
国際特許分類[B21C23/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402)
国際特許分類[B21C23/00]の下位に属する分類
特有の形または形状の材料からの出発,例.機械的に予備処理したもの (11)
被覆のない製品の製造 (121)
金属押出しに特に適するプレス (34)
金属被覆した製品の製造;2個以上の金属からの製品の製造 (22)
被押出し金属またはダイスまたはその類似のものの潤滑,例.潤滑剤の物理的状態,潤滑剤を供給する位置 (14)
国際特許分類[B21C23/00]に分類される特許
71 - 80 / 200
マグネシウム基複合材料

【課題】 常温のみならず高温でも強度特性に優れるなどの優れた性能を有するマグネシウム基複合材料を提供する。
【解決手段】 本発明にかかるマグネシウム基複合材料は、マグネシウム合金と添加材との固相反応により得られたマグネシウム基複合材料であって、前記添加材は希土類金属、Sr又はBaの酸化物、炭化物、珪化物及び炭酸塩、Caの炭化物、珪化物及び炭酸塩から選択される1種以上であり、前記固相反応により生成した金属間化合物を含むことを特徴とする。該マグネシウム基複合材料中には、金属間化合物とともに添加材が分散していることができる。
(もっと読む)
押出ダイス

【課題】アルミニウム押出材表面に焼き付きが発生するのを防止し、かつコーナー割れの発生やコーナー部の形状精度の低下(引けの発生)を防止して、不良率を低下させる。
【解決手段】ダイス穴のベアリング面にチョーク角が形成され、コーナー部5のチョーク角θ1がその両側の平坦部6,6のチョーク角θ2,θ3より大きく形成され、かつコーナー部近傍(チョーク角変化領域7)においてチョーク角がθ1からθ2,θ3へと連続的に変化しているアルミニウム用押出ダイス1を用いる。
(もっと読む)
曲げ圧壊性と耐食性に優れたアルミニウム合金押出材およびその製造方法
【課題】自動車の衝突条件が厳しくなっても、自動車車体補強材として要求される、曲げ圧壊性と耐食性との両方に優れた6000系アルミニウム合金押出材およびその製造方法を提供することを目的とする。
【解決手段】Mg、Si、Fe、Mn、Cu、Zn、Tiなどを含む特定組成のAl−Mg−Si系アルミニウム合金押出材組織における1μm以上のサイズを有する粒界析出物同士の平均間隔を大きくするとともに、押出材の厚み領域全域に亙りキューブ方位が多く存在する等軸再結晶粒組織として、曲げ圧壊性と耐食性とを両方向上させる。
(もっと読む)
冷間加工用Al−Mg系アルミニウム合金押出材及びその製造方法
【課題】、冷間加工性及び加工硬化特性に優れ、冷間加工後に高い強度(0.2%耐力で360MPa以上)が得られる、Al−Mg系冷間加工用アルミニウム合金押出材を提供する。
【解決手段】Mg:4.0〜7.0%(質量%、以下同じ)、Ti:0.005〜0.2%を含有し、さらにMn:0.02〜0.2%、Cr:0.02〜0.1%、Zr:0.02〜0.1%、V:0.02〜0.4%のうちいずれか1種又は2種以上を含有し、残部Al及び不可避的不純物からなり、加工硬化特性として、真歪み0.04〜0.13の範囲での加工硬化指数nが0.35以上、圧延率65%に相当する加工を行った後の加工硬化量Δσ0.2が250MPa以上である。
(もっと読む)
高靭性軽合金材料及びその製造方法
【課題】強度と共に高靭性を有する軽合金材料を提供する。
【解決手段】軽合金の半凝固材に剪断力を加えて金属組織を微細化することにより得られる、高靭性軽合金材料。
(もっと読む)
溶接構造用複合アルミニウム合金押出材
【課題】断面の一部において特に成形性に優れ、断面の他の部分において特に溶接性の優れる溶接構造用アルミニウム合金中空押出材を得る。
