤIDを読み取るリーダ82をフィーダ本体に設ける。テープサプライヤのRFタグ81からサプライヤIDをフィーダ本体のリーダ82で読み取ったサプライヤIDの信号は、テープサプライヤの装着を確認する信号を兼ねる。フィーダ本体のメモリ86にフィーダ本体IDを記憶し、メモリ86から読み出したフィーダ本体IDとリーダ82で読み取ったサプライヤIDをフィーダ本体が装着された部品実装機側へ送信する。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、テープサプライヤを着脱する作業を簡単化する。
【解決手段】スプロケット駆動機構部45は、昇降レバー30にスプロケットと該スプロケットを平歯車列43を介して駆動するモータ44等を組み付けて構成すると共に、プロケット駆動機構部45を、スプロケットの歯が部品供給テープ12のスプロケット孔に噛み合った状態となる噛合位置とスプロケットの歯が部品供給テープ12のスプロケット孔よりも下方に位置する退避位置との間を上下動させるように構成し、スプロケット駆動機構部45を上方へ付勢してスプロケットを噛合位置に保持するスプリング55を設けると共に、テープフィーダに部品供給テープ12を着脱するときにスプロケット駆動機構部45をスプリング55に抗して下降させるモータ56を設ける。
(もっと読む)
電子部品供給装置
【課題】装着台へのテープフィーダの装着を容易にする。
【解決手段】テープ化部品を供給位置まで送り出し可能に保持する保持部と、保持部の下縁部をスライド可能に支持するスライド部102とを備えた供給装置において、スライド部を、(A)保持部をスライド部に嵌入する際のスライド方向とは反対の方向の側の端部に位置し、スライド方向と交わる方向への保持部のズレを禁止する状態で保持部を支持する導入溝98と、(B)スライド方向への移動のみを許容した状態で保持部を支持するT溝100とから構成し、導入溝が、磁石126によって磁化されるように構成する。このような構成により、保持部の下縁部を導入溝に嵌め、その後に、保持部をT溝に向かってスライドさせことで、保持部の下縁部をT溝に嵌入することが可能となる。さらに、磁力によって、保持部をスライド部と平行な状態に維持し易くなる。これにより、保持部のスライド部への嵌合が容易となる。
(もっと読む)
テープフィーダ及び電子部品実装装置
【課題】ピックアップ位置におけるキャリアテープの幅方向の位置のばらつきを抑制して電子部品のピックアップミスの発生頻度を低減できるテープフィーダ及び電子部品実装装置を提供する。
【解決手段】テープ押さえ部材20に、後縁部20cがテープ送り方向と直交する方向に対して傾いて延びているトップテープ引出口20bを設ける。トップテープ16を後縁部20cに対して直交する方向に引っ張ると、キャリアテープ14には当該キャリアテープ14を斜め前方に押し出す力(推力)F1が働く。この推力の一部はテープ送り方向に押し出す力F2となるが、他の一部はキャリアテープ14を幅方向に付勢する力F3となって、キャリアテープ14をテープ通路5b上に設けられた当接部21に当接させるので、キャリアテープ14は当接部21に当接した状態のままピッチ送りされる。
(もっと読む)
テープフィーダ
【課題】複数の供給レーンを備え、複数の供給レーンに対応する複数の個別制御スイッチが、いずれの供給レーンに対応するかを直感的に認識可能なテープフィーダを提供する。
【解決手段】(a)複数の供給レーンに引き出される複数のテープ化部品のうちの対応するものを個別に制御するための複数の個別制御スイッチ140が配置されるとともに、(b)複数の個別制御スイッチの各々が複数のテープ化部品のいずれに対応しているかを示すための複数の記号143が表示された操作パネル130を備えたテープフィーダにおいて、複数の記号が、複数の供給レーンに対応する複数の供給位置90の配置パターンと同じパターンで表示されるように構成する。このような構成により、オペレータは、電子部品の供給位置と個別制御スイッチとを直感的に対応付けることが可能となり、個別制御スイッチが、いずれの供給レーンに対応するかを直感的に認識することが可能となる。
(もっと読む)
テープフィーダ
【課題】テープフィーダの操作パネルの小型化を図ることを課題とする。
【解決手段】テープ化部品を電子部品の供給位置まで導く複数のテープ化部品経路と、テープ化部品を送る複数の送り装置とを備え、テープ化部品経路が形成された複数の第1部と、複数の送り装置を内蔵する第2部とに分離可能であり、複数の第1部の各々を第2部に着脱可能なテープフィーダにおいて、操作パネルに、複数の個別制御スイッチ132と選択スイッチ134と選択制御スイッチ136とを配置し、各個別制御スイッチは、各テープ化部品を個別に制御し、選択制御スイッチは、選択スイッチによって選択されたテープ化部品を制御するように構成される。この構成によれば、個別制御スイッチにより作業性を向上させ、選択制御スイッチによりスイッチ数を少なくすることが可能となり、作業性の向上と操作パネルの小型化との両立を図ることが可能となる。
(もっと読む)
対基板作業機
【課題】 対基板作業機の汎用性を向上させることを課題とする。
【解決手段】 対基板作業機を、対基板作業を行うための作業ヘッドとして、互いに種類の異なる複数の実装ヘッドの中から、任意に選択された1つのものを装着可能に構成し、かつ、それら複数の実装ヘッドのうちの他のいずれのものとも交換可能に構成するとともに、装着された実装ヘッドの種類を認識するように構成する。そのように構成された対基板作業機は、利便性の高いものとなる。そのことによって、対基板作業機の汎用性が向上するのである。
(もっと読む)
基板生産ラインの管理方法
【課題】吸着ミス等を考慮することにより、より各電子部品装着装置間の基板生産時間バランスを向上させること。
【解決手段】割り振られたA部品を電子部品装着装置の「1号機」、「2号機」、「3号機」に割り振った場合のシミュレーション時間とリカバリ時間との合算を行うと、各号機の合算時間はそれぞれ「10秒間」であり、これらの合算時間に基づいてこの対象電子部品であるA部品は最少時間である1号機に決定され、このA部品の評価・更新は終了する。次に、割り振られたB部品を各号機に割り振った場合のシミュレーション時間とリカバリ時間との合算を初めに行うと、各号機の合算時間は、1号機が「20秒間」、2号機が「10秒間」、3号機が「10秒間」であり、これらの合算時間に基づいて最少時間であるB部品は2号機に決定され、このA部品の評価・更新は終了する。同様に以下、対象のプリント基板P上に装着される電子部品の評価・更新を行う。
(もっと読む)
電子部品供給装置
【課題】電子部品の安定した供給が可能な電子部品供給装置を実現する。
【解決手段】電子部品供給装置が備えている従動スプロケットが部品収容テープAの搬送に伴い回転する際、従動スプロケットの歯部230の前面230fはスプロケット孔Hの内面に接触しないため、その従動スプロケットの歯部230が部品収容テープAを振動させたりすることなくスプロケット孔Hからスムーズに抜け出るので、従動スプロケットは、搬送されている部品収容テープAの向きや姿勢を安定させて、部品収容テープAが円滑に搬送されるように案内することができ、電子部品供給装置は所定の部品供給位置に向けて安定した電子部品の供給を行うことができる。
(もっと読む)
部品装着装置
【課題】LED素子の発光部の位置を精度良く認識し、光軸精度の高い光拡散用レンズの基板上への装着を行うこと。
【解決手段】部品供給ユニット5から光拡散用レンズ25を吸着ノズル11が取出し、プリント基板P上に装着されたLED素子21の上方に基板認識カメラ19を移動させた後、照明灯20を点灯させて紫外光UVをプリント基板P上の前記LED素子21に照射する。すると、前記LED素子21上面の蛍光体21Aから可視光が発生すると共にその他の部分からは紫外光UVが反射することとなる。従って、フィルタ24によって、前記その他の部分から反射された紫外光UVを下方へ反射してこの紫外光UVはカットされて、蛍光体21Aからの可視光の光のみが前記基板認識カメラ19の撮像面に入射することとなる。この結果、前記蛍光体21Aのみ明るく映り、この蛍光体21A部分のみの位置を認識処理装置により認識することができる。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給装置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、テープフィーダの下縁部をスライド可能に保持するスライド部98と、テープフィーダのテープ化部品の送り出し方向の側の側壁面102が取り付けられる側壁面取付部100と、テープフィーダの側壁面に上下方向に並んで立設される1対の立設ピン104,106と、側壁面取付部に形成され、1対の立設ピンが嵌合される1対の嵌合穴112,114とを備えた電子部品供給装置において、下方に位置する立設ピン106が偏心軸を中心に回転する偏心ピンであり、その偏心ピンが嵌合される嵌合穴114が上下方向に延びる長穴であり、偏心ピンを制御可能に回転させるように構成する。