【解決手段】バンパー補強材35がアルミニウム合金押出材からなり、その断面が、6000系アルミニウム合金からなる部分(上下ウエブ39,40)と7000系アルミニウム合金からなる部分(前後フランジ36,37及び中間ウエブ38)により構成されている。バンパー補強材35の後フランジ37に、7000系アルミニウム合金押出形材からなる横圧壊型ステイ42の先端が溶接(溶接部44)されている。バンパー補強材35とステイ42は、6000系アルミニウム合金の時効処理条件で溶接前又は溶接後に時効処理される。
(もっと読む)
高性能マグネシウム合金部材及びその製造方法
【課題】マグネシウム合金押出し材の集合組織を簡便に制御して、高性能マグネシウム合金部材を製造する方法及び高性能マグネシウム合金部材を提供する。
【解決手段】マグネシウム合金の押出し成形に、ねじり押出し法を適用し、押出し成形と同時に試料に剪断変形を付与することにより、{0002}面を押出し方向に対して15°以上傾け、押出し方向(引張り方向)の{0002}面シュミット因子を増加させることにより、試料の延性を通常の押出し材と比較して、飛躍的に改善した高性能マグネシウム合金部材の製造方法、及びその高性能マグネシウム合金部材。
【効果】本発明により、連続プロセスで、更に単一のダイスで、様々な集合組織を造り込むことが可能であり、常温延性が著しく改善された高性能マグネシウム合金部材を簡便に製造し、提供することが可能である。
(もっと読む)
強加工装置及び強加工方法
【課題】本発明は、金属材料に対し高いひずみを効果的に導入することができる、工業的に実用可能な強加工装置および強加工方法を提供することを目的とする。
【解決手段】押出ダイスから押し出した金属材料を孔型圧延する構成において、上記押出ダイスの開口部と同じ開口形状および開口面積を有し、さらに、上記押出ダイスの開口部に対し、加工軸回りに所定角度捩れた位置関係をもって形成された孔型を用いて孔型圧延することによって、加工力を大幅に低減しつつ、長尺物の金属材料に対し連続的なプロセスをもって大きな塑性ひずみを均一に付与する。
(もっと読む)
強加工装置及び強加工方法
【課題】本発明は、金属材料に対し高いひずみを効果的に導入することができる、工業的に実用可能な強加工装置および強加工方法を提供することを目的とする。
【解決手段】互いに異なる開口形状を有する複数の孔型を順次用いて金属材料を複数回にわたって孔型圧延する。その際、上記複数の孔型を、それぞれの開口面積が素材の金属材料の横断面積に等しくなるように構成し、且つ、複数の孔型の開口形状の遷移の態様を、金属材料に対する圧下方向が複数の孔型圧延工程ごとに変化するように設計することによって、加工力を大幅に低減しつつ、金属材料に対し大きな塑性ひずみを均一に付与する。
(もっと読む)
半溶融押出成形装置及び方法
本発明は、半溶融押出成形装置及び方法に関し、解決しようとする技術的課題は、低い押出圧力で成形でき、装置の寿命及び製品の強度を向上させ、製造工程中の発火現象を抑制し、保護ガスの使用量を減少させ、また溶接線の形成を抑制することにある。そのために、本発明は、10から30重量%部の半溶融ビレットが格納されるように第1の貫通孔が形成され、第1の貫通孔の外部には半溶融ビレットが等温維持されるようにヒータが設けられたコンテナと、コンテナの前方から第1の貫通孔に挿入されて、半溶融ビレットを後方に加圧するステムと、コンテナの後方に結合され、円周方向の熱変形を防止するために多数の冷却材流出入孔が形成されたダイリングと、ダイリングの内部でコンテナの第1の貫通孔と連通されるとともに相対的に小さい直径を有し、半溶融ビレットを押出する第2の貫通孔が形成され、温度測定のための多数の熱電対挿入孔が形成されたダイ本体と、ダイリングの内部でダイ本体の後方に結合され、押出される半溶融ビレットを固相押出材に相変化させるように、多数の冷却材流出入孔が形成されたダイ本体支持台と、ダイ本体支持台と密着するとともに、ダイリングの後方に結合されたダイ平衡支持台と、ダイ平衡支持台に結合されて、固相押出材を冷却する冷却部と、を含む半溶融押出成形装置を提供する。 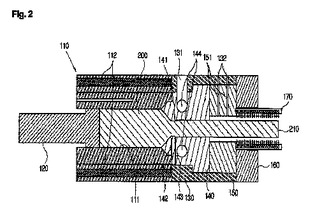 (もっと読む)
(もっと読む)
71 - 80 / 200
[ Back to top ]