この構成により、テープフィーダを上方に位置する立設ピン104を中心に揺動させて、電子部品の供給位置を調整することが可能となる。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給位置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、そのテープフィーダを立設させた状態でそれの下縁部を固定的に保持する保持部92とを備えた電子部品供給装置であって、保持部を導電体により成形し、導電体により成形された架渡部材114を、保持部によって下端部を固定的に保持されたテープフィーダの上縁部とクリアランスのある状態で、その上縁部の上方に架け渡し、テープフィーダの下縁部が保持部に接触した状態でテープフィーダの上縁部が架渡部材に接触した場合に、導通検出器126によって、保持部と架渡部材との間の導通を検出するように構成する。このような構成により、テープフィーダが浮き上がった場合に、保持部と架渡部材との間の導通が検出されるため、テープフィーダの浮きを検出することが可能となる。
(もっと読む)
電子回路部品装着機
【課題】部品供給具と吸着ノズルとが回路基板に対して一緒に相対移動させられる電子回路部品装着機の使い勝手を向上させる。
【解決手段】12個の吸着ノズル172は、バルクフィーダ402および部品撮像装置と共にヘッド本体186に設けられ、回路基板に対して一緒に移動させられるとともに、回転体180の回転により部品受取位置へ移動してバルクフィーダ402から電子回路部品を受け取り、部品撮像装置へ移動して部品撮像装置により電子回路部品が撮像され、部品装着位置へ移動して回路基板に電子回路部品を装着する。また、吸着ノズル172は、部品装着位置において、モジュール本体に設けられたテープフィーダから電子回路部品を受け取り、回路基板に装着する。
(もっと読む)
電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法
【課題】トップテープのテンションによるテープ押さえ部材の浮き上がりに起因するテープ押さえ部材の挙動不安定を抑制して電子部品のピックアップミスを防止することができる電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法を提供することを目的とする。
【解決手段】テープフィーダ5においてキャリアテープ15から剥離されたトップテープ15eをピッチ送り方向と反対側に導いて送るに際し、トップテープ15eをテープ押さえ部材21において吸着位置の上流側に上方に突出して設けられた突出部26の上面を介して斜め下方に導いて、テープ押さえ部材21の浮き上がりを防止する。これにより、トップテープ15eのテンションによるテープ押さえ部材21の浮き上がりに起因するテープ押さえ部材21の挙動不安定を抑制して、電子部品のピックアップミスを防止することができる。
(もっと読む)
テープフィーダ及び部品実装装置
【課題】テープ部材の連結部の誤検出による不具合の発生を抑えることができるテープフィーダ及び部品実装装置を提供することを目的とする。
【解決手段】フィーダ本体31のテープ通路31a上を進行するテープ部材20の送り孔22の移動経路VL上に検査光61Lを射出し、その射出した検査光61Lをテープ部材20の送り孔22が横切る状態が変化したことに基づいてテープ部材20の連結部(連結部材20G)を検出する連結部検出装置を備えたテープフィーダ12において、連結部検出装置が射出する検査光61Lがテープ部材20の送り孔22の移動経路VLと交わる箇所Pにおけるテープ部材20のテープ部材20の幅方向の移動を規制するテープ移動規制部材70を設ける。
(もっと読む)
テープフィーダ及び部品実装装置
【課題】トップテープに与えられたテンションによってスプロケットが回転方向に動いてしまうことを防止することができるテープフィーダ及び部品実装装置を提供することを目的とする。
【解決手段】スプロケット32の近傍位置においてテープ通路31a上を進行するテープ部材20の上方を覆うカバー部材33を備えたテープフィーダ12において、カバー部材33のテープ通路31aと上下に対向する面に、テープ通路31a上のテープ部材20をテープ通路31aに押し付ける板ばね状の押圧部材50を設ける。
(もっと読む)
1 - 20 / 431
[ Back to top ]